



1.切槽循环CYCLE93
切槽循环可以用于纵向和表面加工时对任何垂直轮廓单元进行对称和不对称的切槽;可以进行外部和内部切槽。
(1)编程格式
CYCLE93(SPD,SPL,WIDG,DIAG,STA1,ANG1,ANG2,RCO1,RCO2,RCI1,RCI2,FAL1,FAL2,IDEP,DTB,VARI)
(2)参数说明 切槽循环CYCLE93参数含义见表4-6,图4-10所示为切槽循环CYCLE93参数示意图。
(3)使用说明
1)槽的加工类型由参数VARI的范围值定义,如图4-11所示。其中,VARI1~8:倒角被考虑成CHF。VARI11~18:倒角被考虑成CHR。
表4-6 切槽循环CYCLE93参数含义
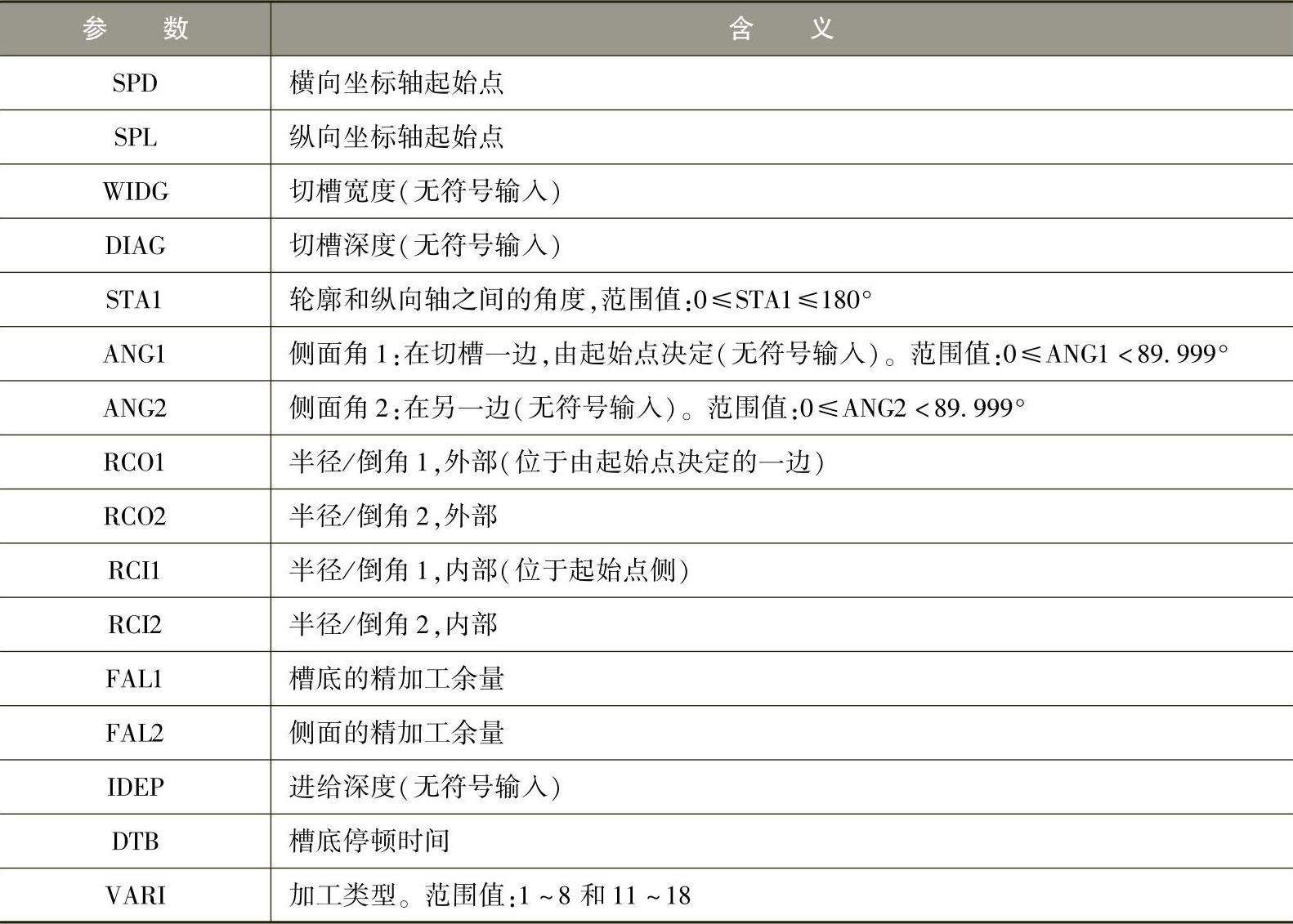
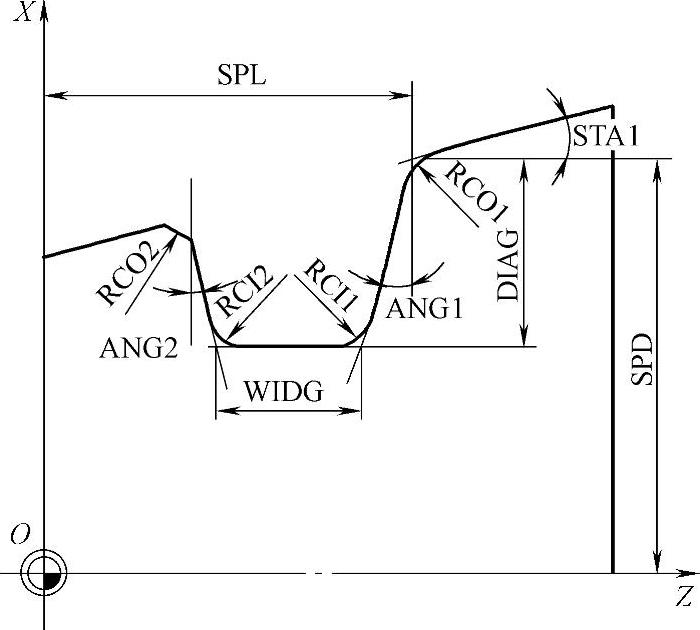
图4-10 切槽循环CYCLE93参数示意图
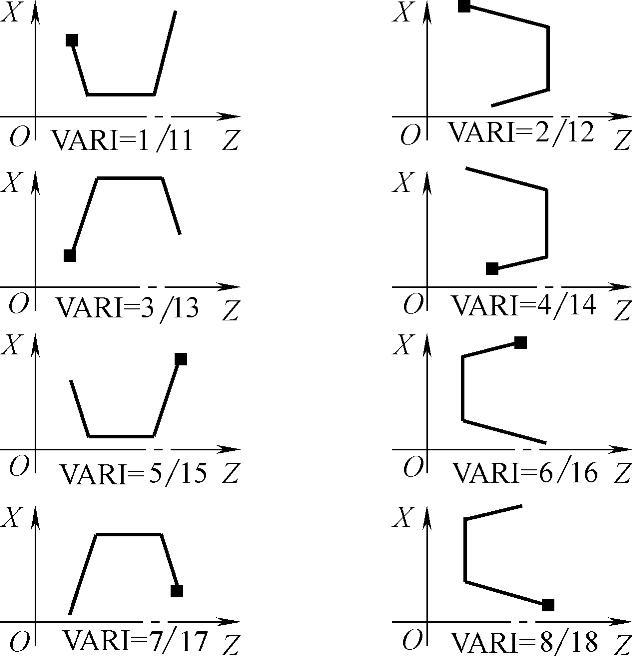
图4-11 槽的加工类型
2)调用切槽循环之前,必须使能一个双刀沿刀具。两个切削沿的偏移值必须以两个连续刀具号保存,而且在首次循环调用之前必须激活第一个刀具号。