



【工作任务】
加工图8-1所示的内螺纹,毛坯尺寸为ϕ50mm×30mm,材料为45钢。
【任务目标】
1.知识目标
·掌握加工内螺纹刀具的进刀、退刀路线。
·掌握内螺纹加工工艺编制方法。
·掌握螺纹切削循环的应用方法。
2.技能目标
·掌握内螺纹刀具的安装。
·掌握内螺纹的加工方法。
·熟练掌握内螺纹加工中的质量控制。
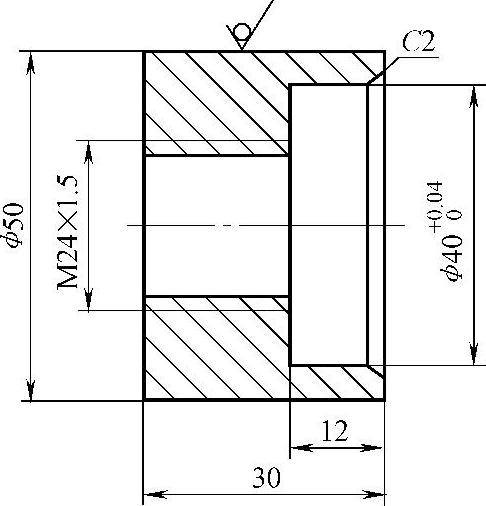
图8-1 内螺纹
【任务准备】
一、工具、量具、刀具的选择
(1)工具的选择 棒料装夹在自定心卡盘上,用划针盘找正并夹紧。
(2)量具的选择 选用0~150mm游标卡尺、60°螺纹样板测量。
