



【工作任务】
图12-1所示零件的轮廓是封闭的,如何确定Z向的进给是加工本零件的关键。该零件的毛坯尺寸为74mm×74mm×25mm,材料为45钢。
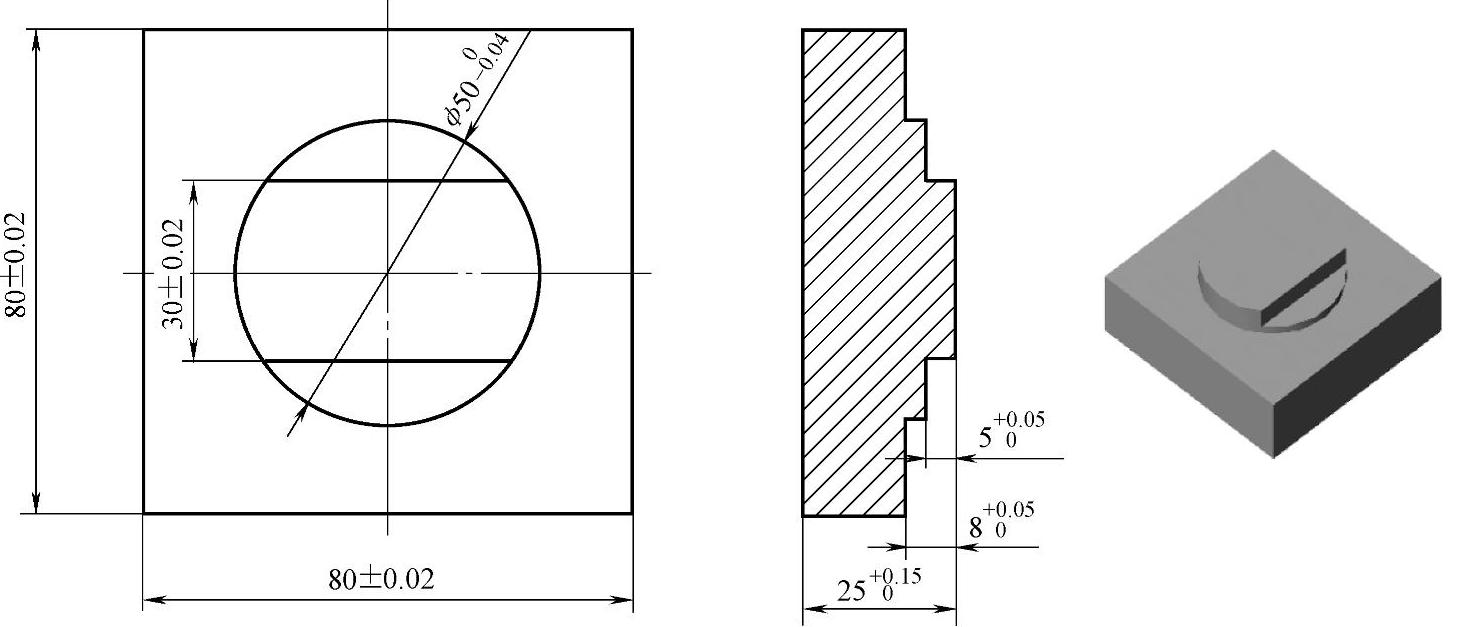
图12-1 外轮廓加工实例
【任务目标】
1.知识目标
·掌握外轮廓进给路线的确定方法。
·掌握圆弧插补指令的应用。
·掌握刀具半径补偿。
2.技能目标
·掌握外轮廓的加工及编程方法。
·掌握外轮廓的加工方法。
【任务准备】
一、铣削外轮廓的进给路线
外轮廓铣削的走刀路线如图12-2所示。
当铣削平面零件轮廓时,一般采用立铣刀侧刃切削。刀具切入工件时,应避免沿零件轮廓的法向切入,而应沿外轮廓曲线延长线的切向切入,以避免在切入处产生刀具的切痕而影响表面质量,保证零件外轮廓曲线平滑过渡。同理,在切出工件时,也应避免在零件的轮廓处直接退刀,而应沿零件轮廓延长线的切向逐渐切离工件。
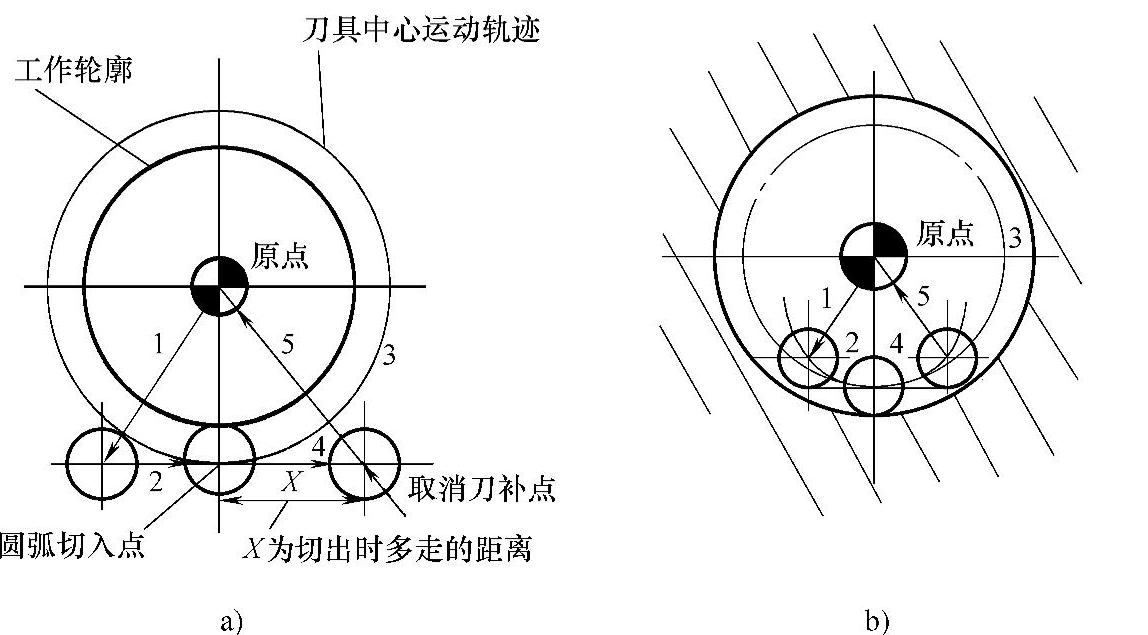
图12-2 铣销外轮廓的进给路线