循环本身定义将使用的一个加工步骤和一个刀具补偿值并自动使能。循环结束后,在循环调用之前编程的刀具补偿号重新有效。当循环调用时如果刀具补偿未编程刀具号,循环执行将终止,并出现报警61000“无有效的刀具补偿”。
(4)编程示例 如图4-12所示,该零件在纵向轴方向的斜线处进行外部切槽。起始点在(X35,Z60)的右侧。循环将使用刀具T5的刀具补偿D1和D2。切槽循环实例取值表见表4-7,参考程序见表4-8。
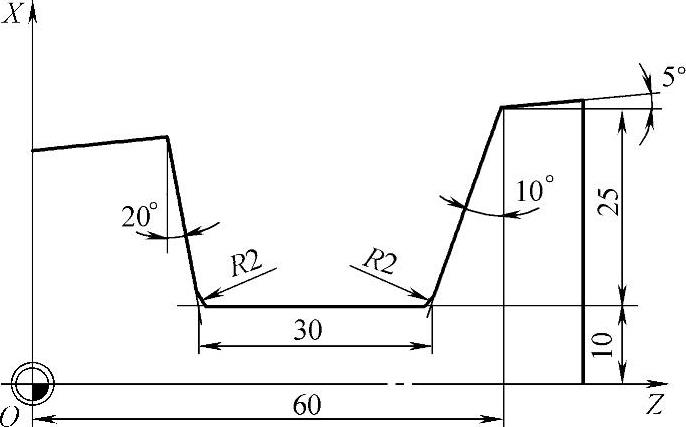
图4-12 切槽循环实例
