



焊接系统主要由焊接控制器(时控器)、焊钳(含阻焊变压器)及水、电、气等辅助部分组成,系统构成及原理如图2-19所示。
1.焊钳
从阻焊变压器与焊钳的结构关系上可将焊钳分为分离式、内藏式和一体式三种形式。
(1)分离式焊钳 该焊钳的特点是阻焊变压器与钳体相分离,钳体安装在机器人手臂上,而焊接变压器悬挂在机器人的上方,可在轨道上沿着机器人手腕移动的方向移动,二者之间用二次电缆相连,其优点是减小了机器人的负载,运动速度高,价格便宜,如图2-20所示。

图2-19 典型点焊机器人焊接系统构成及原理

图2-20 分离式焊钳点焊机器人
分离式焊钳的主要缺点是需要大容量的焊接变压器,电力损耗较大,能源利用率较低。此外,粗大的二次电缆在焊钳上引起的拉伸力和扭转力作用于机器人的手臂上,限制了点焊工作区间与焊接位置的选择。分离式焊钳可采用普通的悬挂式焊钳及阻焊变压器。
但二次电缆需要特殊的制造,一般将两条导线做在一起,中间用绝缘层分开,每条导线还要做成空心的,以便通水冷却。此外,电缆还要有一定的柔性。

图2-21 内藏式焊钳点焊机器人
(2)内藏式焊钳 这种结构是将阻焊变压器安放到机器人手臂内,使其尽可能地接近钳体,变压器的二次电缆可以在内部移动,当采用这种形式的焊钳时,必须同机器人本体统一设计。另外,极坐标或球面坐标的点焊机器人也可以采取这种结构。其优点是二次电缆较短,变压器的容量可以减小,但是使机器人本体的设计变得复杂。内藏式焊钳点焊机器人如图2-21所示。
(3)一体式焊钳 所谓一体式就是将阻焊变压器和钳体安装在一起,然后共同固定在机器人手臂末端的法兰盘上。
其主要优点是省掉了粗大的二次电缆及悬挂变压器的工作架,直接将焊接变压器的输出端连接到焊钳的上下机臂上,另一个优点是节省能量。例如,输出电流12000A,分离式焊钳需75kV·A的变压器,而一体式焊钳只需25kV·A。一体式焊钳的缺点是焊钳重量显著增大,体积也变大,要求机器人本体的承载能力大于60kg。