a)外轮廓铣削 b)内轮廓铣削
二、编程指令
1.刀具半径补偿指令
(1)刀具半径补偿 刀具半径补偿功能如图12-3所示。
在编制数控铣床轮廓铣削加工程序时,为了编程方便,通常将数控刀具假想成一个点(刀位点),认为刀位点与编程轨迹重合。但实际上由于刀具存在一定的直径,使刀具中心轨迹与零件轮廓不重合,如图12-4所示。这样,编程时就必须依据刀具半径和零件轮廓计算刀具中心轨迹,再依据刀具中心轨迹完成编程,但如果人工完成这些计算,将给手工编程带来很多的不便,甚至当计算量较大时,也容易产生计算错误。为了解决这个加工与编程之间的矛盾,数控系统提供了刀具半径补偿功能。
数控系统的刀具半径补偿功能就是将计算刀具中心轨迹的过程交由数控系统完成,编程人员假设刀具半径为零,直接根据零件的轮廓形状进行编程,而实际的刀具半径则存放在一个刀具半径偏置寄存器中。在加工过程中,数控系统根据零件程序和刀具半径自动计算刀具中心轨迹,完成对零件的加工。
(2)刀位点 刀位点是代表刀具的基准点,常用刀具的刀位点如图12-4所示。
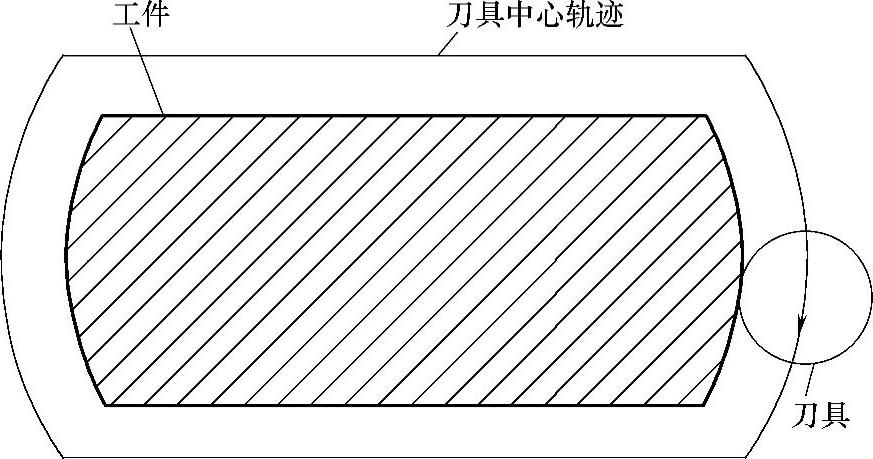
图12-3 刀具半径补偿
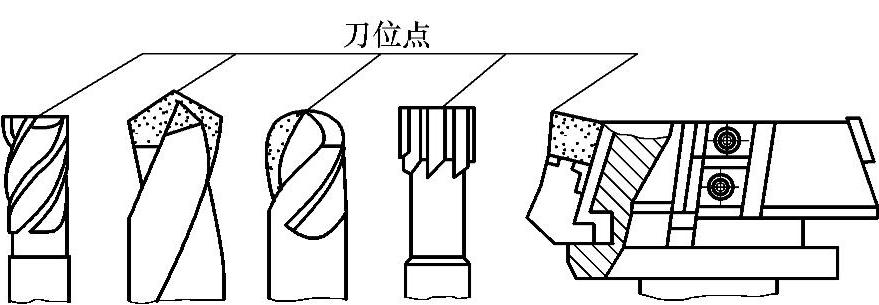
图12-4 刀位点
(3)刀具半径补偿指令
1)建立刀具半径补偿的指令格式。

其中,G17~G19为坐标平面选择指令。G41为左刀补,如图12-5a所示。G42为右刀补,如图12-5b所示。X、Y、Z为建立刀具半径补偿时目标点坐标。D为刀具半径补偿号。
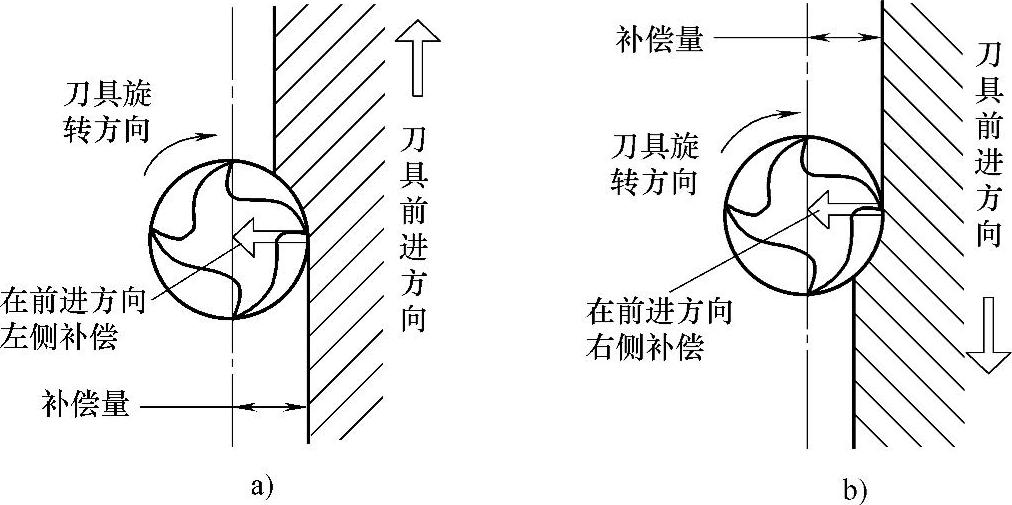
图12-5 刀具补偿方向
a)左刀补(G41) b)右刀补(G42)
2)取消刀具半径补偿指令格式:
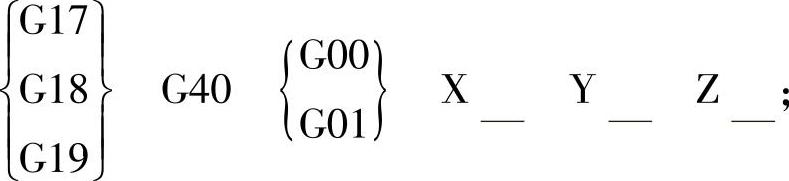
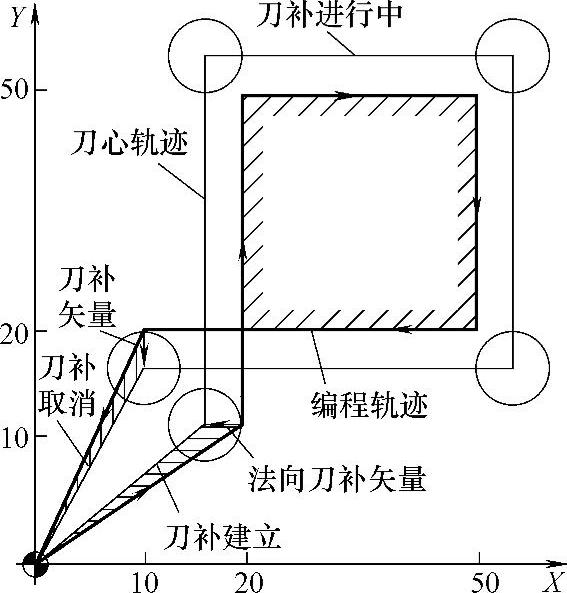
图12-6 刀具半径补偿过程
其中,G17~G19为坐标平面选择指令。G40为取消刀具半径补偿功能。
3)刀具半径补偿的过程。如图12-6所示,刀具半径补偿的过程分为以下三步。
