



1.C型气动焊钳的技术参数
1)C型气动焊钳结构示意图如图2-10所示。
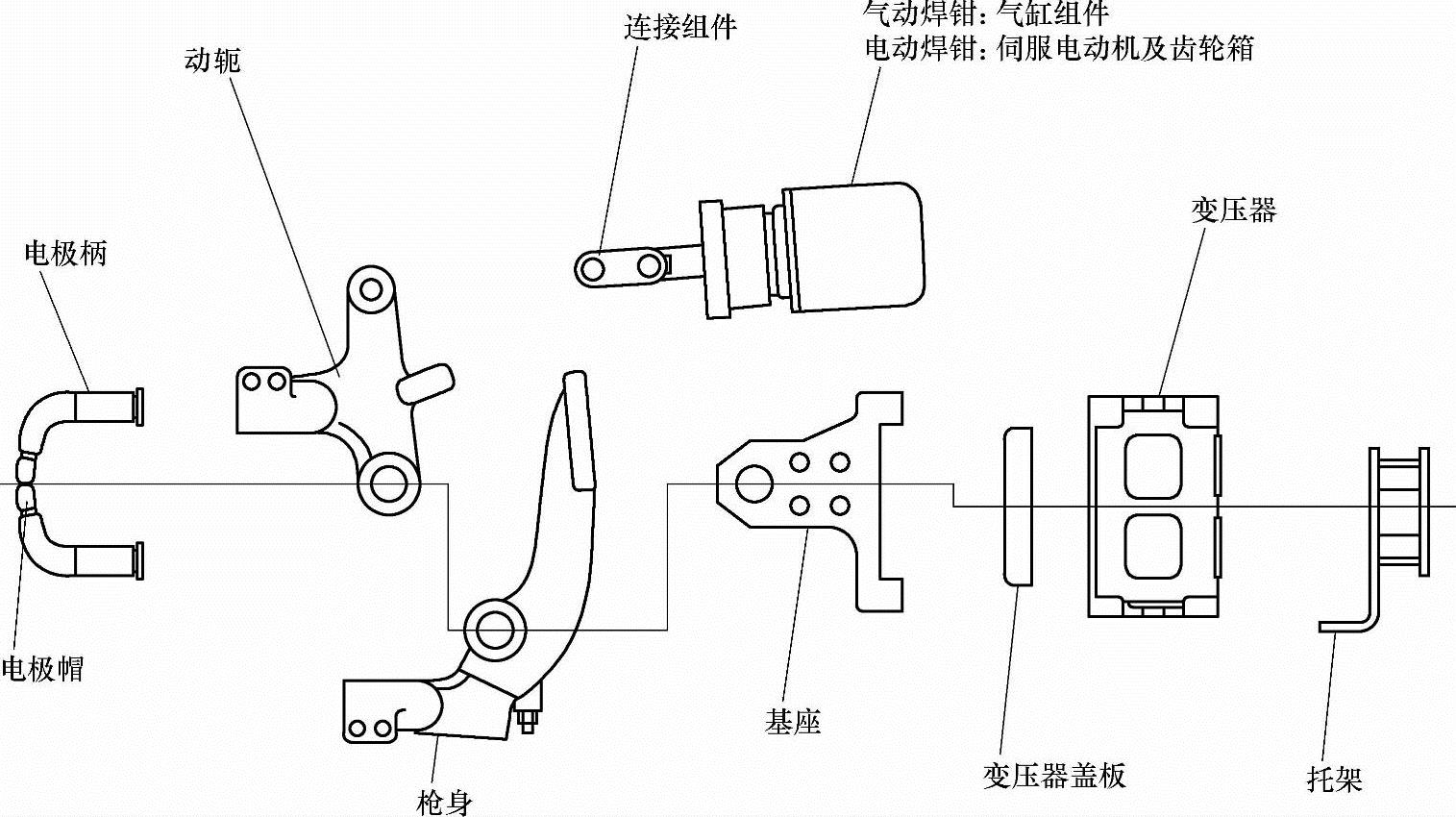
图2-9 X型焊钳结构及部件名称
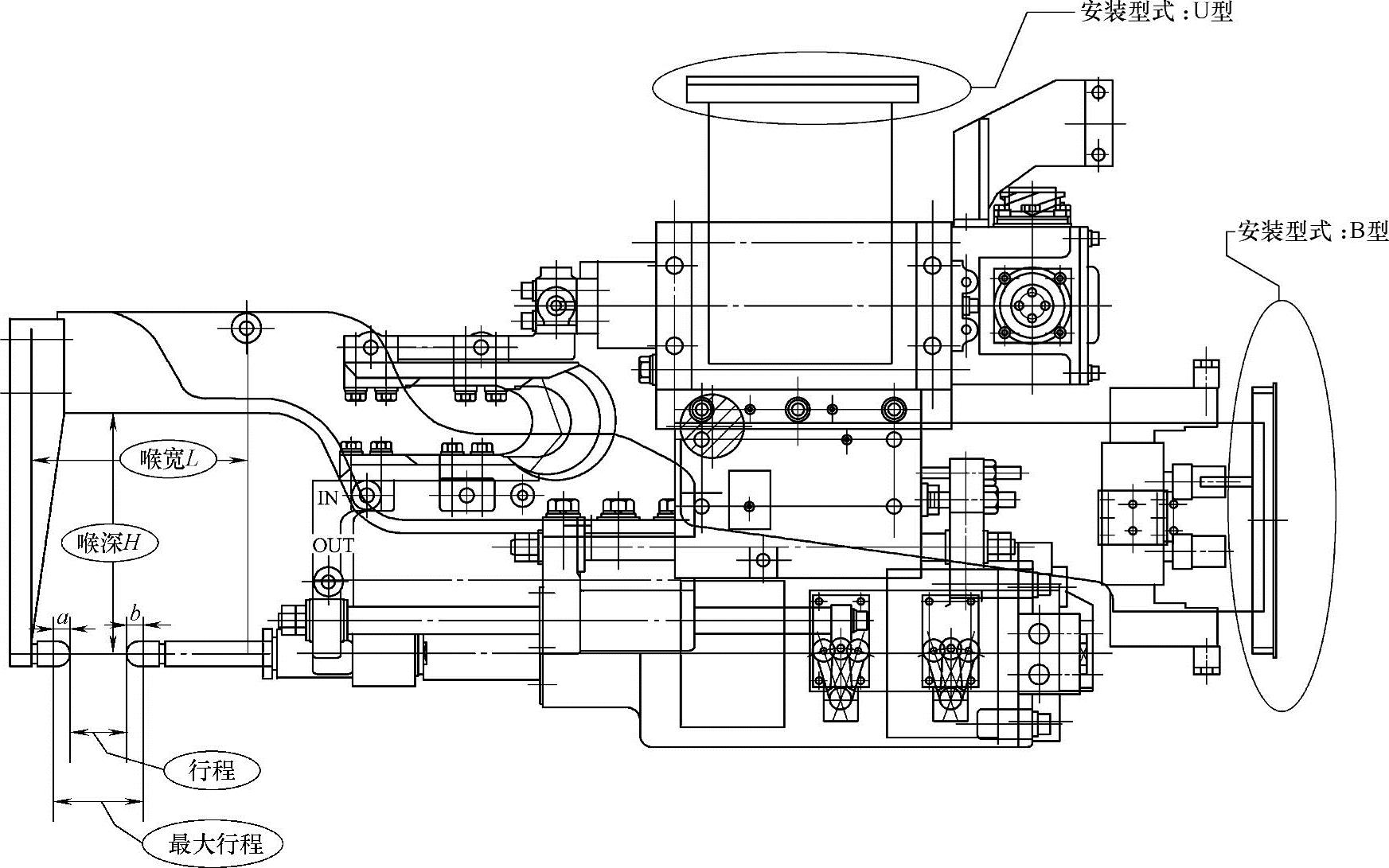
图2-10 C型气动焊钳结构示意图
注:a、b是由于电极而造成的行程需求量,最大行程除a+b外,还包括电极柄挠曲而造成的需求增加。
