



1.示教前的准备
1)把动作模式设定为示教模式;
2)输入程序名。
①确认示教编程器上的模式旋钮对准“TEACH”,设定为示教模式。
②按下【伺服准备】键,伺服电源接通的灯光开始闪烁;如果不按下【伺服准备】键,即使按住安全开关,伺服电源也不会接通。
③在主菜单选择{程序},然后在菜单里选择{新建程序},如图3-38所示。
④显示新建程序画面后,按【选择】键选择程序,如图3-39所示。
⑤显示字符输入画面(见图3-40)后,输入程序名。
⑥现以“TEST”为程序名举例说明如下:把光标移到字母“T”上,按【选择】键,选中“T”,用同样的方法再选择“E”、“S”、“T”。也可以用手指直接在显示屏上单击“T”、“E”、“S”、“T”,输入程序名,如图3-41所示。

图3-38 在菜单里选择{新建程序}图示
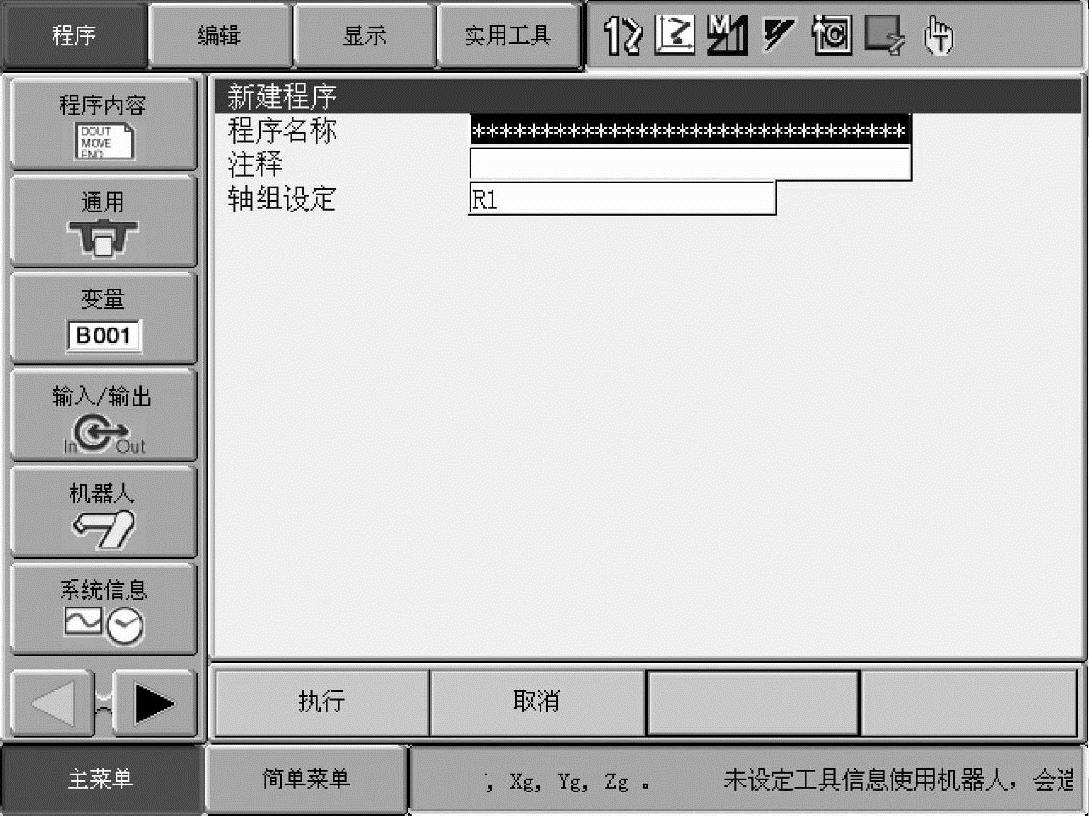
图3-39 在新建程序画面里建立程序
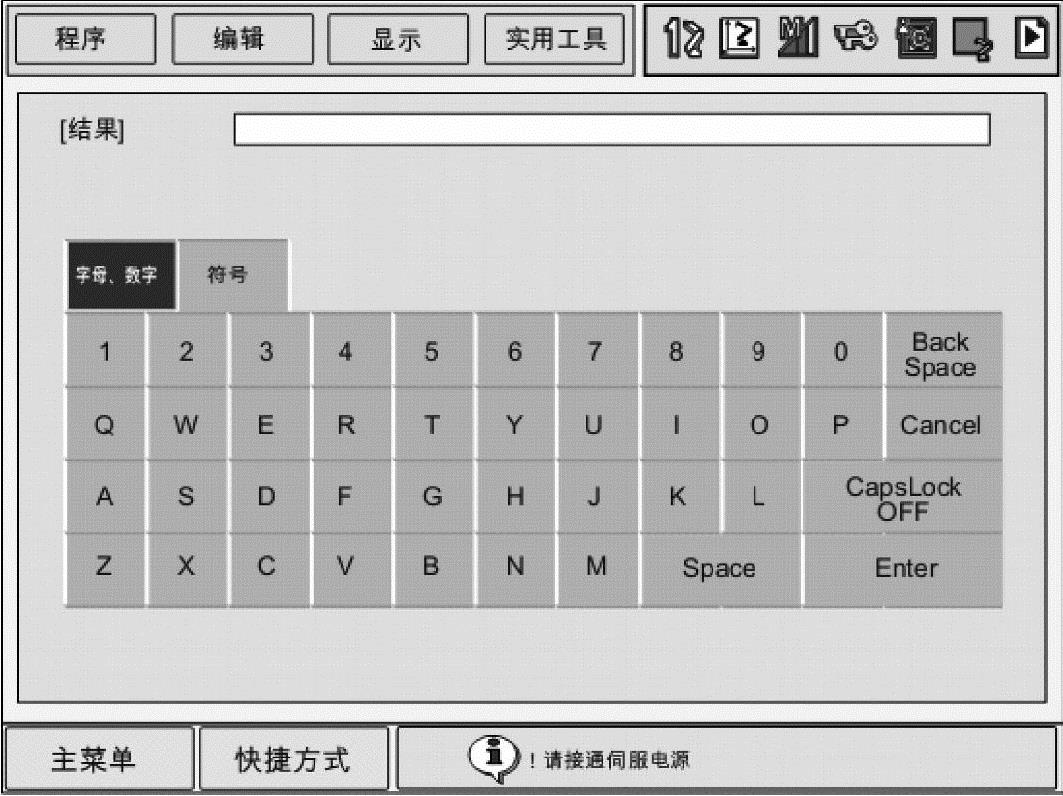
图3-40 显示字符输入画面
⑦按【回车】键进行登录,如图3-42所示。
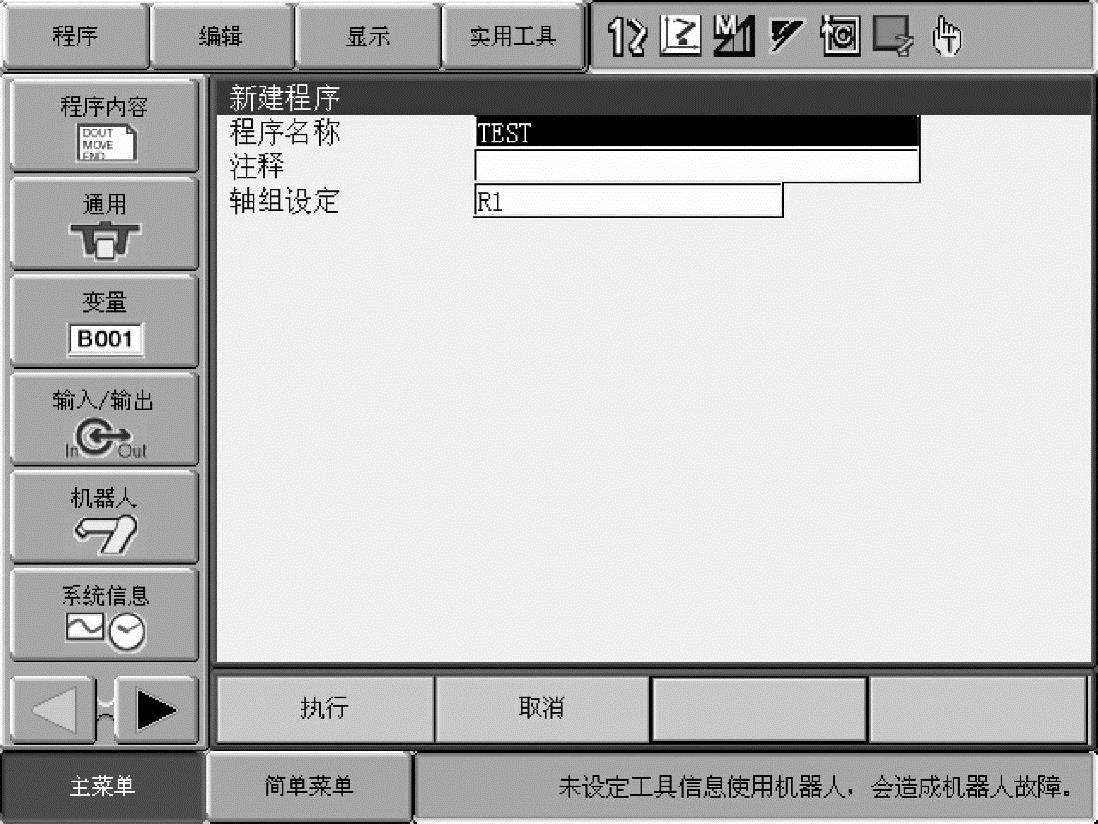
图3-41 输入程序名
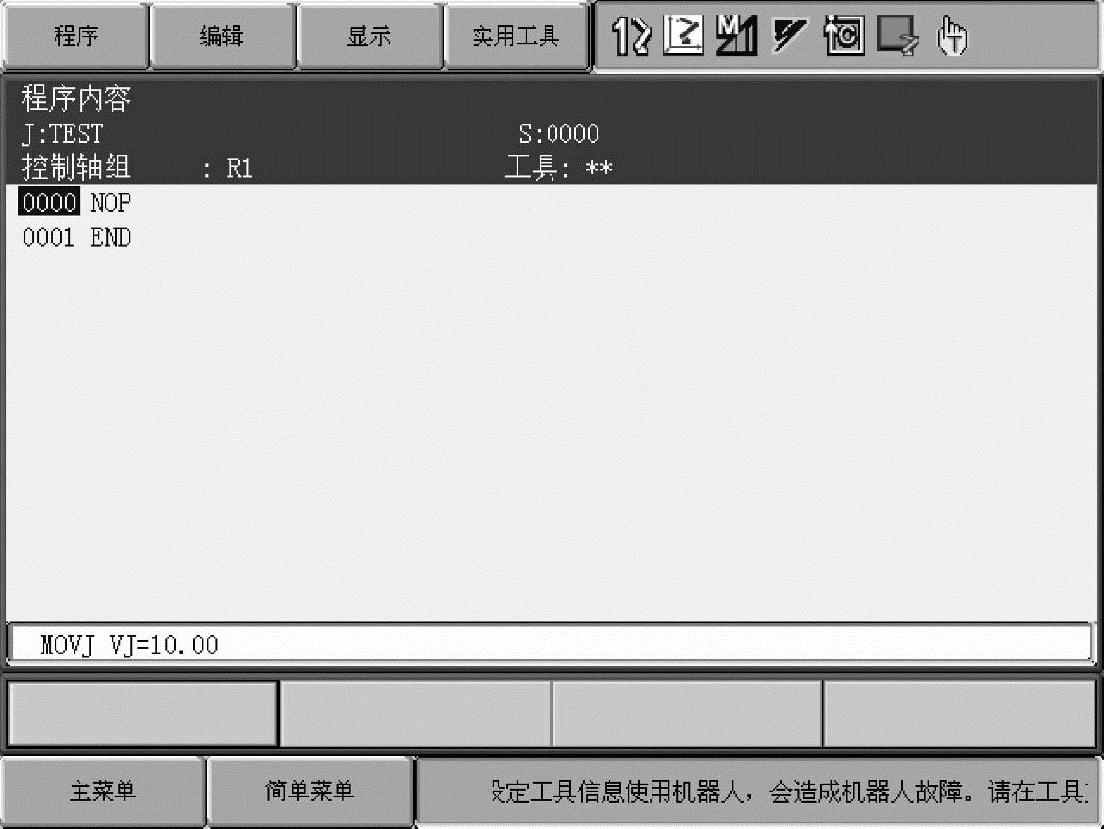
图3-42 登录进入该程序
⑧光标移动到“执行”上,按【选择】键,程序“TEST”被登录,画面上显示该程序,“NOP”和“END”命令自动生成,如图3-43所示。
参考提示:程序名称中可使用文字。