①刀补的建立。刀心轨迹从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程。
②刀补进行。刀具中心始终与编程轨迹相距一个偏置量直到刀补取消。
③刀补取消。刀具离开工件,刀心轨迹要过渡到与编程轨迹重合的过程。
使用刀具半径补偿功能完成图12-6所示轮廓的加工程序编制。
参考程序如下。
O5001
N10 G90 G54 G00 X0 Y0 M03 S500 F50
N20 G00 Z50.0 安全高度
N30 Z10 参考高度
N40 G41 X20 Y10 D01 F50 建立刀具半径补偿
N50 G01 Z-10 下刀
N60 Y50
N70 X50
N80 Y20
N90 X10
N100 G00 Z50 抬刀到安全高度
N110 G40 X0 Y0 M05 取消刀具半径补偿
N120 M30 程序结束
4)使用刀具补偿的注意事项。在数控铣床上使用刀具补偿时,必须特别注意其执行过程的原则,否则往往容易引起加工失误甚至报警,使系统停止运行或刀具半径补偿失效等。
①刀具半径补偿的建立与取消只能由G01、G00来实现,不能用G02和G03。
②建立和取消刀具半径补偿时,刀具必须在所补偿的平面内移动,且移动距离应大于刀具补偿值。(https://www.xing528.com)
③D00~D99为刀具补偿号,D00为取消刀具补偿,即“G41(G42) X_Y_D00”等价于G40。刀具补偿值在加工或试运行之前须设定在补偿存储器中。
④加工半径小于刀具半径的内圆弧时,进行半径补偿将产生刀具干涉,只有过渡圆角R≥刀具半径r+精加工余量的情况才能正常切削。
⑤在刀具半径补偿模式下,如果存在有连续两段以上非移动指令(如G90、M03等)或非指定平面轴的移动指令,则有可能产生过切现象。
5)刀具半径补偿的应用。刀具半径补偿除方便编程外,还可利用改变刀具半径补偿值的大小的方法,实现利用同一程序进行粗、精加工,即
粗加工刀具半径补偿=刀具半径+精加工余量
精加工刀具半径补偿=刀具半径+修正量
2.圆弧插补指令G02、G03
编制圆弧加工程序与在数控铣床上类似,也要先选择平面,编制程序段有两种书写格式:一种是圆心法,另一种是半径法,如图12-7所示。书写格式如下。