表4-7 切槽循环实例取值表

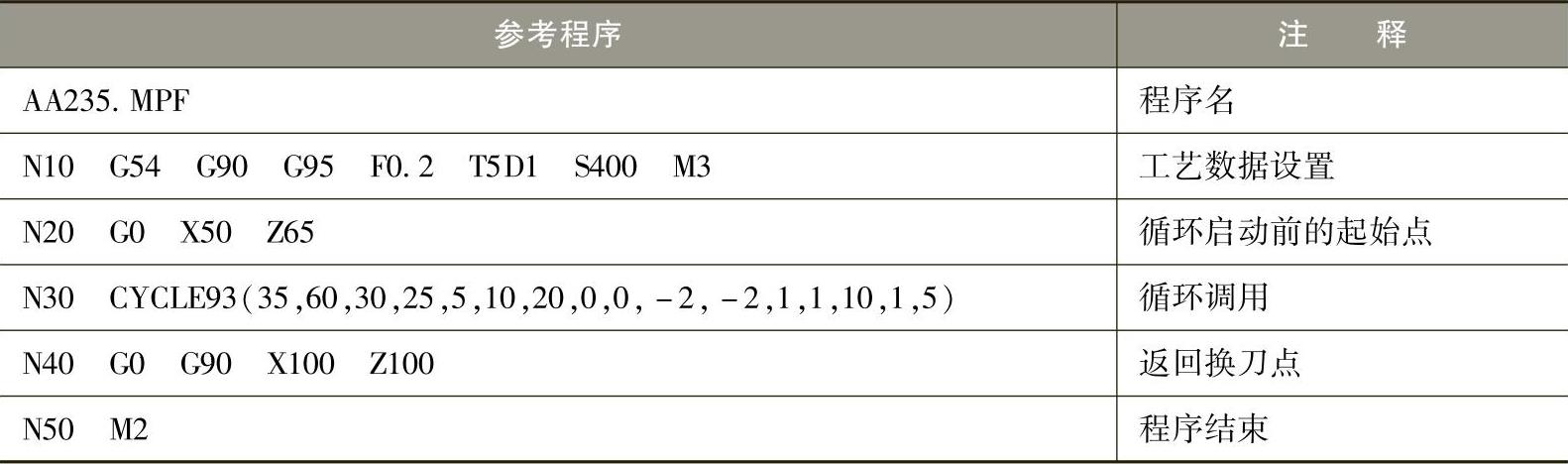
表4-8 切槽循环示例参考程序
2.毛坯切削循环CYCLE95
毛坯切削循环会根据精加工路线和给定的切削参数自动确定粗加工的加工路线,它可以进行纵向和横向的加工,也可以进行内外轮廓的加工,还可以进行粗加工和精加工。
(1)指令格式
CYCLE95(NPP,MID,FALZ,FALX,FAL,FF1,FF2,FF3,VARI,DT,DAM,VRT)
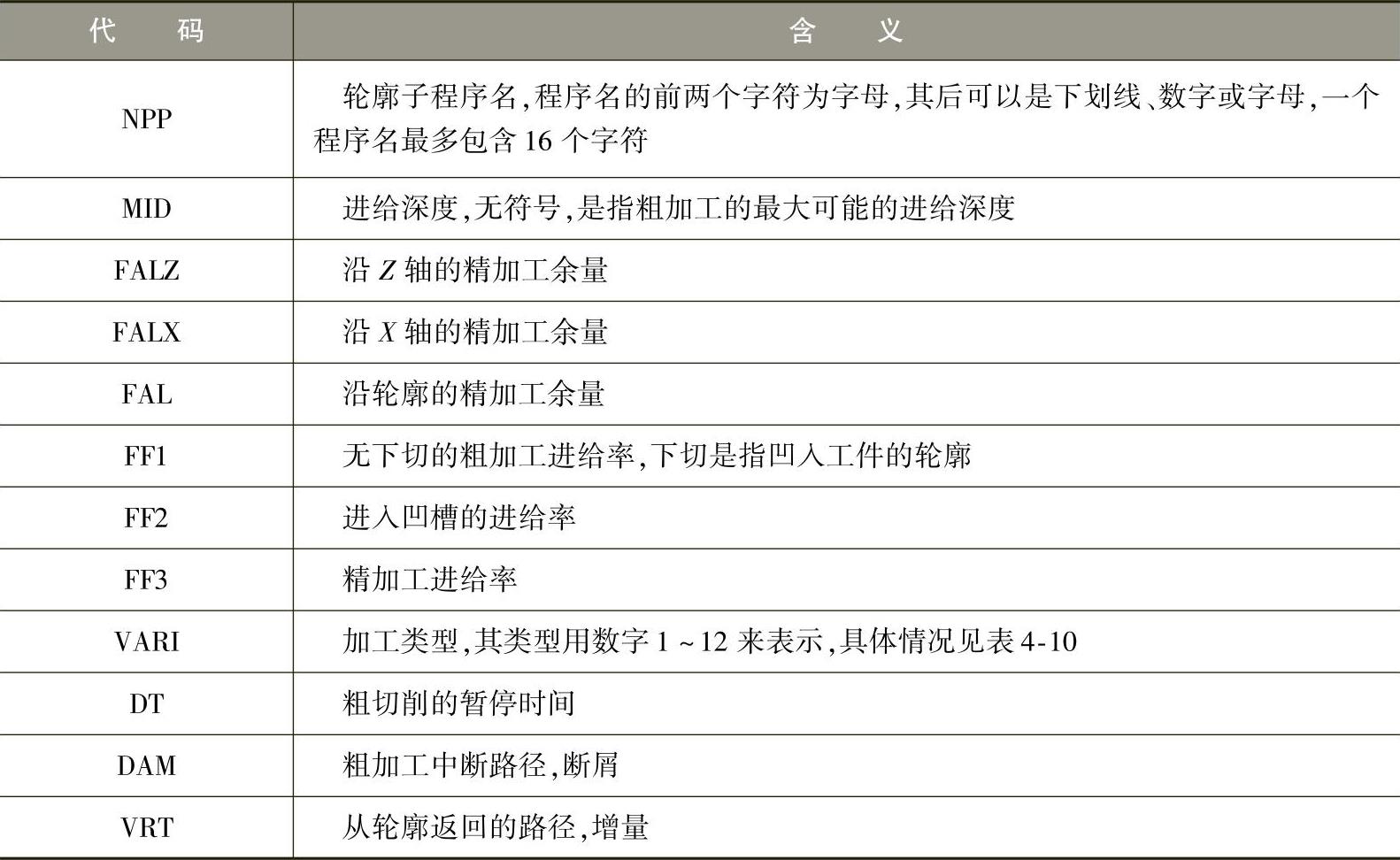
