



【摘要】:机床设置就是针对不同的机床、不同的数控系统,设置特定的数控代码、数控程序格式及参数,并生成配置文件。用户可按自己的需求增加新的机床或者更改已有的机床设置。以下宏指令内容与“机床类型设置”对话框中的设置内容一致。针对特定的数控机床来说,其数控程序开头部分都是相对固定的,包括一些机床信息,如机床回零、工件零点设置、切削液开启等。
图5-138 车内孔加工轨迹
1.机床设置
现以FANUC 0i数控系统的指令格式进行说明。
1)单击主菜单中“数控车”→“机床设置”菜单项或者单击数控车工具栏中“机床设置”按钮 ,系统弹出“机床类型设置”对话框。
,系统弹出“机床类型设置”对话框。
2)单击选项卡中“增加机床”,系统弹出“增加新机床”对话框,如图5-139所示,输入“FANUC 0i”并确定。
3)按照FANUC 0i数控系统的编程指令格式填写各项参数,如图5-140所示。
2.后置处理
图5-139 “增加新机床”对话框
单击主菜单栏中“数控车”→“后置设置”菜单或者单击“数控车”工具栏的“后置设置”按钮 ,系统弹出“后置处理设置”对话框,各项参数按图5-141所示填写。
,系统弹出“后置处理设置”对话框,各项参数按图5-141所示填写。
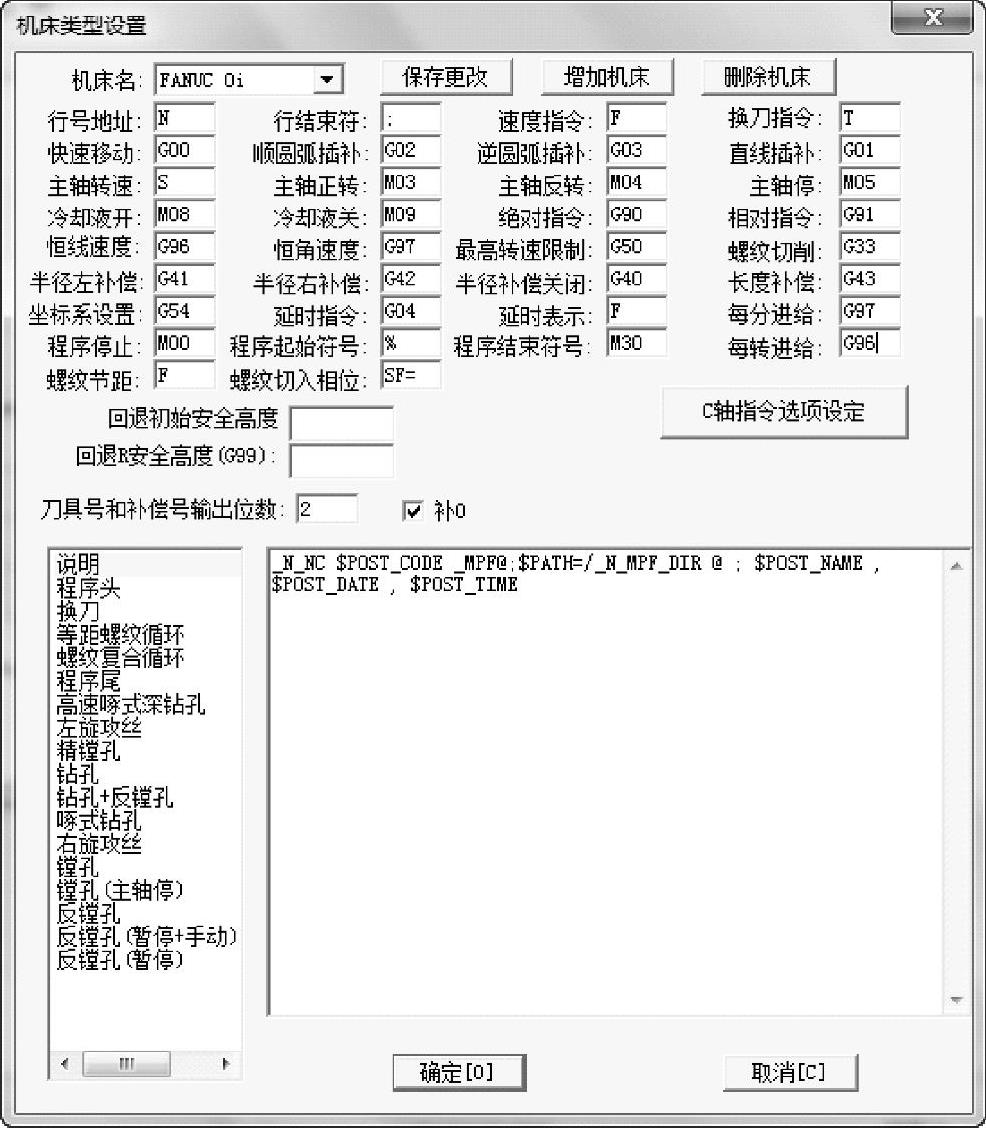
图5-140 设置FANUC 0i系统编程指令
3.后置处理生成加工程序(https://www.xing528.com)
1)单击主菜单栏中“数控车”→“生成代码”菜单或者单击“数控车”工具栏中的“生成代码”按钮 ,系统则弹出一个需要用户输入文件名的对话框,填写后置程序文件名“NC1234.cut”,如图5-142所示。
,系统则弹出一个需要用户输入文件名的对话框,填写后置程序文件名“NC1234.cut”,如图5-142所示。
2)状态栏提示“拾取刀具轨迹”,顺序拾取图5-143中的外轮廓粗、精加工轨迹、切槽加工轨迹、螺纹加工轨迹和内孔加工轨迹,右键确定,生成图5-144所示的加工程序。