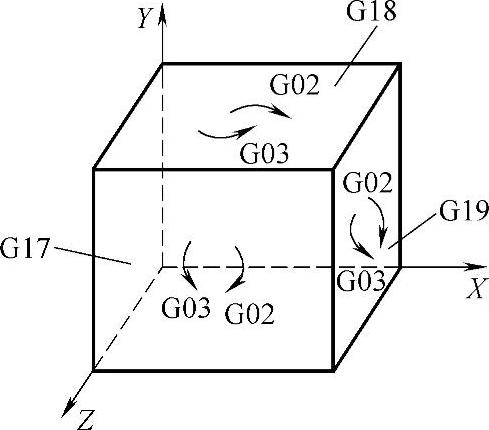
图12-7 圆弧插补
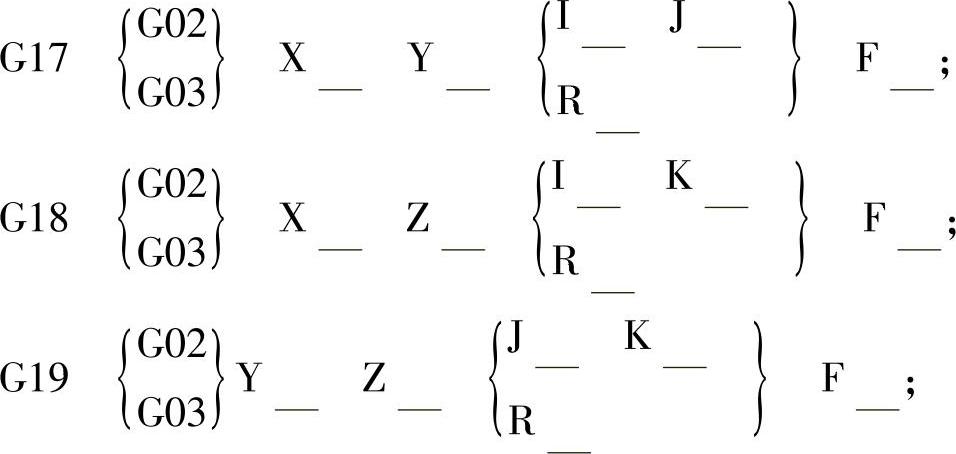
(1)圆心编程(表12-1,图12-8a)
表12-1 圆心编程
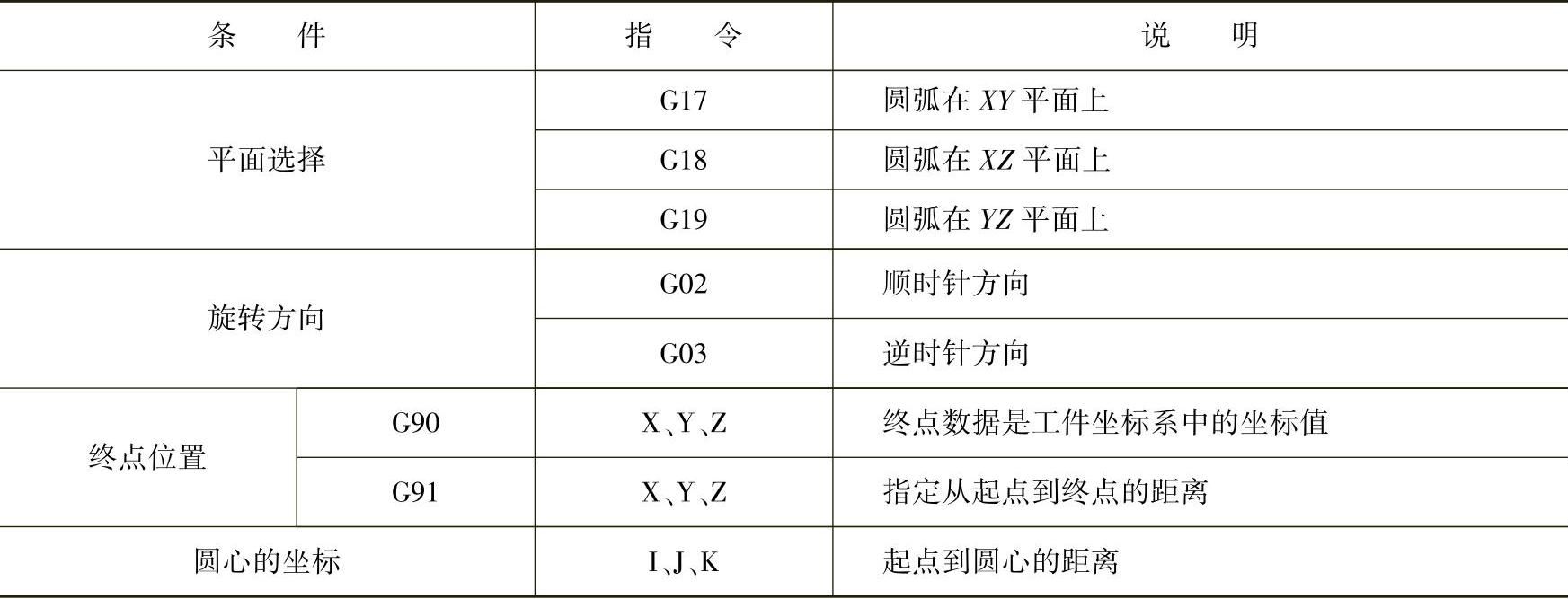
(2)半径编程(图12-8b) 用半径R指定圆弧插补时,圆心可能有两个位置,这两个位置由R后面值的符号区分:当圆弧的弧度不大于180°时,R取正值;在于180°时,R取负值。

(3)整圆编程(图12-8c)
绝对值编程:G02 I10 J0
相对值编程:G91 G02 I10 J0
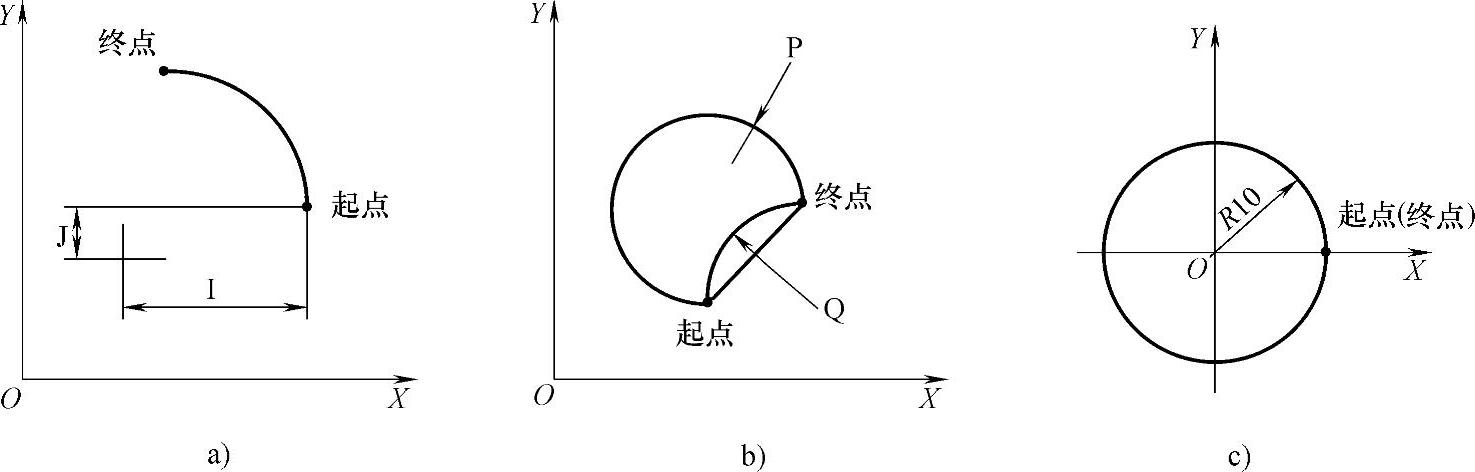
图12-8 圆编程方法
a)圆心编程 b)半径编程 c)整圆编程
【任务实施】
1.设计加工路线
加工本任务的工件时,采用刀具半径补偿进行编程,刀具补偿轨迹、刀位点轨迹如图12-9所示。