程序名称中可使用数字、英文大写、小写字母和符号。操作中,通过按【翻页】键进入不同的输入画面。程序名称最多可输入8个字符。
2.示教编程
为了使机器人能够进行再现,就必须把机器人运动命令编成程序。控制机器人运动的命令就是移动命令。在移动命令中,记录有移动到的位置、插补方式、再现速度等。
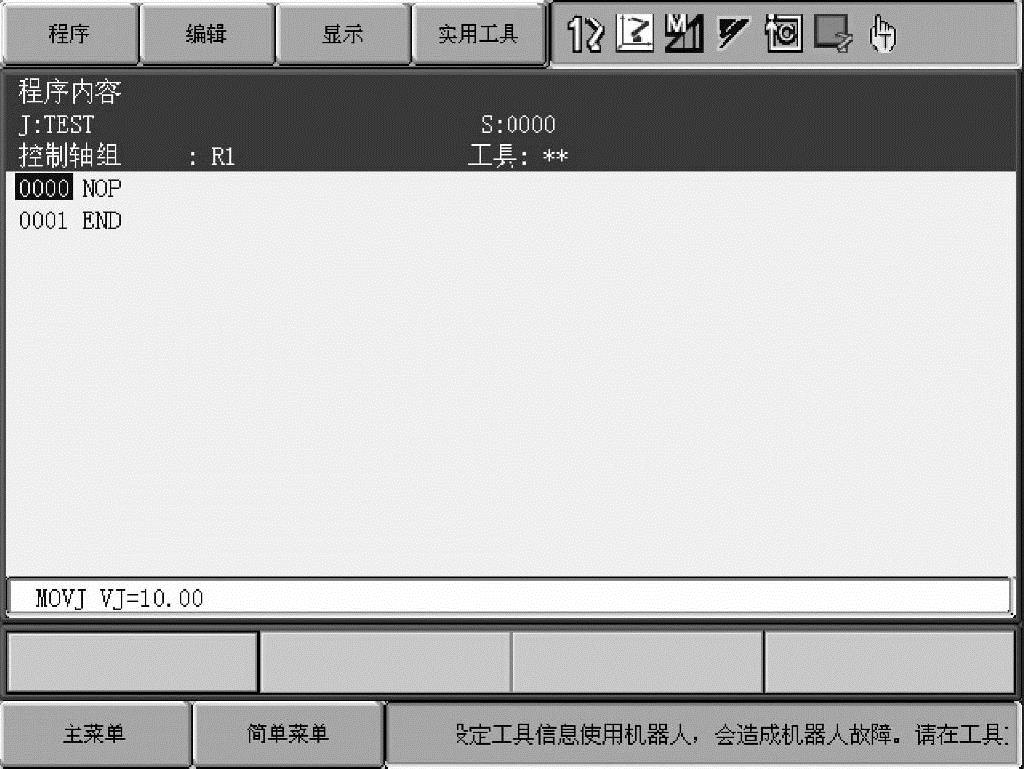
图3-43 “NOP”和“END”命令自动生成
因为NX100所使用的INFORMⅢ语言主要的移动命令都以“MOV”开头,所以也把移动命令叫做“MOV命令”。
例如:MOVJ VJ=50.00
MOVL V=1122 PL=1
示教的程序内容如图3-44所示。
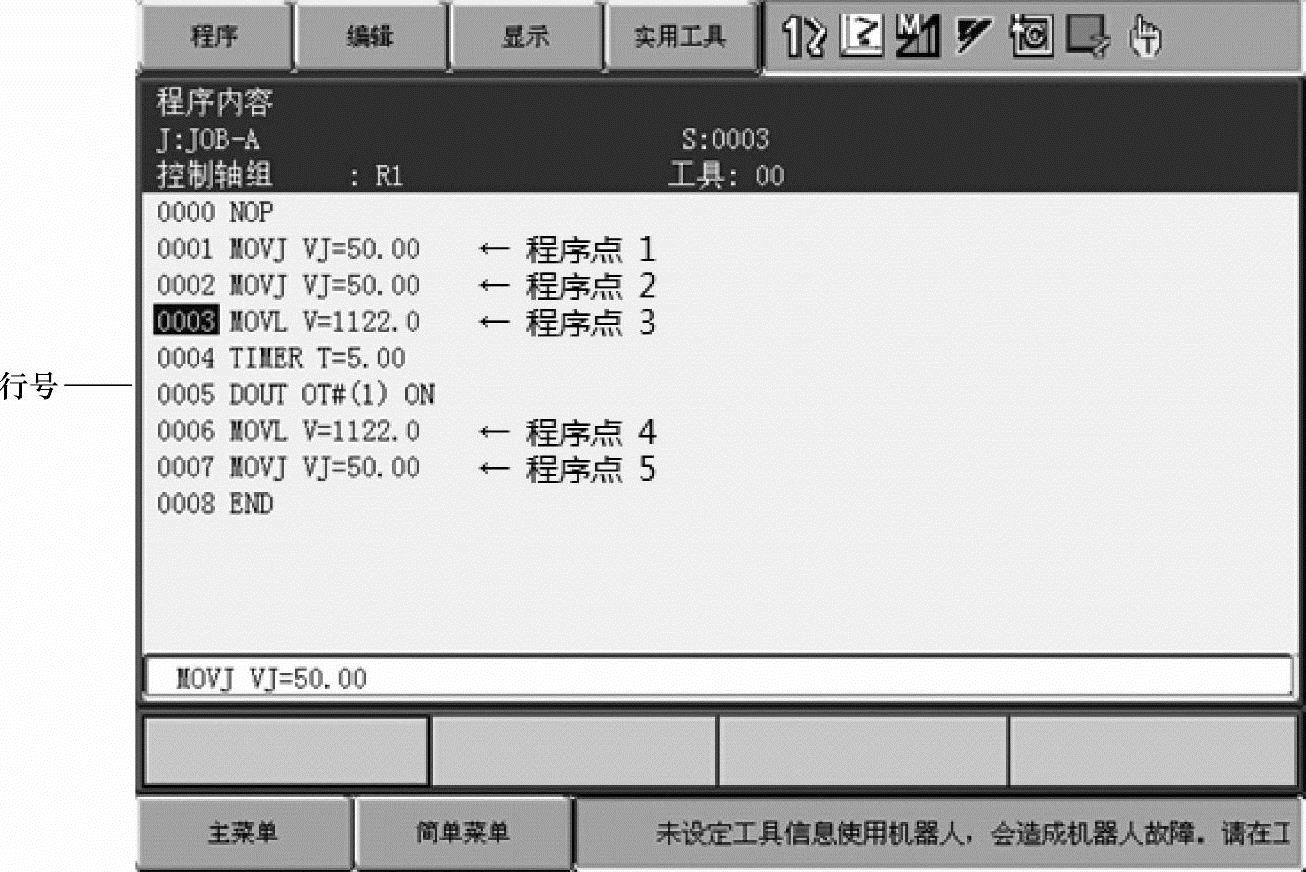
图3-44 示教的程序内容