(2)参数说明 格式中各代码的含义见表4-9,加工类型见表4-10。
表4-9 CYCLE95毛坯切削循环指令格式代码含义
(3)程序的执行过程 循环开始前所到达的起始位置可以是任意位置,但须保证从该位置回轮廓起始点时不发生刀具碰撞。循环起始点在内部被计算出并使用G0在两个坐标轴方向同时回该起始点。循环形成以下动作顺序。
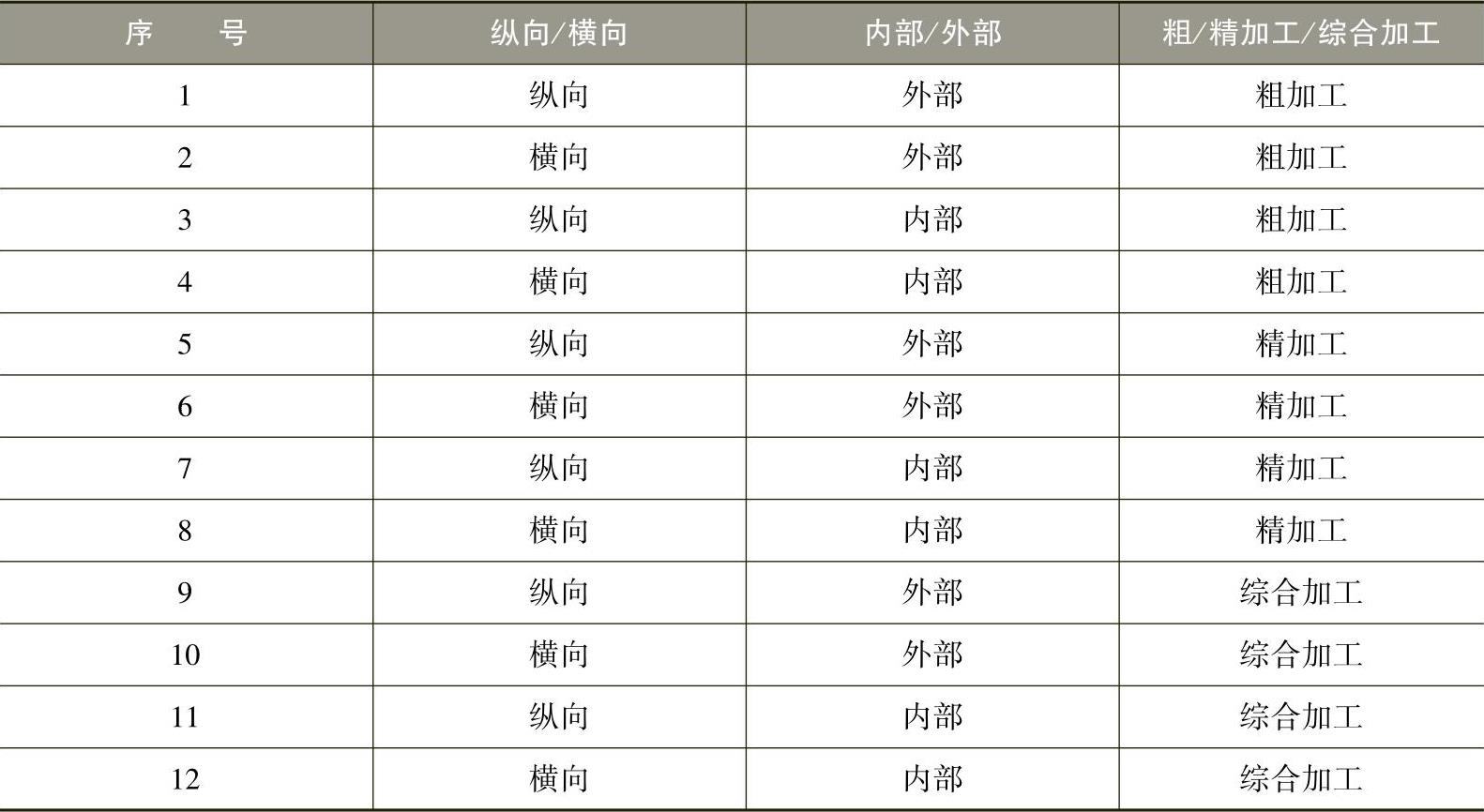
表4-10 加工类型
 (https://www.xing528.com)
(https://www.xing528.com)