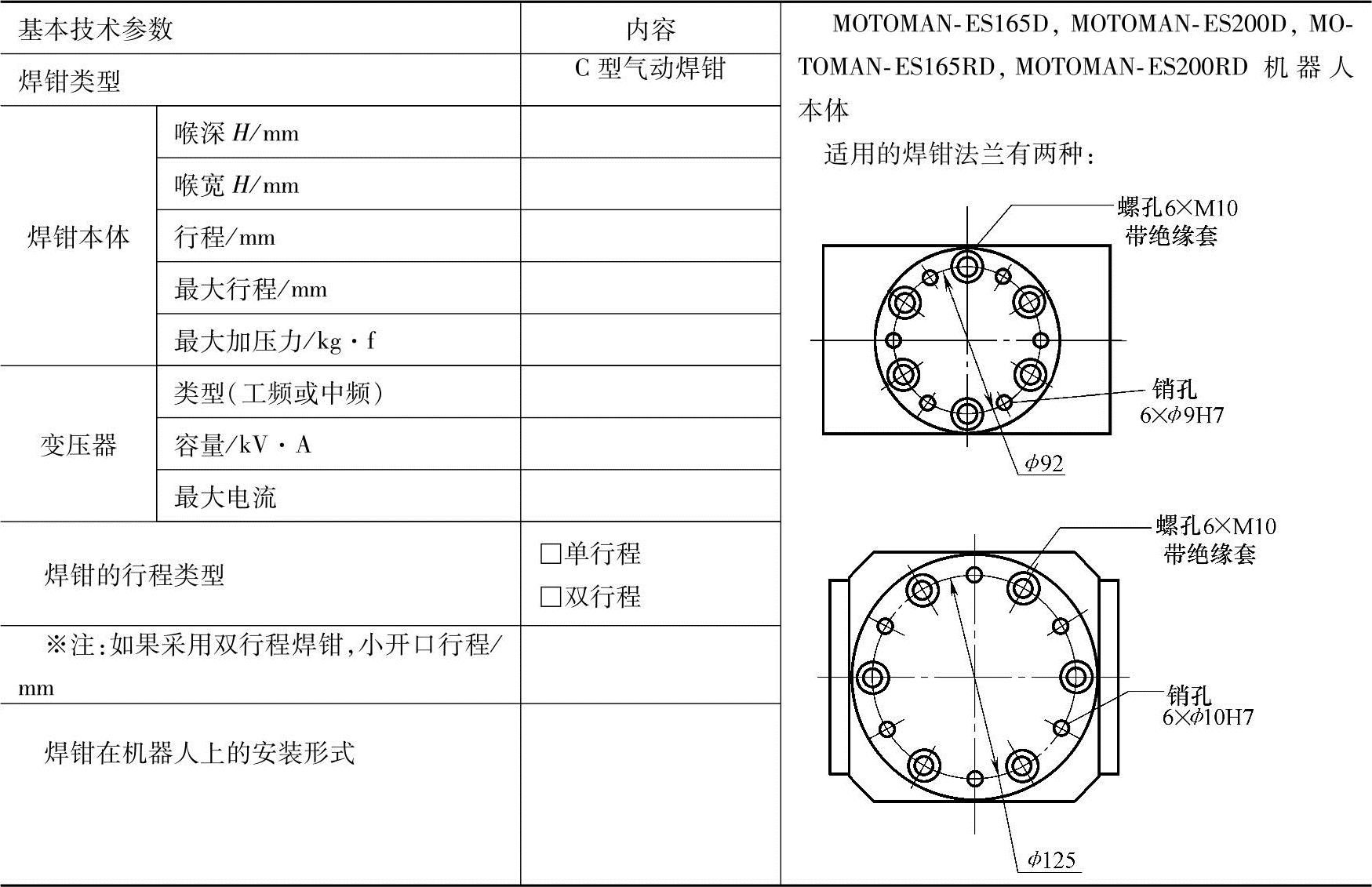
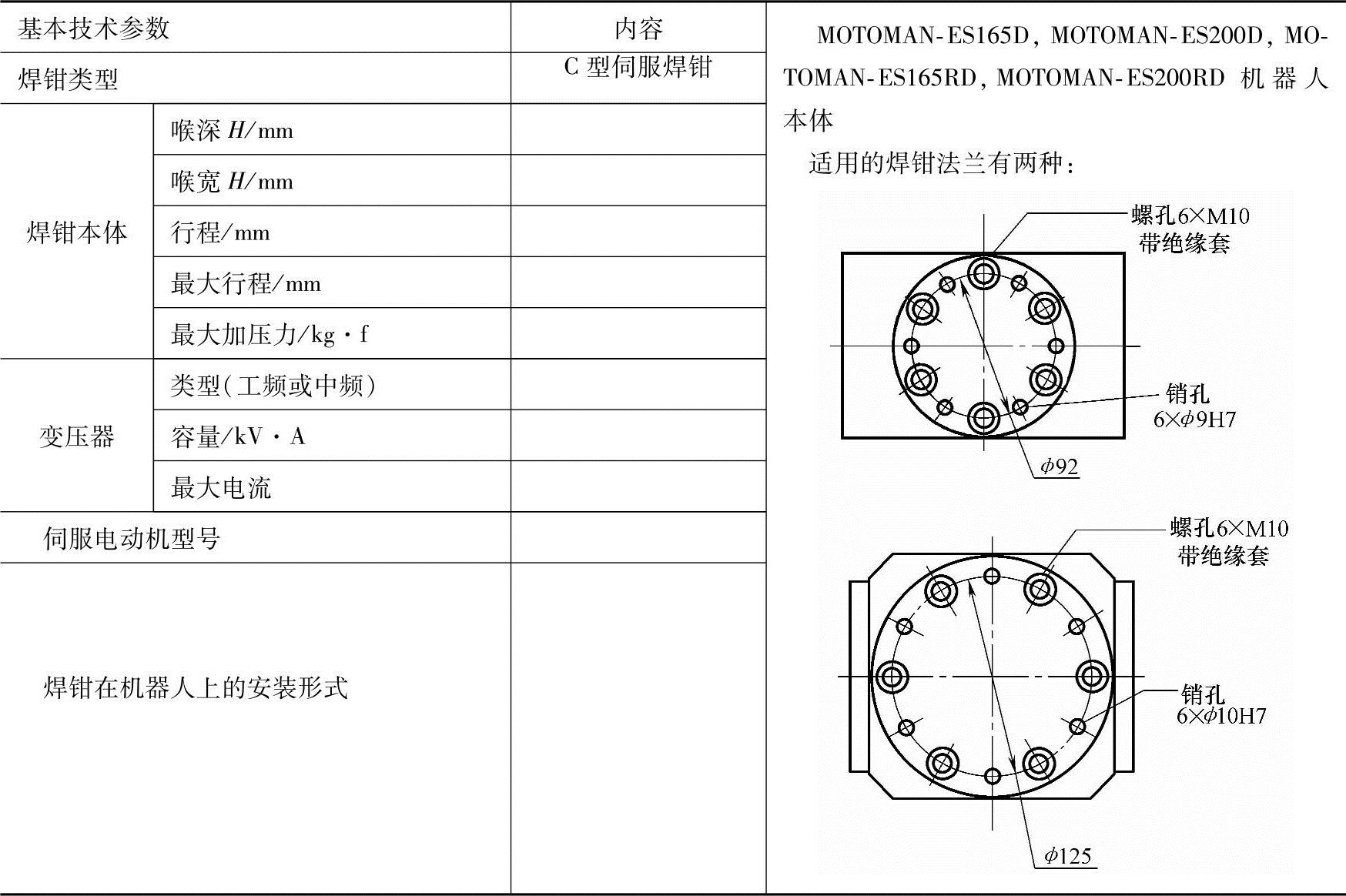
2)C型气动焊钳选型参数见表2-3。
表2-3 C型气动焊钳选型参数
2.C型电动焊钳的技术参数
1)C型电动焊钳结构示意图如图2-11所示。
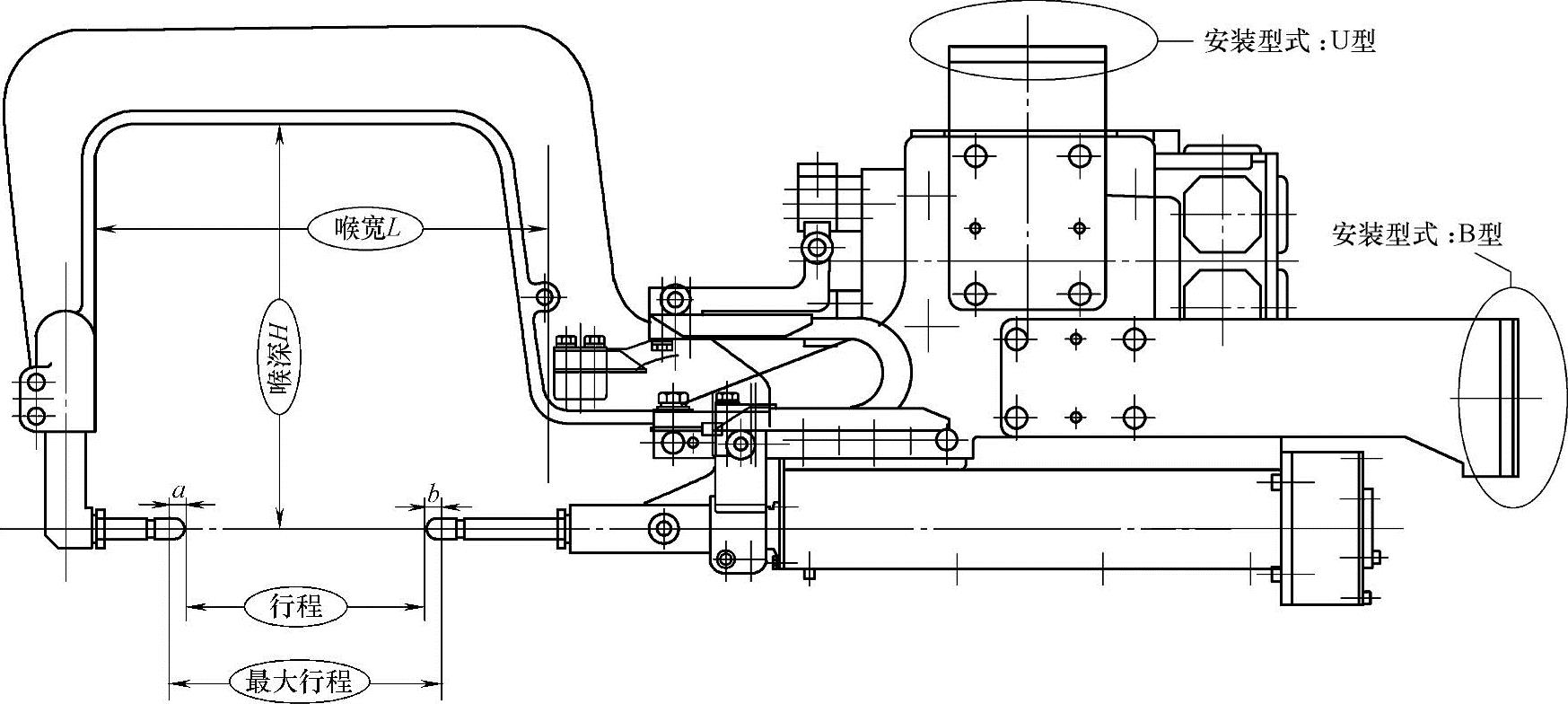
图2-11 C型电动焊钳结构示意图
注:a、b是由于电极而造成的行程需求量,最大行程除a+b外,还包括电极柄挠曲而造成的需求增加。