(3)刀具的选择 90°内镗刀、60°内螺纹车刀、ϕ25mm麻花钻头。
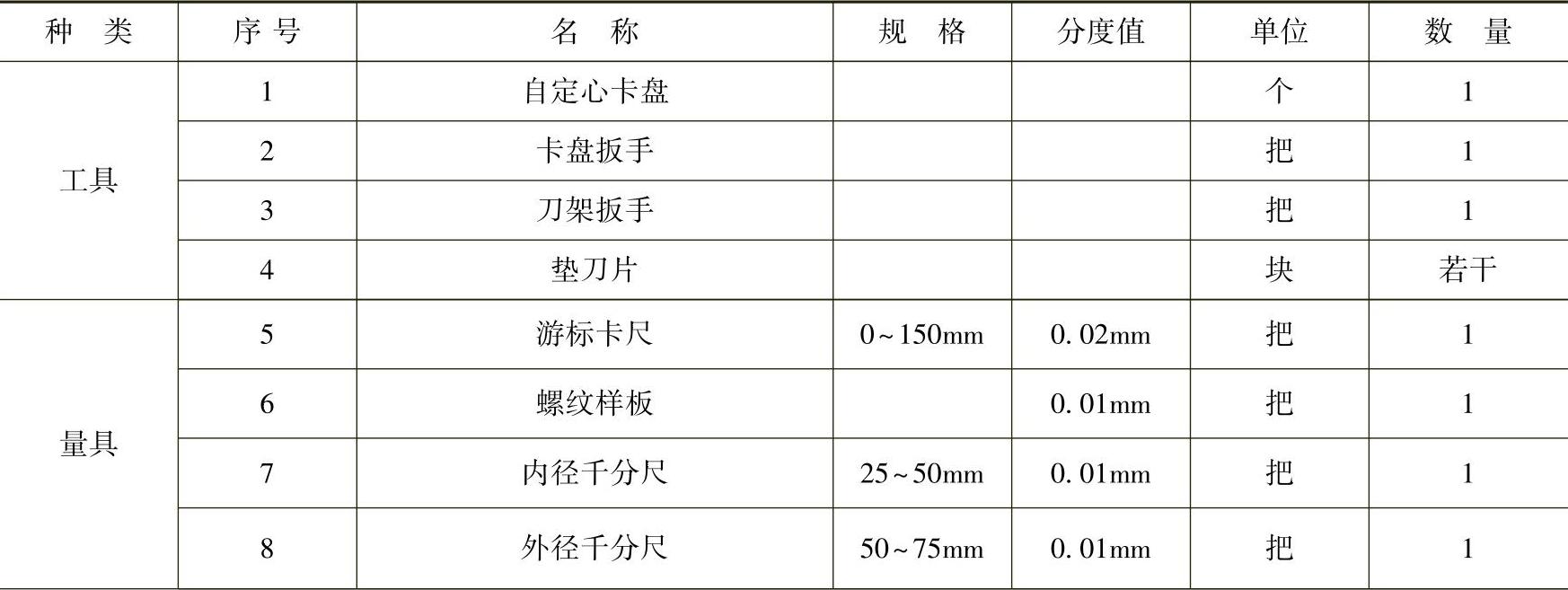
内螺纹加工的工具、量具、刀具清单见表8-1。
表8-1 内螺纹加工的工具、量具、刀具清单
(续)

二、编程指令学习
1.螺纹切削单次循环指令G82
指令格式:
G82 X(U)__Z(W)__R__E__C__P__F;
本指令加工圆柱螺纹的运动轨迹及加工说明前面已解释,这里给予复习。
注意:
1)循环起点的正确选择,通常情况下,X向循环起点取在离内孔表面1~2mm(直径量)的位置,Z向循环起点定在螺纹有效长度前增加5mm。