1)无凹凸切削的粗加工。
①刀具以G0方式从初始点运动至循环加工起点,并按照MID设定最大背吃刀量进给。
②使用G1进给率为FF1回到轴向粗加工的交点。
③使用G1/G2/G3和FF1沿轮廓+精加工余量进行平行于轮廓的倒圆切削。
④每个轴使用G0退回在VRT下所编程的量。
⑤重复此顺序直至到达加工的最终深度。
⑥进行无凹凸切削的粗加工时,坐标轴依次返回循环的起始点。
2)粗加工凹凸成分。
①坐标轴使用G0依次回到起始点,以便下一步的凹凸切削,此时,须遵守一个循环内部的安全间隙。
②使用G1/G2/G3和FF1沿轮廓+精加工余量进给。
③使用G1和进给率FF1回到轴向粗加工的交点。
④沿轮廓进行倒圆切削,和第一次加工一样进行后退和返回。
⑤如果还有凹凸切削成分,为每个凹凸切削重复此顺序。
3)精加工。
①以G0方式按不同的坐标轴分别回循环加工起点。
②以G0方式在两个坐标轴方向上同时回轮廓起点。
③以G1/G2/G3方式按精车进给率进行精加工。
④以G0方式在两个坐标轴方向回循环加工起始点。
(4)编程示例 如图4-13所示,毛坯直径为ϕ60mm,长为100mm。
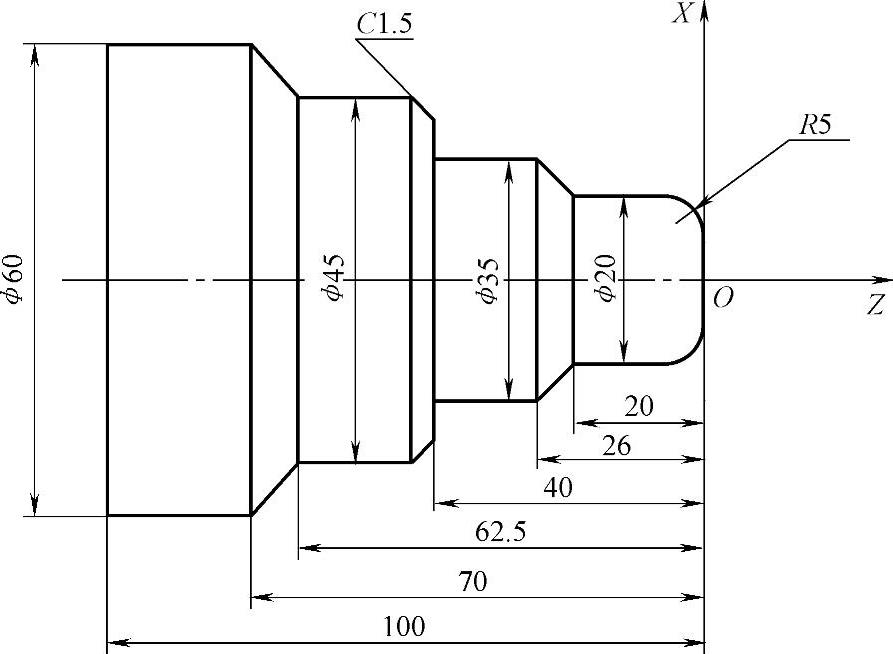
图4-13 毛坯切削循环示例