2)C型电动焊钳选型参数见表2-4。
表2-4 C型电动焊钳选型参数
3.X型气动焊钳的技术参数
1)X型气动焊钳结构示意图如图2-12所示。
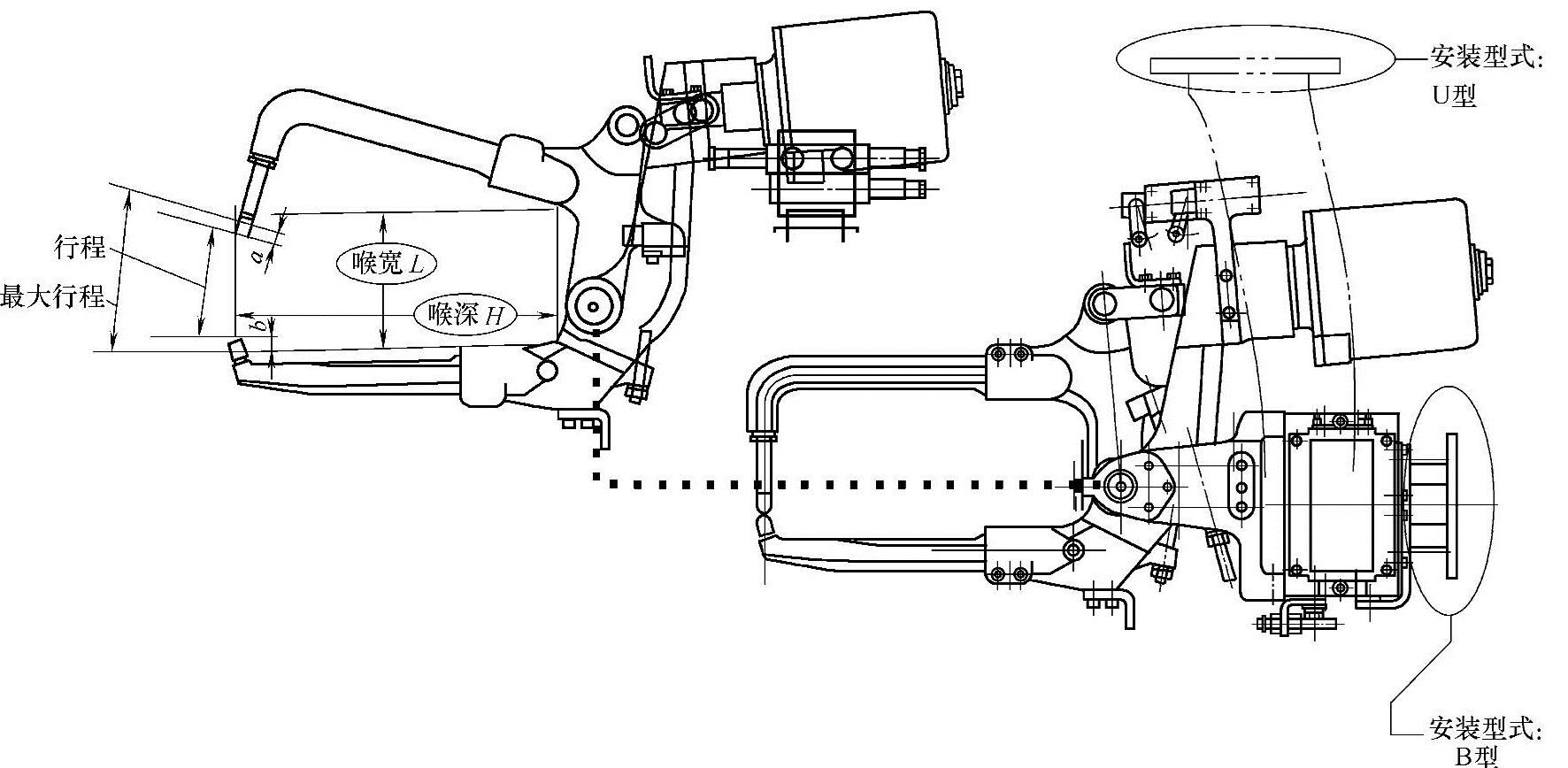
图2-12 X型气动焊钳结构示意图
注:a、b是由于电极而造成的行程需求量,最大行程除a+b外,还包括电极柄挠曲而造成的需求增加。
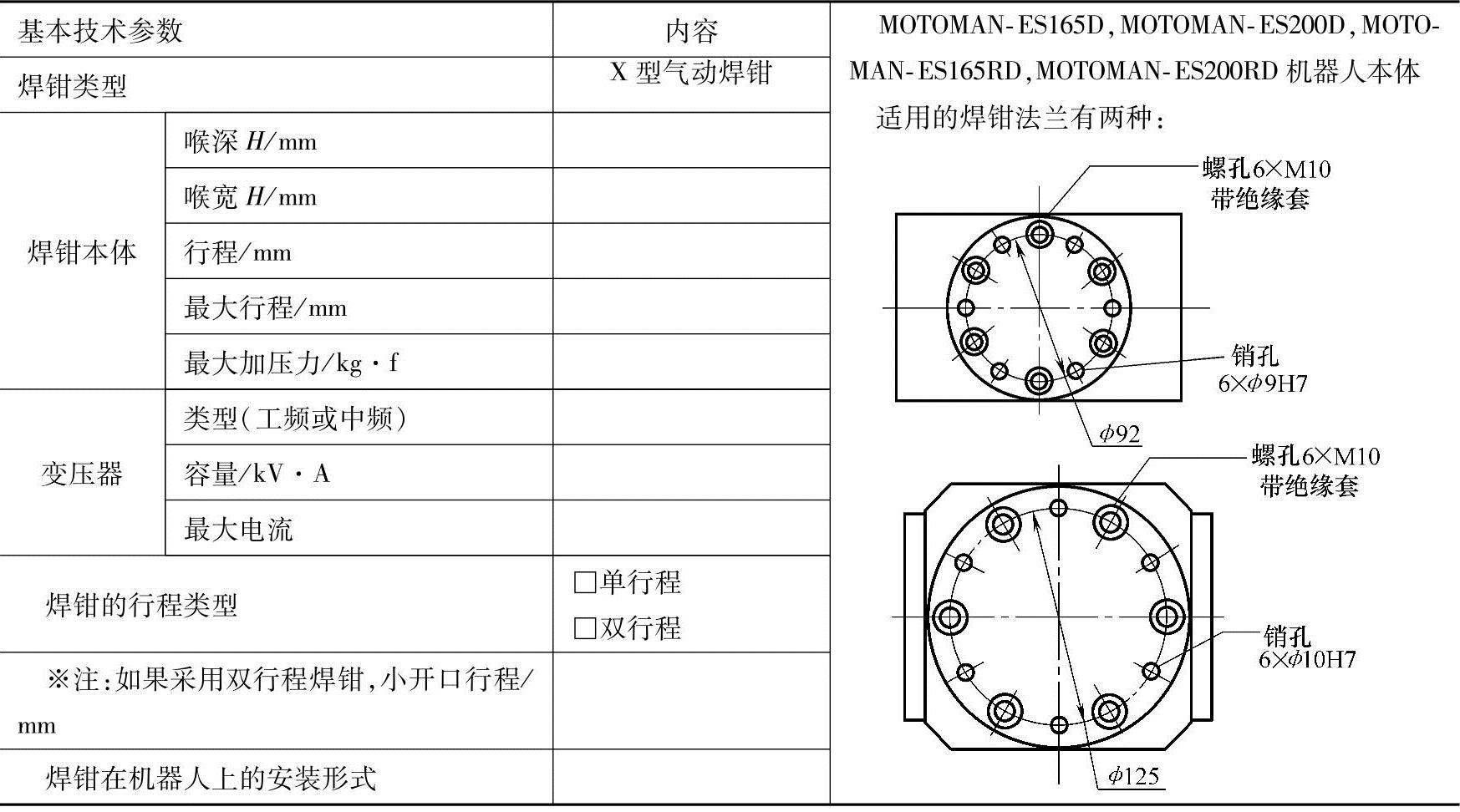