此外,焊钳重量在机器人活动手腕上产生的惯性力易引起过载,这就要求在设计时,尽量减小焊钳重心与机器人手臂轴线间的距离。阻焊变压器的设计是一体式焊钳的主要问题,由于变压器被限制在焊钳的小空间里,外形尺寸及重量都必须比一般的小,二次线圈还要通水冷却。目前,采用真空环氧浇注工艺制造出的小型集成阻焊变压器,例如:30kV·A的变压器,体积为325×135×125mm3,重量只有18kg。一体式焊钳点焊机器人如图2-22所示。
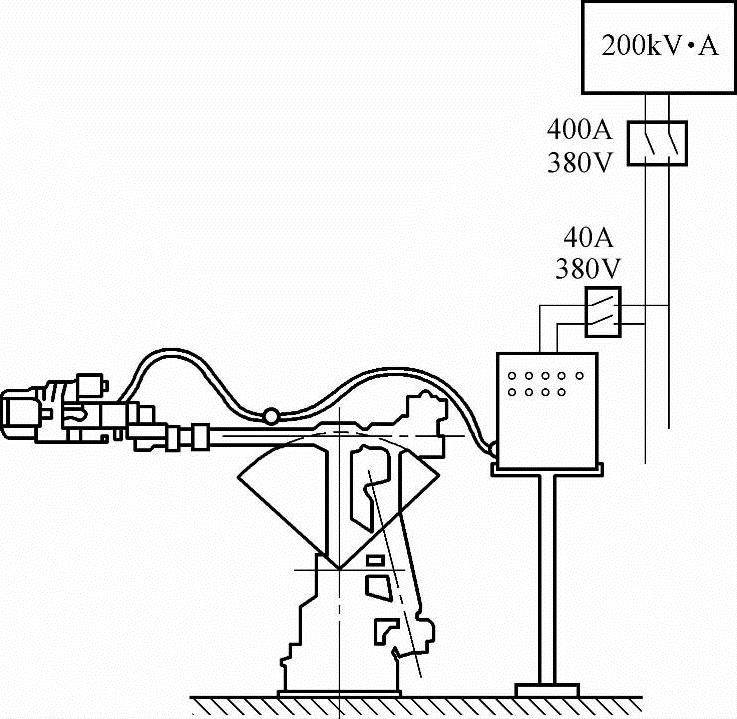
图2-22 一体式焊钳点焊机器人
2.焊接控制器
焊接(点焊)控制器的工作原理是:检测输入到被焊工件的二次电流、二次电压,以及获得到的相应于工件金属熔化状态的阻抗变化值,再反馈回机器人控制器中进行演算,输出最适焊接电流,并对每点的焊接电流进行记忆储存,为了下一点的焊接参数设定提供参考。这种电阻焊控制器可以通过控制焊接过程中的飞溅产生,保证焊点质量的同时,它还可以对电极的前端尺寸进行自动管理。(https://www.xing528.com)
控制器根据预定的焊接监控程序,完成点焊时的焊接参数输入、点焊程序控制、焊接电流控制及焊接系统故障自诊断,并实现与本体计算机及手控示教盒的通信联系。常用的点焊控制器主要有以下3种结构形式。
(1)中央结构型 它将焊接控制部分作为一个模块与机器人大体控制部分共同安排在一个控制柜内,由主计算机统一管理并为焊接模块提供数据,焊接过程控制由焊接模块完成。这种结构的优点是设备集成度高,便于统一管理。
(2)分散结构型 分散结构型是焊接控制器与机器人本体控制柜分开,二者采用应答式通信联系,主计算机给出焊接信号后,其焊接过程由焊接控制器自行控制,焊接结束后给主机发出结束信号,以便主机控制机器人移位。这种结构的优点是调试灵活,焊接系统可单独使用,但需要一定距离的通信,集成度不如中央结构型高。分散结构型焊接循环如图2-23所示。