1)确定装夹方式。采用卡盘夹紧工件左端,同时将工件原点设在工件右端面与中心线的交点上。
2)选择刀具。选用90°的右偏刀。
3)毛坯切削循环取值表见表4-11,参考程序见表4-12。
表4-11 毛坯切削循环取值表
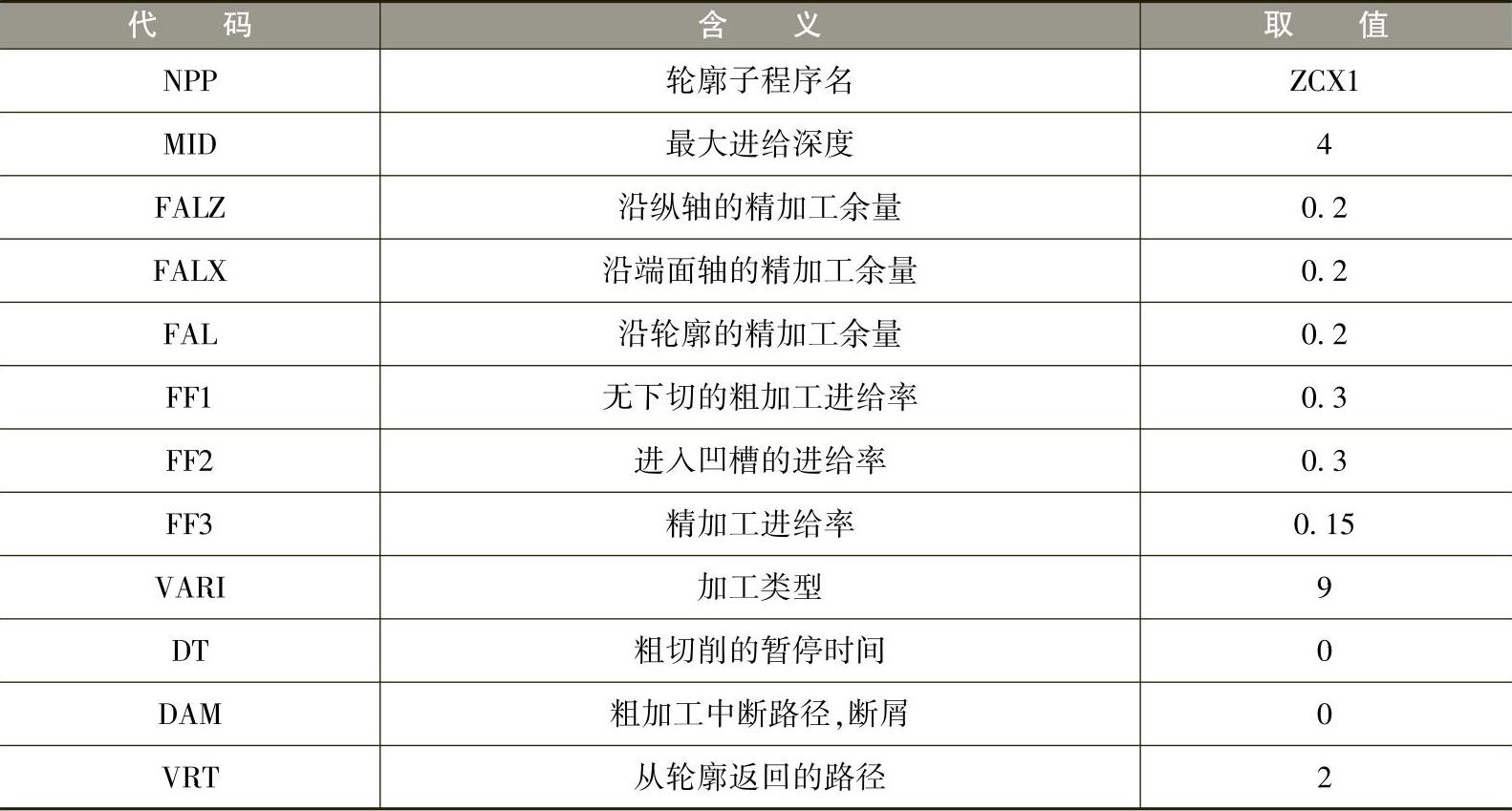
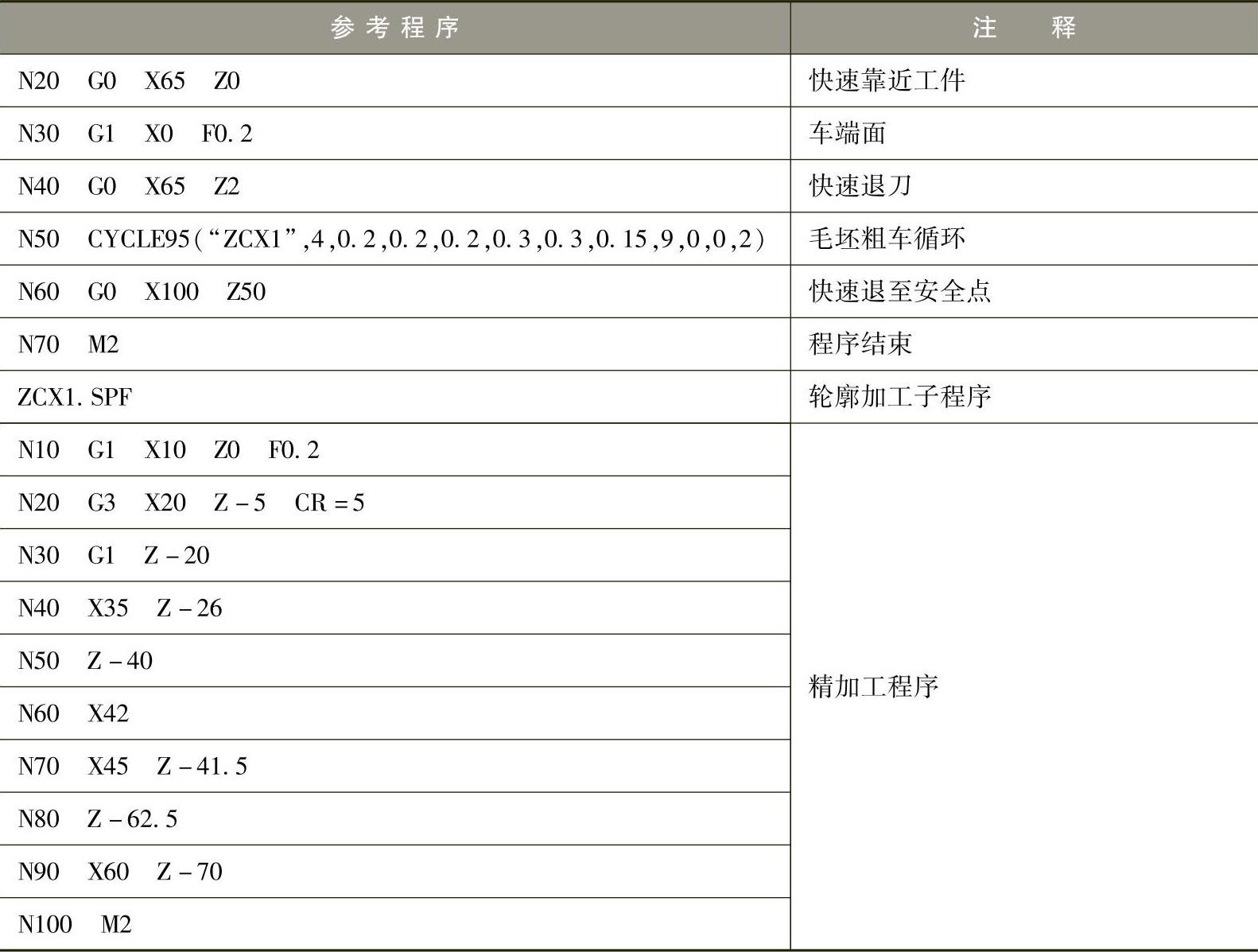
表4-12 毛坯切削循环示例参考程序

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。