2)X型气动焊钳选型参数见表2-5。
表2-5 X型气动焊钳选型参数
 (https://www.xing528.com)
(https://www.xing528.com)
4.X型电动焊钳的技术参数
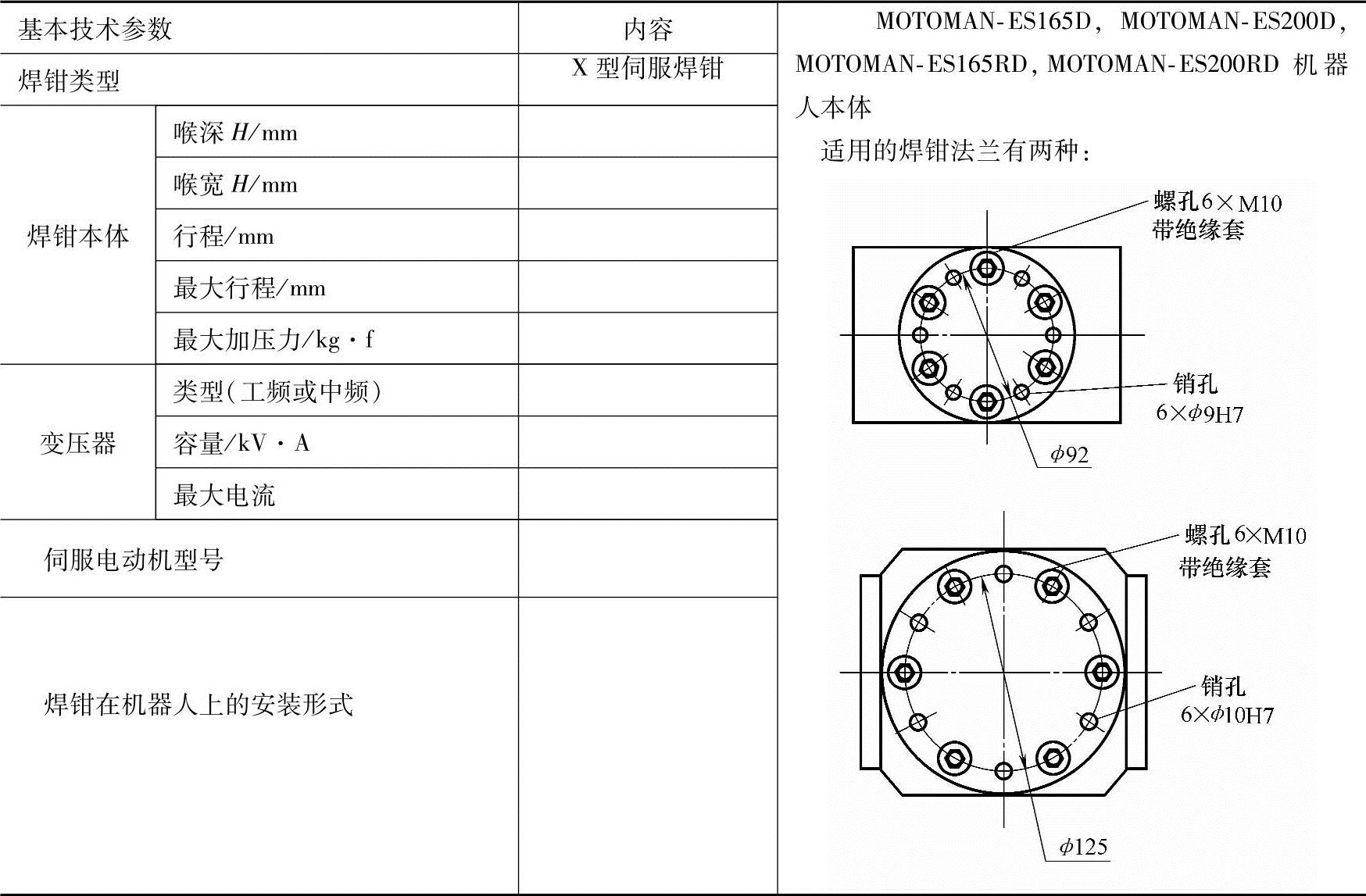
1)X型电动焊钳结构示意图如图2-13所示。
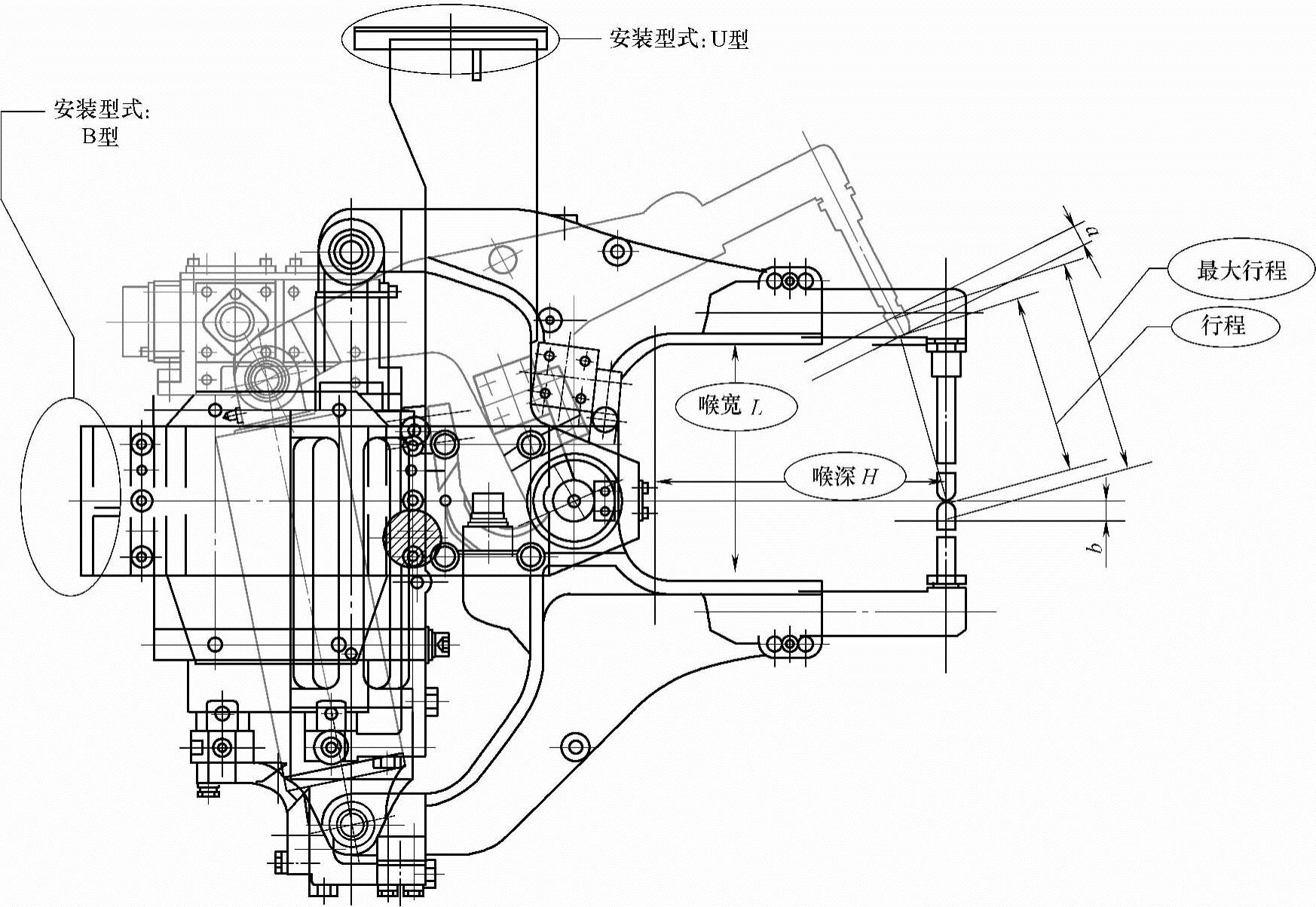