2.分析基点坐标
1(60,0);2(60,35);3(25,0);4(60,-35);5(60,-15);6(-35,-15);7(-35,15);8(60,15)。
3.编制加工程序
O1122
G90 G54 G00 X0 Y0 Z100
M03 S1000
G00 X60 Y0
G00 Z10
G01 Z-8 F50
G01 G41 Y35 D01
G03 X25 Y0 R35
G02 I25 J0
G03 X60 Y-35 R35
G01 G40 Y0
G00 Z10
G00 Y-40
G01 Z-5 F80
G01 G41 Y-25 D01
G01 X-35
G01 Y15
G01 X60
G01 G40 Y0
G00 Z100
M05
M30
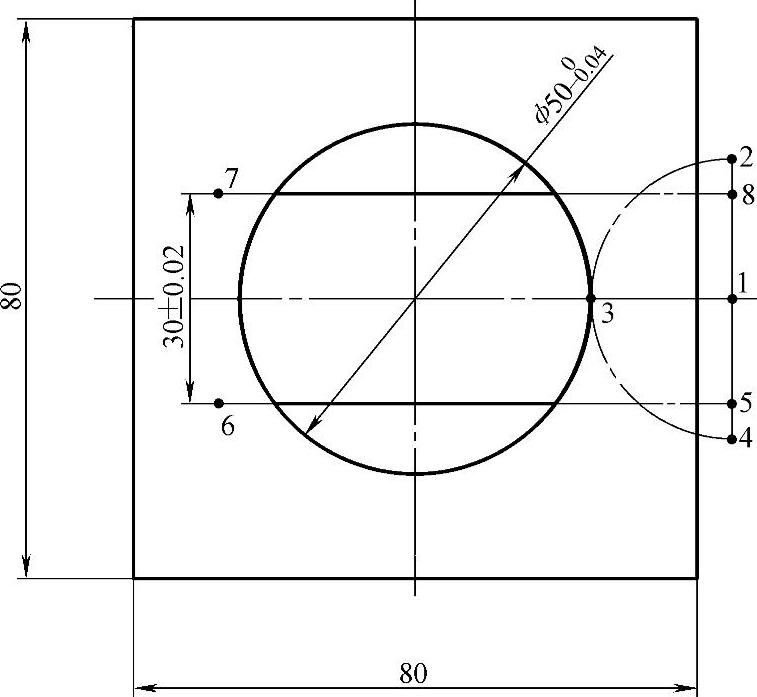
图12-9 刀具补偿轨迹、刀位点轨迹
【检查零件】
零件加工完毕后,进行尺寸检测,检测结果写入表12-2中。
表12-2 评分表
【任务巩固】
1.采用立铣刀加工外轮廓时,如何进行刀具补偿?