说明:当再现图3-45所示的程序内容时,机器人按照程序点1的移动命令中输入的插补方式和再现速度移动到程序点1的位置。然后,在程序点1和2之间,按照程序点2的移动命令中输入的插补方式和再现速度移动。同样,在程序点2和3之间,按照程序点3的移动命令中输入的插补方式和再现速度移动。当机器人到达程序点3的位置后,依次执行TIMER命令和DOUT命令,然后移向程序点4的位置。

图3-45 插补方式和再现速度移动示意图
3.再现
(1)再现前的准备
提示:为了从程序头开始运行,请务必先进行以下操作。(https://www.xing528.com)
1)把光标移到程序开头。
2)用轴操作键将机器人移到程序点1,再现时,机器人从程序点1开始移动。
(2)再现步骤
提示:进行操作前,先确认机器人附近没有人再开始操作。
1)把示教编程器上的模式旋钮设定在“PLAY”上,成为再现模式。
2)按【伺服准备】键,接通伺服电源;
3)按【启动】键,机器人将示教过的程序运行一个循环后停止;
以C型焊钳焊接工件为例,编写程序的步骤,如图3-46所示。
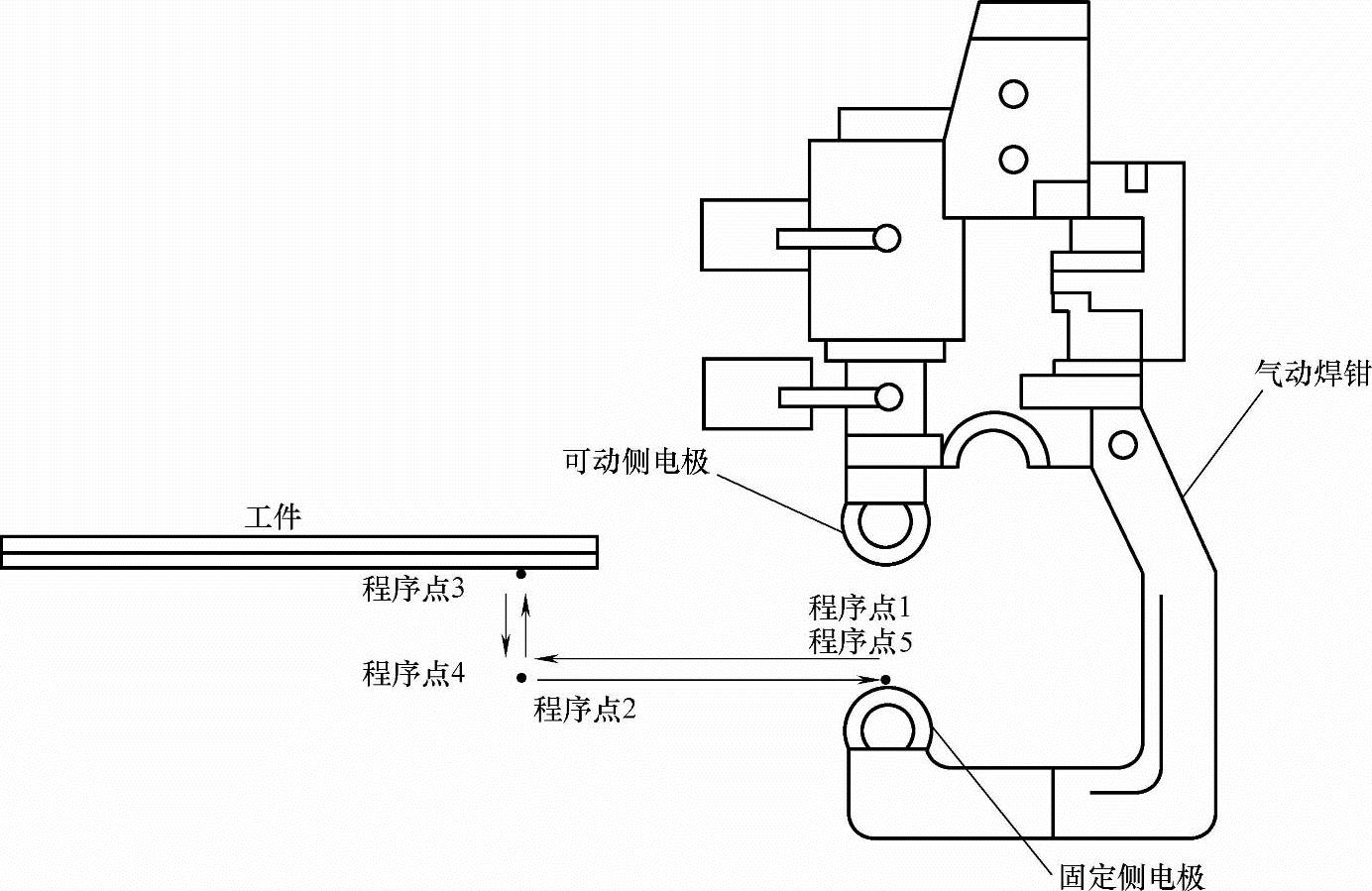
图3-46 焊钳的移动及焊接位置示意图
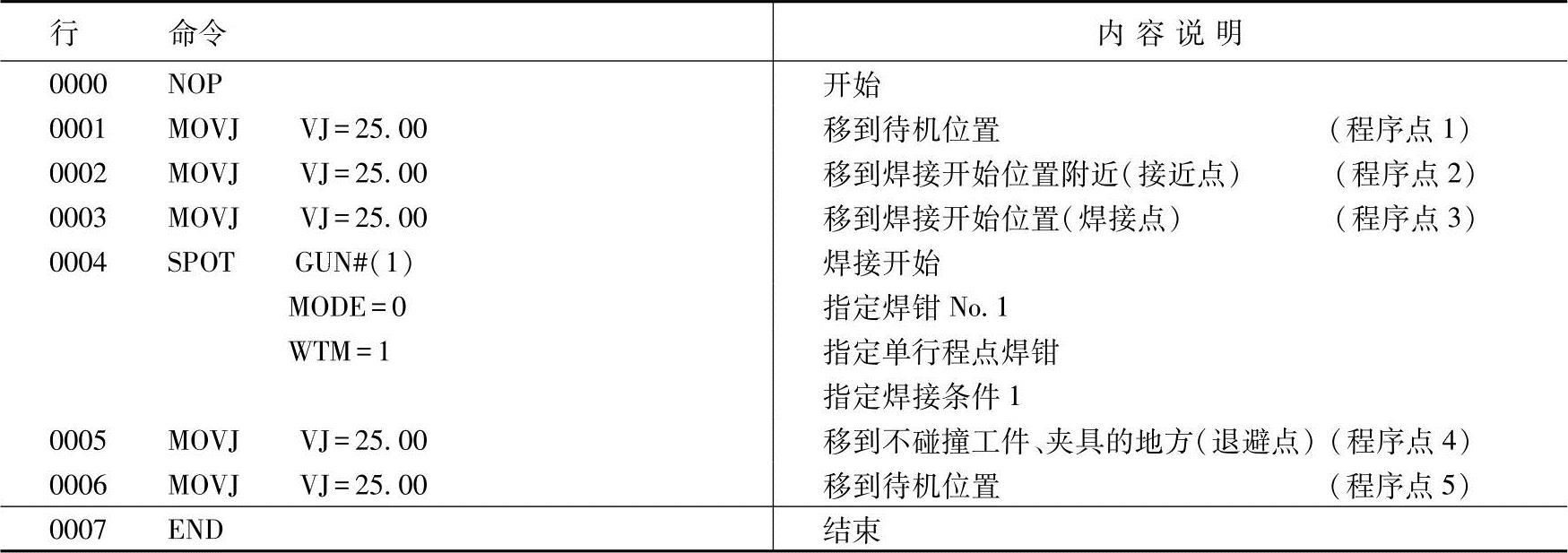
编写程序的步骤见表3-34。
表3-34编写程序的步骤
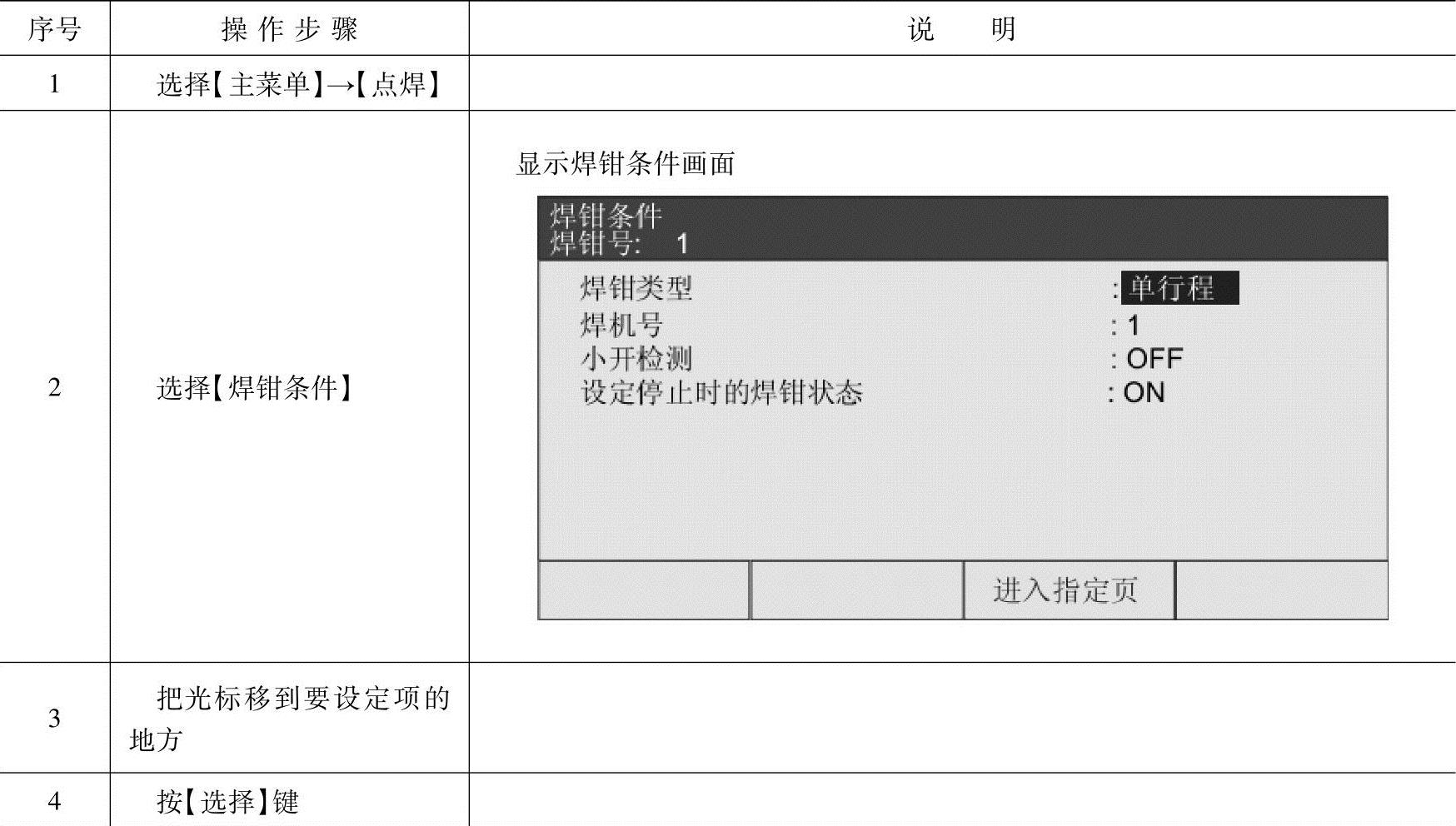
4.设定焊接条件
(1)设定焊钳条件文件 焊钳条件文件需设定以下内容:
1)焊钳号(初始值:1)。
2)焊钳类型(初始值:单行程)。