图2-13 X型电动焊钳结构示意图
注:a、b是由于电极而造成的行程需求量,最大行程除a+b外,还包括电极柄挠曲而造成的需求增加。
2)X型电动焊钳选型参数见表2-6。
表2-6 X型电动焊钳选型参数
在上述点焊钳中,X型气动焊钳和C型气动焊钳实物图如图2-14所示。
5.点焊钳的选型
无论是手工悬挂点焊钳还是机器人点焊钳,在订货式样上都有其特别的要求,它必须与点焊工件所要求的焊接规范相适应,其基本原则是:
1)根据工件和材质板厚,确定焊钳电极的最大短路电流和最大加压力。
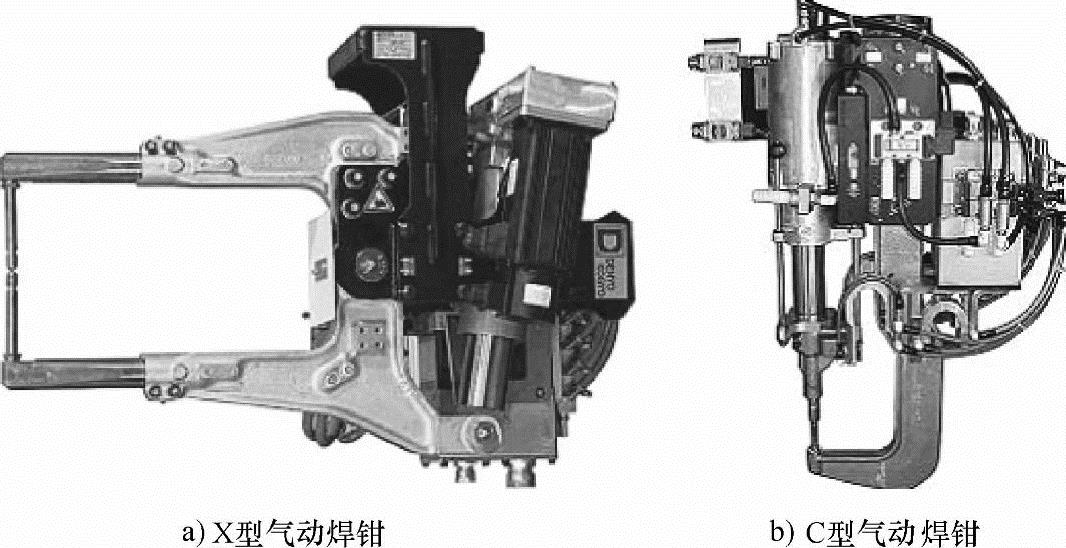
图2-14 X型气动焊钳和C型气动焊钳实物图
2)根据工件的形状和焊点在工件上的位置,确定焊钳钳体的喉深、喉宽、电极握杆、最大行程、工作行程等。
3)根据工件上所有焊点的位置分布情况,确定选择焊钳的类型。通常有四种焊钳比较普遍,即C型单行程焊钳、C型双行程焊钳、X型单行程焊钳和X型双行程焊钳。