2.加工图12-10所示的凸台,毛坯尺寸为80mm×80mm×30mm,材料为45钢。
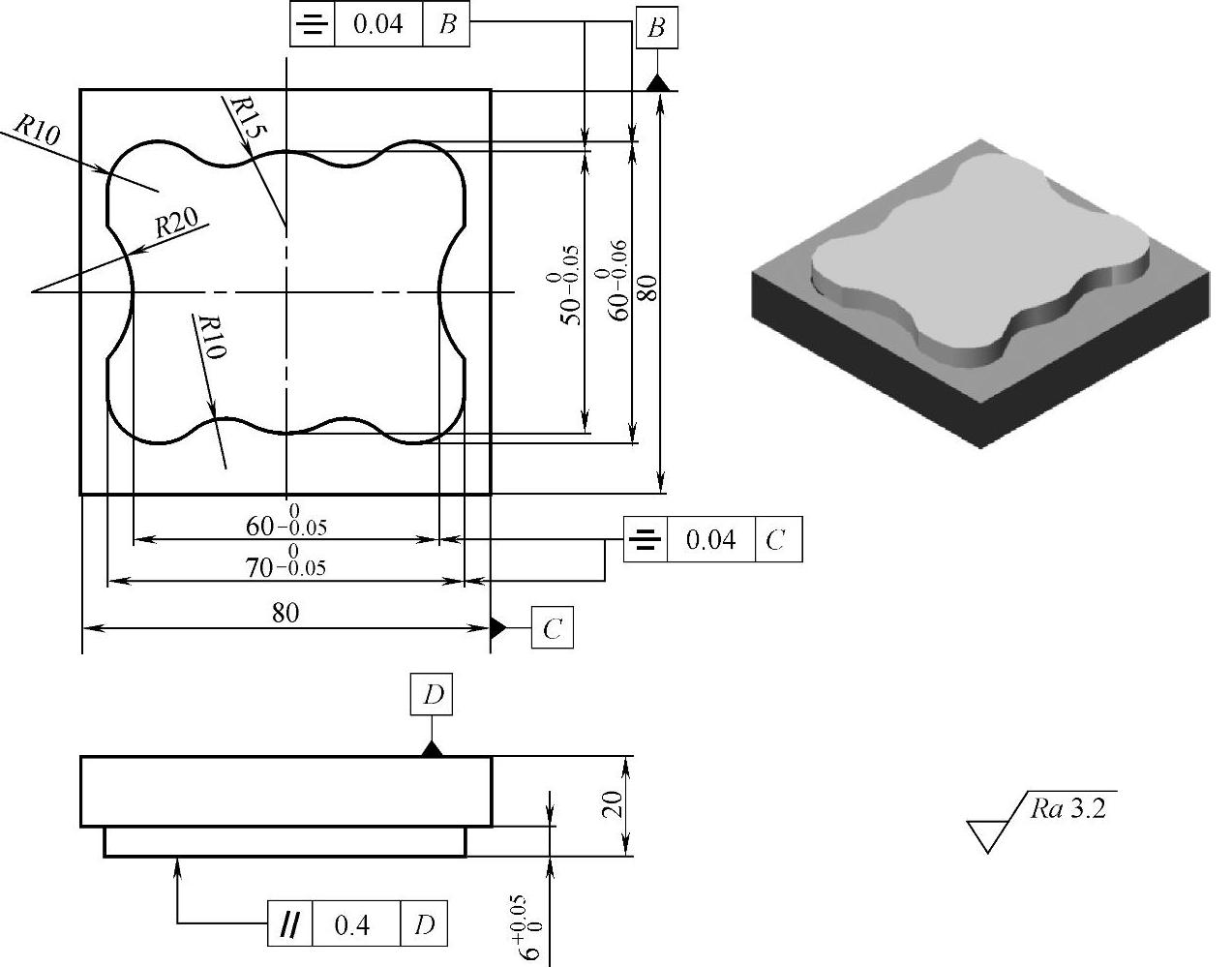
图12-10 凸台
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。