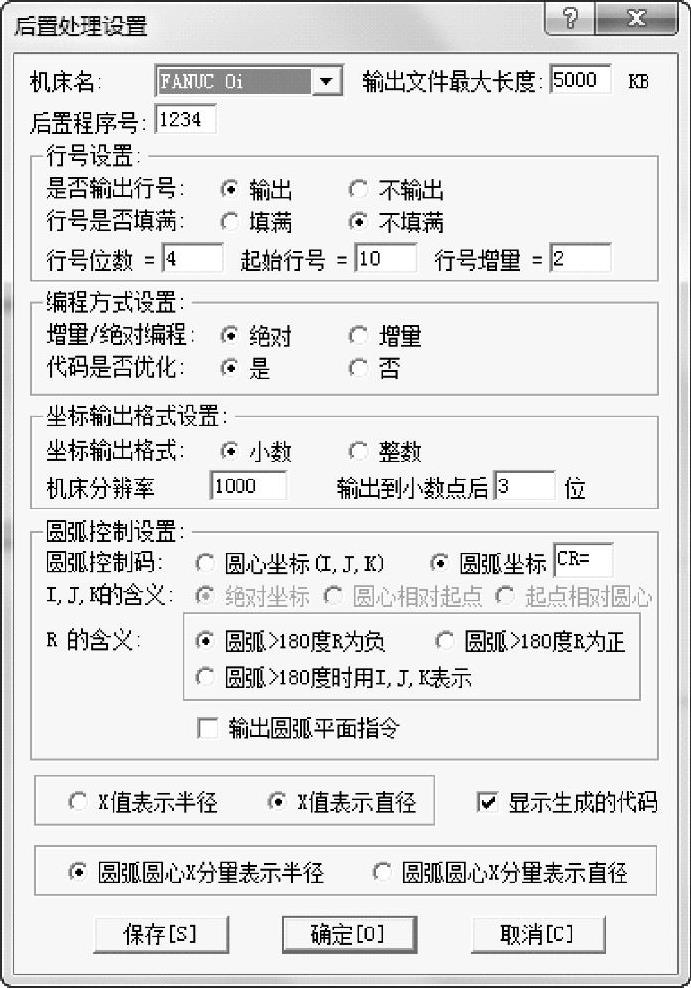
图5-141 后置处理设置参数
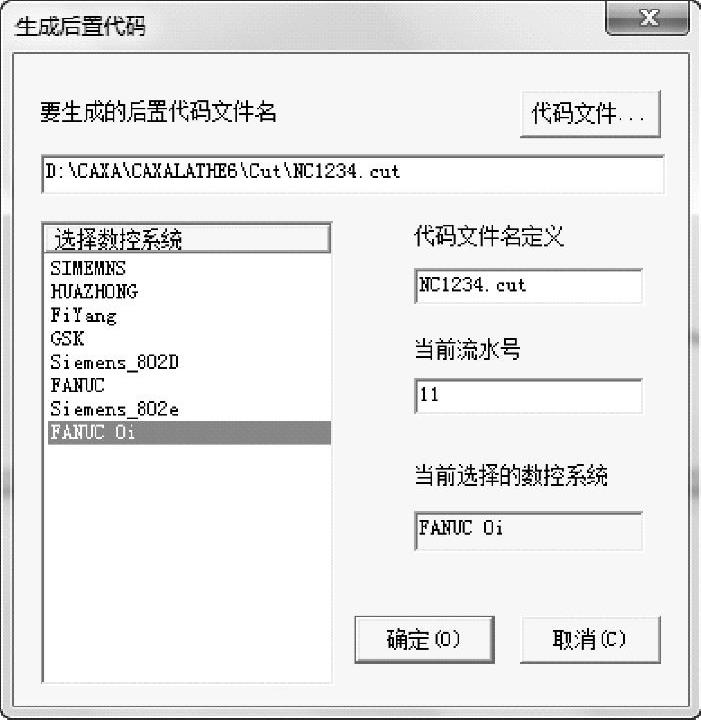
图5-142 代码生成界面
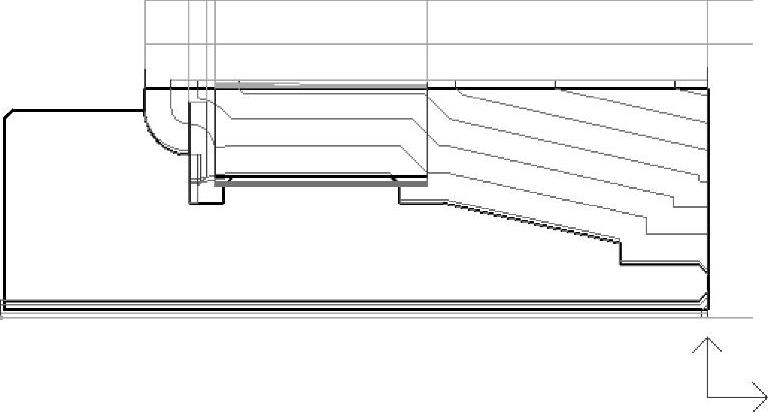
图5-143 全部加工轨迹
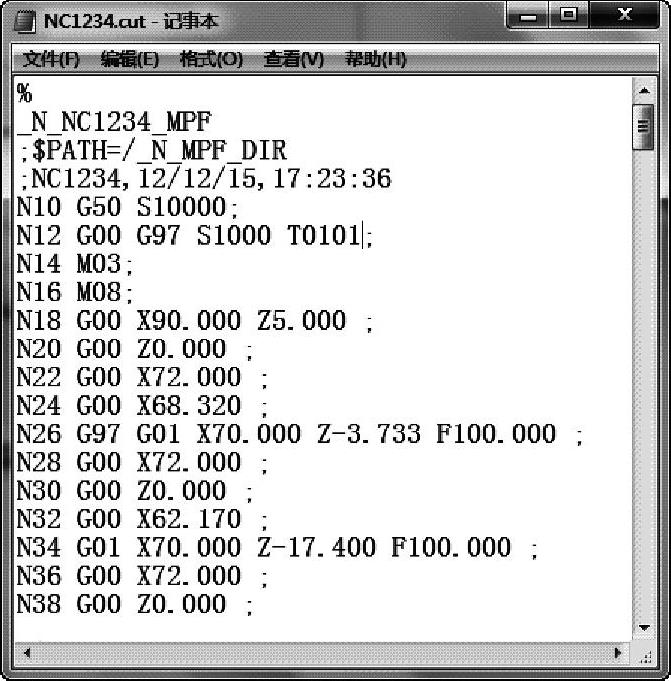
图5-144 加工程序
考核重点解析
在目前数控车工中级技能鉴定考核中,本章所占的比重并不大,但随着自动编程技术的发展,自动编程应用越来越广,尤其是加工非圆曲线时,更能体现自动编程的优势。目前,国内很多数控技能大赛中涉及自动编程软件的应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。