在满足以上条件的情况下,尽可能地减小焊钳的质量。对悬挂点焊来说,可以减轻操作人员的劳动强度;对机器人点焊而言,可以选择低负载的机器人,并可提高生产效率。根据工件的位置尺寸和焊接位置,选择大开焊钳和小开焊钳,如图2-15所示。
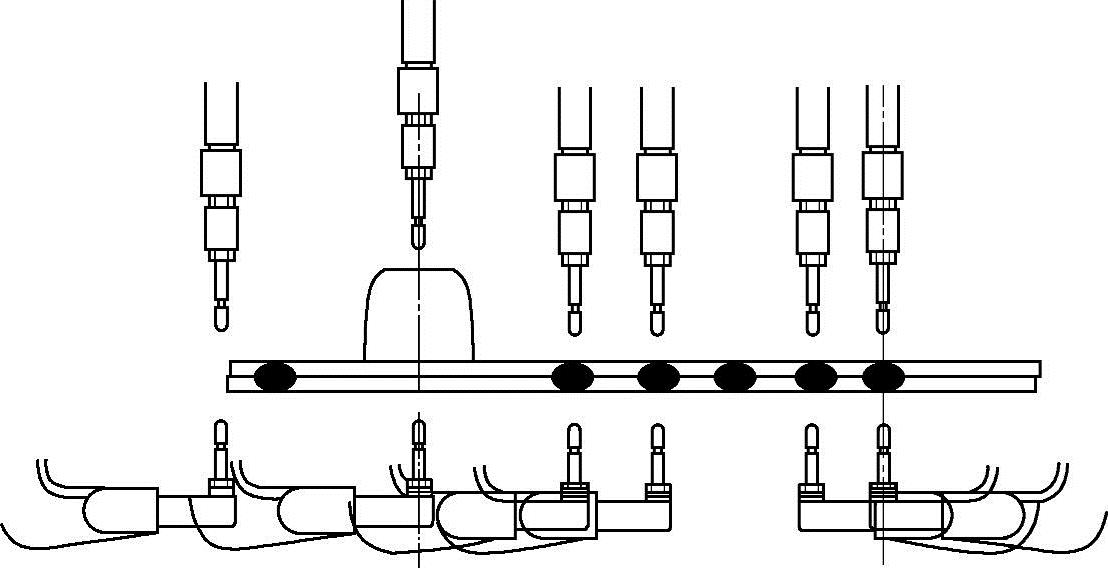
图2-15 小开→大开→小开切换的示意图
根据工艺要求选择单行程气动焊钳和双行程气动焊钳,如图2-16所示。
焊钳的通电面积=喉深×喉宽,该面积越大,焊接时产生的电感越强,电流输出越困难。