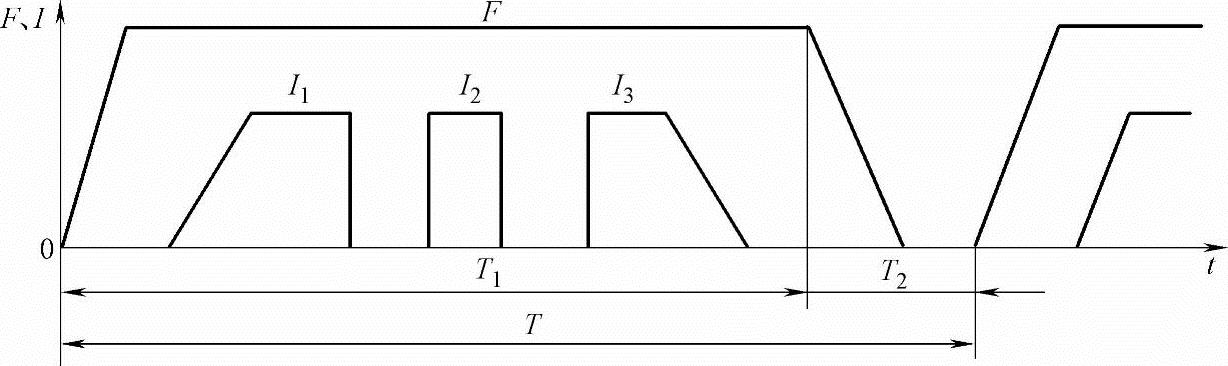
图2-23 分散结构型焊接循环
注:T1为焊接控制器控制;T2为机器人主控计算机控制;
T为焊接周期;F为电极压力;I为焊接电流。
焊接控制器与本体及示教器的联系信号主要控制焊钳大小行程、焊接电流增/减、焊接时间增减、焊接开始及结束、焊接系统故障诊断等。
(3)群控系统 群控系统是将多台点焊接机器人(或普通焊机)与群控计算机相连,以便对同时通电的数台设备进行控制,实现部分焊接机器人的焊接电流分时交错,限制电网瞬时负载,稳定电网电压保证焊点质量。群控系统可以使车间供电变压器容量大大下降。此外,当某台机器人(或点焊机)出现故障时,群控系统启动备用的点焊机器人或对剩余的机器人重新分配工作,以保证焊接生产的正常进行。为了适应群控的需要,点焊机器人焊接系统都应增加“焊接请求”及“焊接允许”信号,并与群控计算机相连。
3.点焊机器人对焊接系统的要求
1)应采用具有浮动加压装置的专用焊钳,也可对普通焊钳进行改装。焊钳重量要轻,可具有长、短两种行程,以便于快速焊接及修整、更换电极,跨越障碍等。
2)一体式焊钳的重心应设计在固定法兰盘的轴线上。
3)焊接控制系统应能对阻焊变压器过热、晶闸管过热会使晶闸管短路或断路、气网失电压、电网电压超限、粘电极等故障进行自诊断及自保护,除通知本体停机外,还应显示故障种类。
4)分散结构型控制系统应具有通信联系接口,能识别机器人本体及示教盒的各种信号并做出相应的反应。
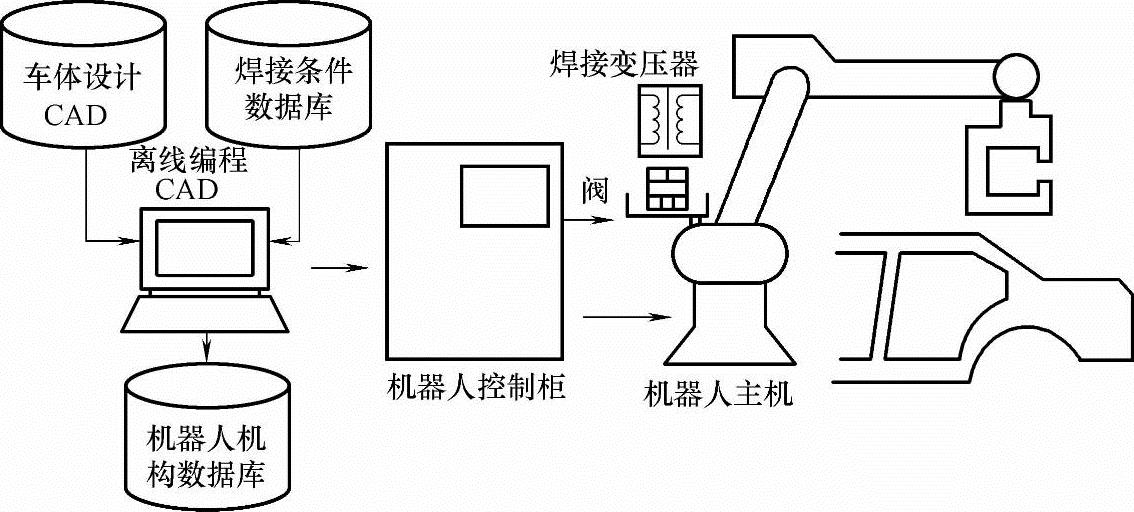
图2-24 含CAD及焊接数据库系统的点焊机器人离线示教系统基本构成
4.含CAD系统的点焊机器人系统
如果将点焊机器人与CAD系统建立起通信功能,则可以进行离线示教。含有CAD及焊接数据库系统的点焊机器人离线示教系统基本构成,如图2-24所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。