2)F表示螺纹导程,而不是进给速度。
2.螺纹切削复合循环指令(G76)
G76 C(c) R(r) E(e) A(a) X(x) Z(z) I(i) K(k) U(d) V(Δdmin) Q(Δd) P(p) F(l);
参数:
c:精整次数。
r:Z向退尾量。
e:X向退尾量。
a:刀尖角度。
x、z:在绝对编程时为有效螺纹终点的坐标,增量值编程时为有效螺纹终点相对于循环起点的有向距离。(https://www.xing528.com)
i:螺纹两端半径差。
k:螺纹单边高度。
d:精加工余量。
Δdmin:单边最小切削深度。
Δd:单边第一次切削深度。
p:轴基准脉冲外距离切削起点的主轴转角。
l:螺纹导程。
注意:
1)在执行G76循环时,如按下循环暂停键,则刀具在螺纹切削后的程序段暂停。
2)加工多线数螺纹时应注意P、F参数。
【任务实施】
1.设计加工路线
(1)内孔加工路线 如图8-2表示,加工路线为A—B—C—D—E—F—G—H—A。
(2)内螺线加工路线 如图8-2所示,加工路线为F—G。
2.分析基点坐标
图样上没有公差值的尺寸,编程时取极限尺寸的平均值。由此可得ϕ50mm外圆的编程尺寸为50;长度12mm、30mm的编程尺寸分别为12、30。