3)焊机号(初始值:1)。
4)小开检测(初始值:关)。
5)设定停止时的焊钳状态(初始值:开)。
(2)参数设定
1)AxP003:最大焊机连接数。初始值设定为4,开始时这个值被自动设定,不需要修改。
2)AxP004:焊钳大开行程的ON/OFF信号。指定行程切换信号输出ON或OFF,使焊钳处于大开状态。位指定可以指定为I/O(1:ON,0:OFF),初始值设定为“0”,如图3-47所示。

图3-47 焊钳大开行程的ON/OFF信号的设定
3)AxP005:行程改变应答时间极限。使用X双行程机械止动型焊钳时,进行行程切换,由此参数设定从行程切换顺序开始到加压命令结束为止的时间。设定范围0.0~9.9s,初始值设定为“0”,此时,对文件中设定的“止动型行程改变时间”输出改变信号后,焊钳加压命令转换成OFF。
4)AxP006:焊接条件奇偶指定。在连接着焊钳的点焊机上,焊接条件信号中附加了奇偶校验信号时,用此参数指定奇数奇偶性或偶数奇偶性。对4台点焊机进行位指定(0:奇数1:偶数),初始值设定为“0”,如图3-48所示。
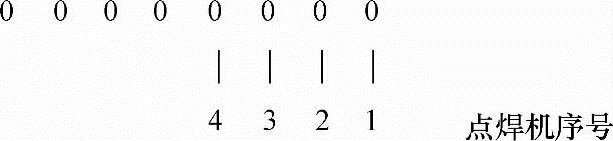
图3-48 焊接条件奇偶的指定设定
5)AxP007:省略预期时间。在执行GUNL或SPOT命令时,上一行的移动命令中附有NWAT命令,而GUNCL或SPOT命令后未指定ATT时,由此参数指定预期时间。初始值为“0”s时,如通常情况一样,机器人移动到示教位置的同时,开始执行各命令。
6)AxP015:焊接异常复位输出时间。当接收到报警复位信号时,设定对点焊机的异常复位信号的输出时间。设置值为“0”时,即使收到外部来的报警复位信号,也不对点焊机输出异常复位信号。
7)AxP016、AxP017:电极磨耗量警报值。此参数用于设定检测磨耗时的电极磨耗量警报值(AxP016:可动侧;AxP017:固定侧)。如果设定的内容和用户系统不同,需改变文件内容,见表3-35。
表3-35设定焊钳条件的操作步骤
(3)在焊机上设定焊接条件 点焊时的焊接电流和焊接时间必须在焊机上设定。用行0004的SPOT命令指定设定的焊接条件的编号(例如:WTM=1)、焊接电流和焊接时间。在焊机上设定焊接条件的操作,见表3-36。
表3-36设定焊接条件的操作步骤

注:1周期=16.7ms。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。