这时,通常要使用较大功率的变压器,或采用逆变变压器进行电流输出。根据电极磨损情况选择焊钳尺寸,如图2-17所示。
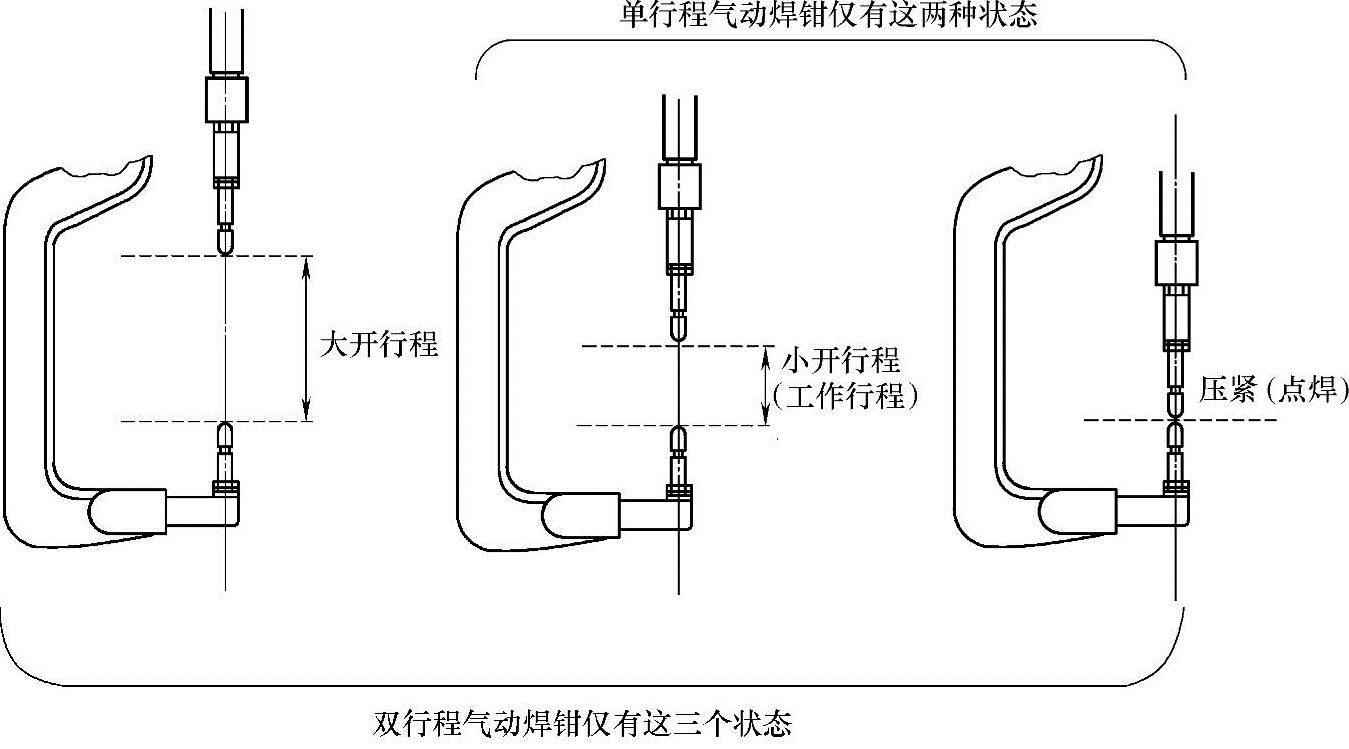
图2-16 单行程气动焊钳和双行程气动焊钳
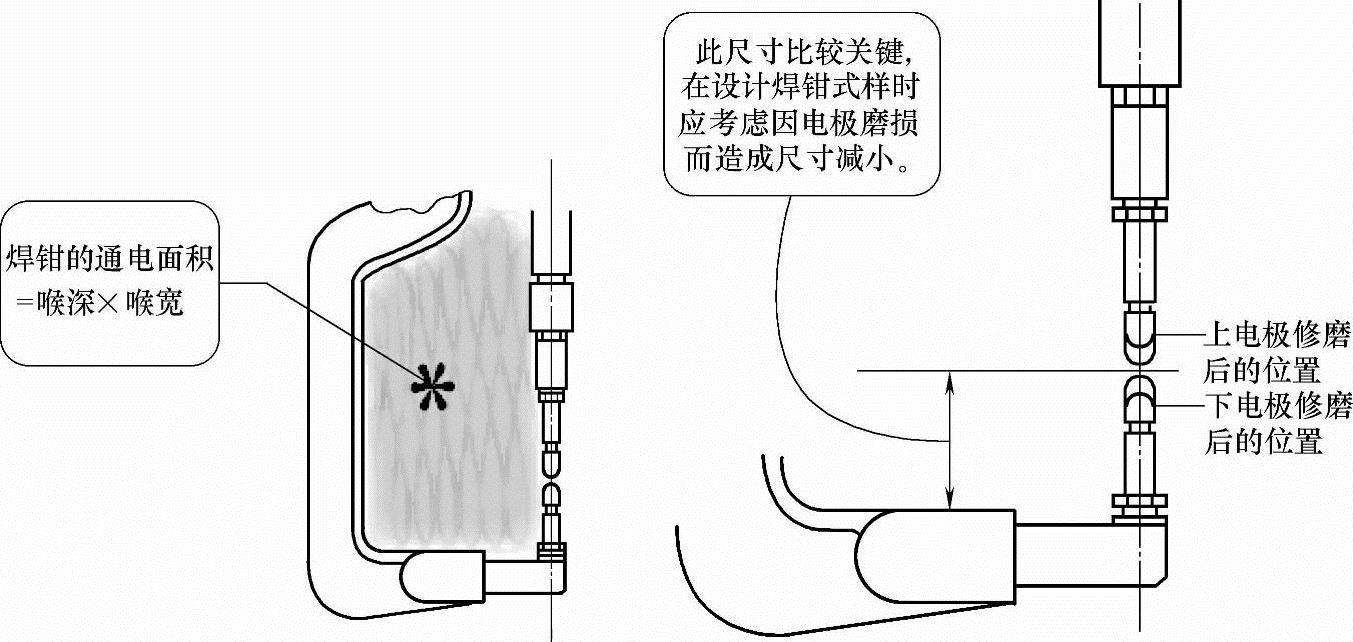
图2-17 点焊钳选型相关要点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。