内径公差取其中间值ϕ40.02。内螺纹底孔尺寸为D1=D-P=24mm-1.5mm=22.5mm。
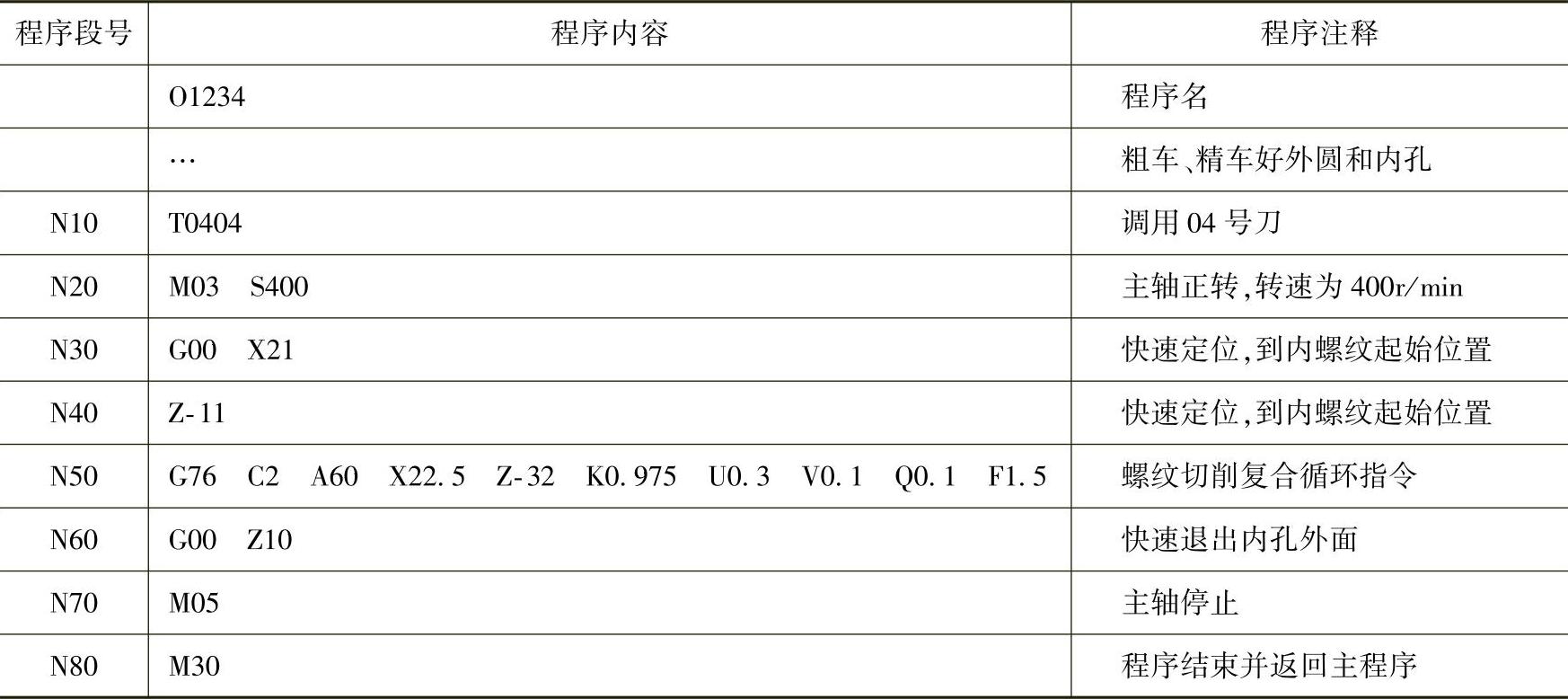
3.编制加工程序
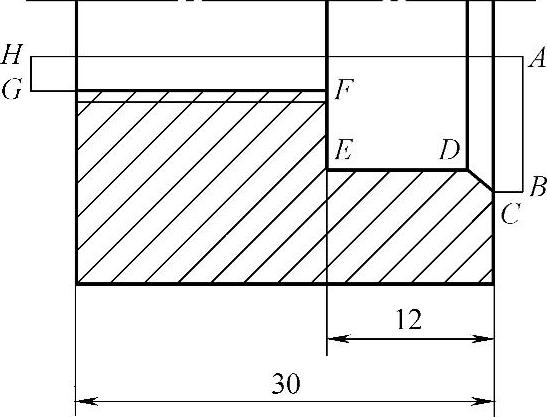
图8-2 内孔加工路线
表8-2 加工程序
【检查零件】
1.加工精度及误差分析
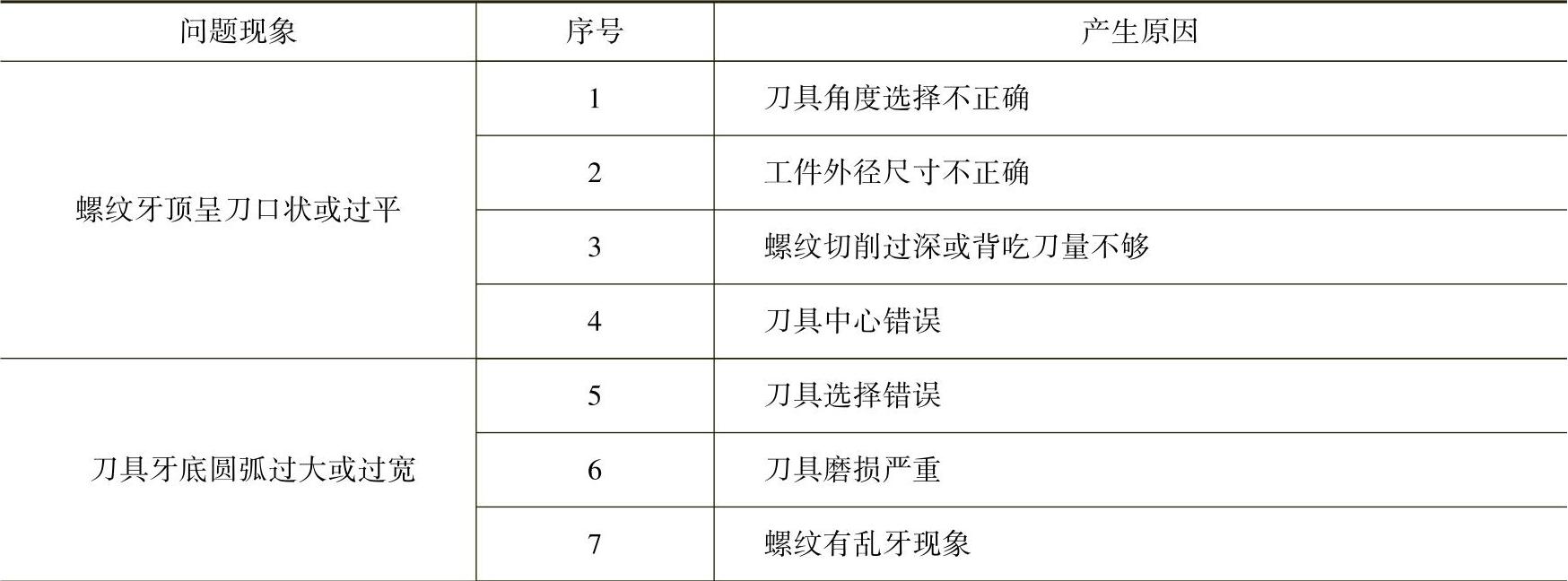
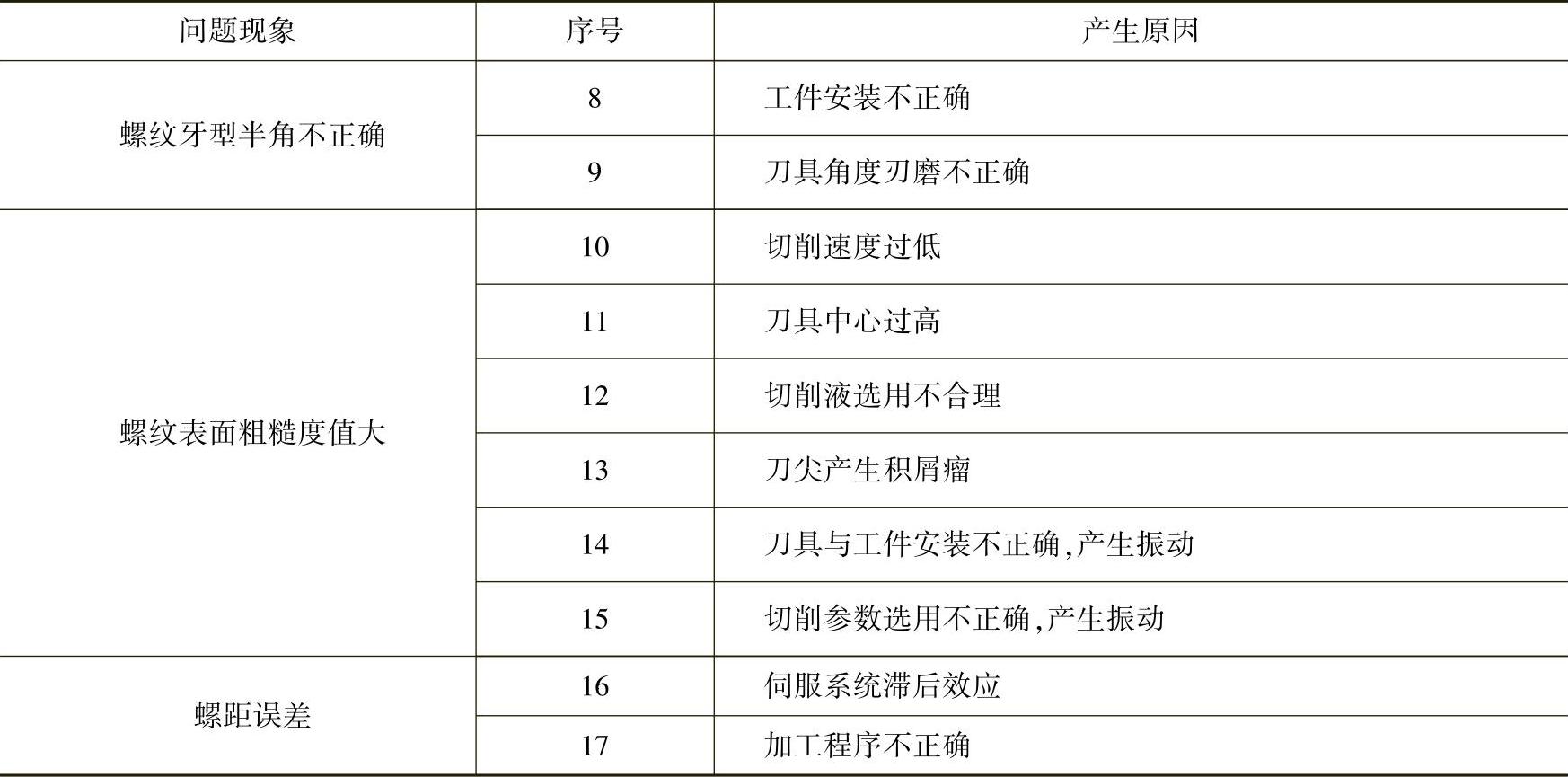
数控车床加工螺纹过程中产生螺纹精度降低的原因是多方面的,具体原因参见表8-3。
