



1.设备及安装
(1)工业机器人及其控制柜 该方案选用4台KUKA(IR761/125)和2台KUKA(IR761/150)共六台六轴关节式工业机器人。IR761125/150型工业机器人自重1.5t;一轴运动区间正负160°;控制器RC30/51硬件采用的是三个80386CPU(一个主CPU负责运动轨迹的数据运算,一个从CPU负责六个轴电动机的伺服控制,还有一个从CPU负责I/O和人机接口HPU);控制器结构采用的是非标准总线式结构(主控制板、接口控制板和安全电路处理板);驱动器结构采用一块电源板,机器人手臂的一、二、三轴(关节)各一块驱动板,机器人手臂的四、五、六轴(关节)合一块驱动板;软件无系统软件和应用软件之分;工艺软件采用数据配置方式进行(修改配置文件CONFIG.DAT和R1/CONFIG.DAT两个文件)。
(2)一体化焊钳及其控制柜 选用法国ARO公司的4套X型和4套C型工业机器人一体化焊钳,德国Harms&Wende GmbH&Co.KG公司的6套MPS9173型焊接控制柜,这种焊钳的焊接变压器与焊接杆被做成一个整体,它的体积小、结构简单、便于抓取,重量一般在100kg左右。焊接控制器采用一种叫做步进电流式焊接技术(STEPPER FUNCTION),该技术能根据电极焊接截面增大到一定量时自动给出信号到机器人,并进行修磨电极,当电极修磨到一定次数时自动给出信号到机器人,进行电极更换。
(3)车身输送装置 电动摆臂式输送线。
(4)车身焊装夹具
(5)焊钳更换装置 选用KUKA公司的两套焊钳快换和四个焊钳放置架。
(6)电极修磨器 选用德国PST Lutz Technik公司的六台电极修磨器。
(7)水电气处理站6套水电气处理站。
(8)安全护栏 点焊工作区域的安全隔离设施。
2.安装与连接(https://www.xing528.com)
工位ST4、ST5安装位置图如图5-10所示。
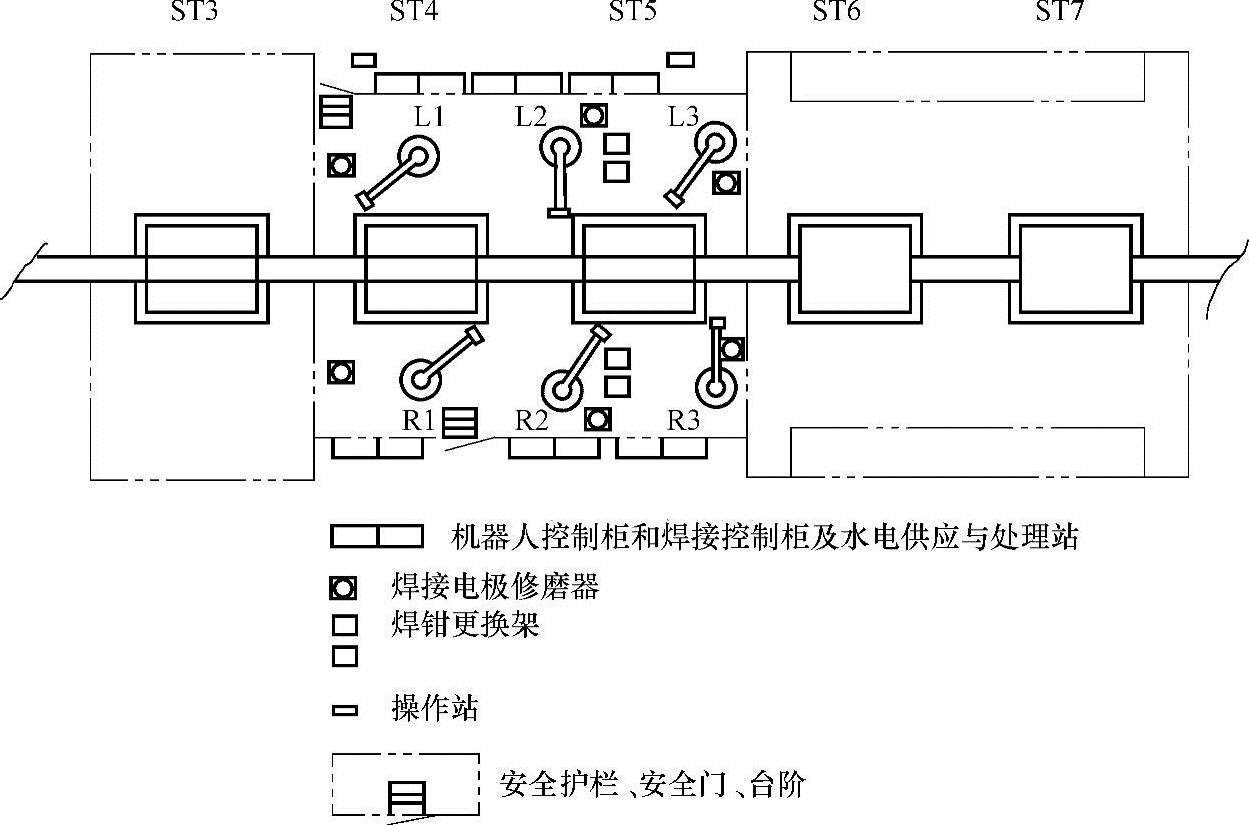
图5-10 工位ST4、ST5安装位置图
3.软件及PLC程序
1)上位机PLC程序框图如图5-11所示。
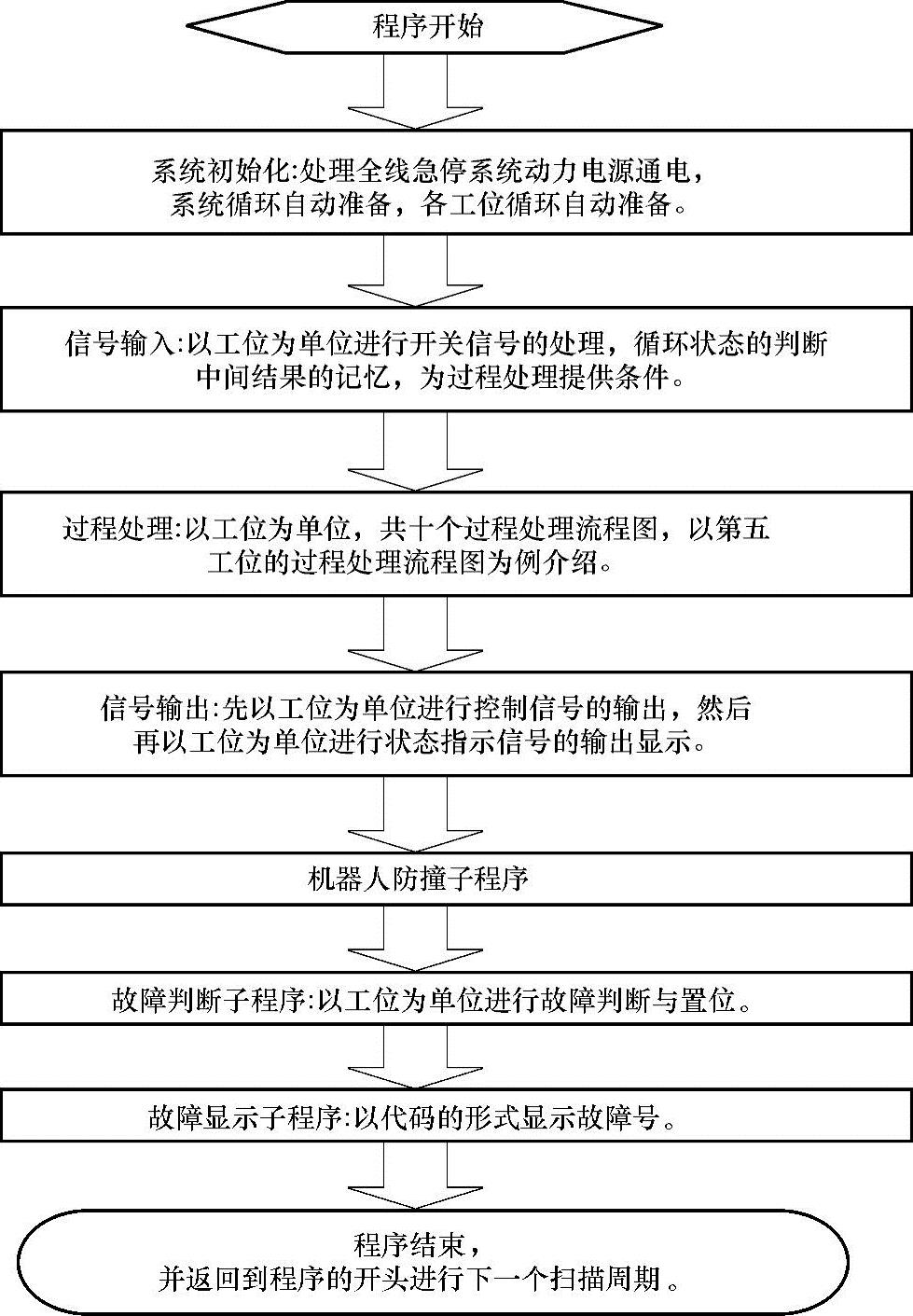
图5-11 上位机PLC程序框图
2)第五工位(ST5)机器人程序流程图如图5-12所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。