表8-3 螺纹精度降低的原因
(续)
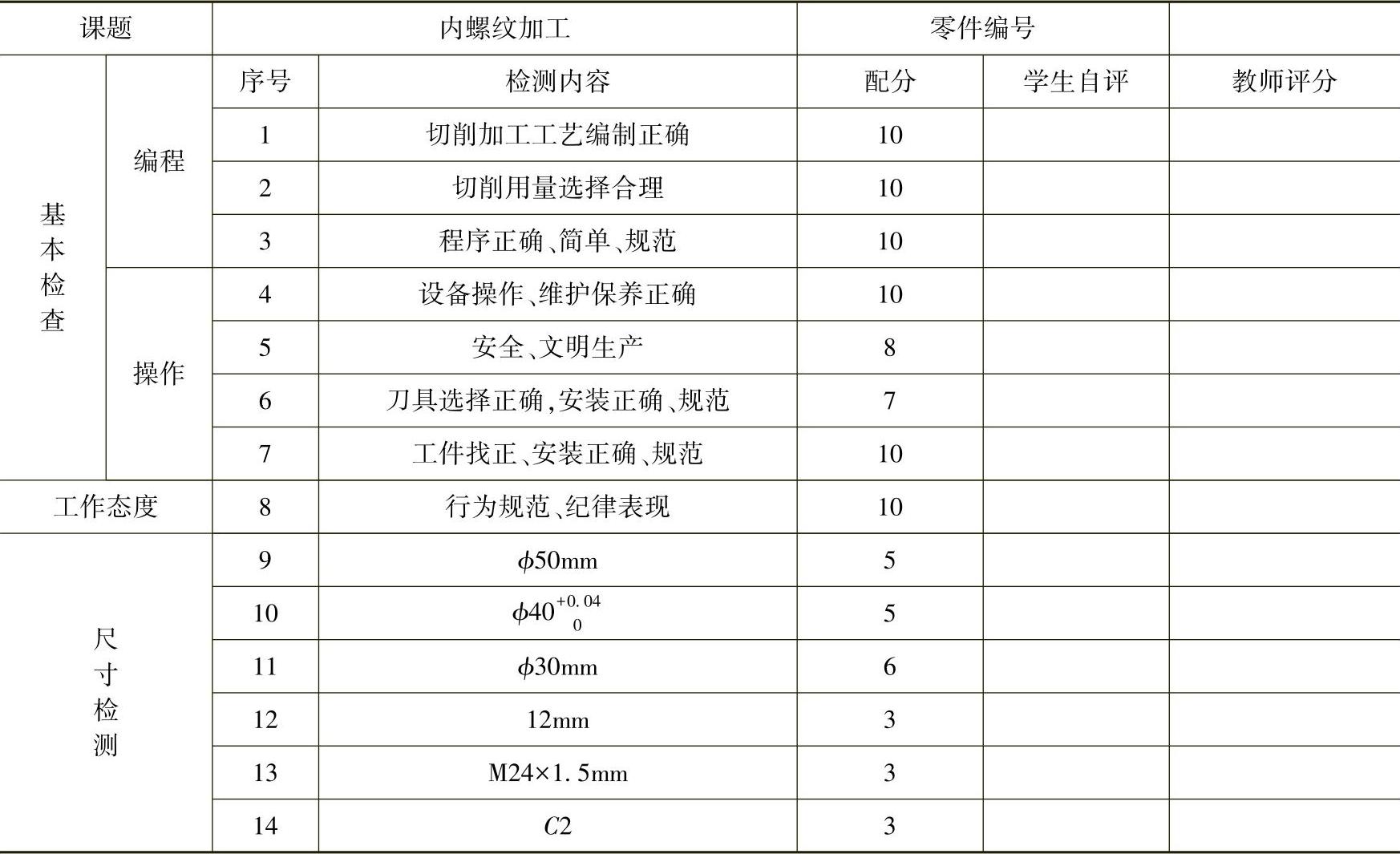
2.零件检测与评分
零件加工完毕后,进行尺寸检测,检测结果写入表8-4中。
表8-4 评分表
【任务巩固】
1.怎样选择内螺纹刀具?
2.编写图8-3所示套的加工程序并完成工件的加工。毛坯尺寸为ϕ50mm×76mm,材料为45钢。
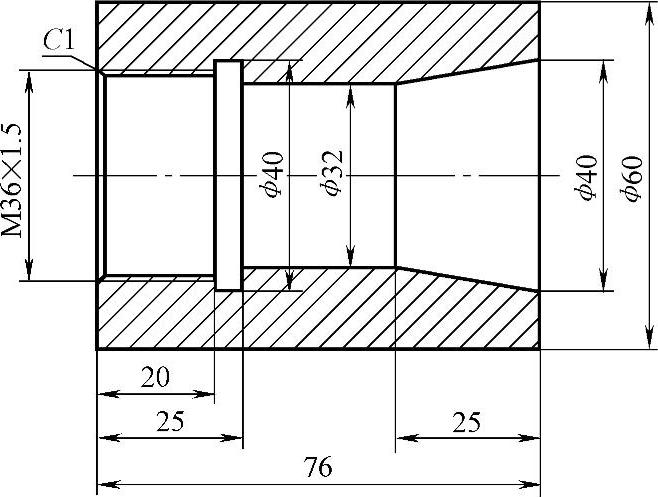
图8-3 套
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。