



图4-29所示为锥螺纹轴零件图,毛坯尺寸为ϕ65mm×85mm,试编写其加工程序。
1.加工步骤
1)以工件右端面毛坯作为装夹基准装夹工件,手动车削外圆与端面进行对刀。
2)粗、精加工外圆轮廓,保证外圆ϕ500-0.02mm、ϕ600-0.03mm及长度20+0.050mm的尺寸及公差要求。
3)工件调头装夹后校正,手动车削对刀,同时保证工件总长。
4)粗、精车右端外圆轮廓,保证尺寸精度和表面粗糙度等要求。
5)外切槽加工。
6)加工外三角形锥螺纹。
7)换刀后加工内孔,保证孔的各项加工精度。
8)工件去毛刺、倒棱。
2.相关工艺卡片的填写
(1)锥螺纹轴数控加工刀具卡(表4-29)
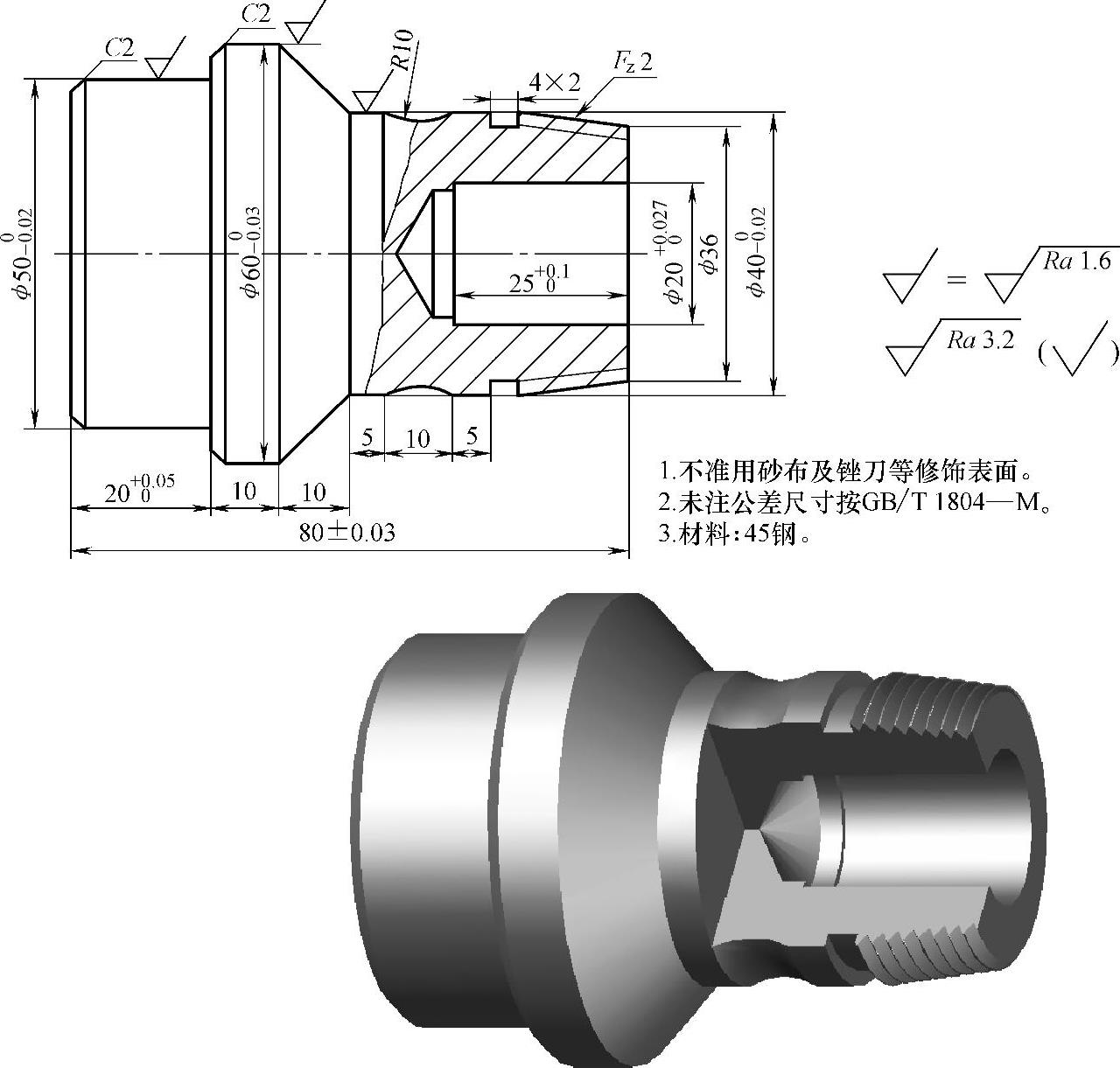
图4-29 锥螺纹轴零件图
表4-29 锥螺纹轴数控加工刀具卡

(2)锥螺纹轴数控加工工艺卡(表4-30)
3.程序编制
(1)加工零件左端
1)建立工件坐标系。加工零件时,夹住毛坯外圆,工件坐标系设在工件左端面轴线上,如图4-30所示。
表4-30 锥螺纹轴数控加工工艺卡
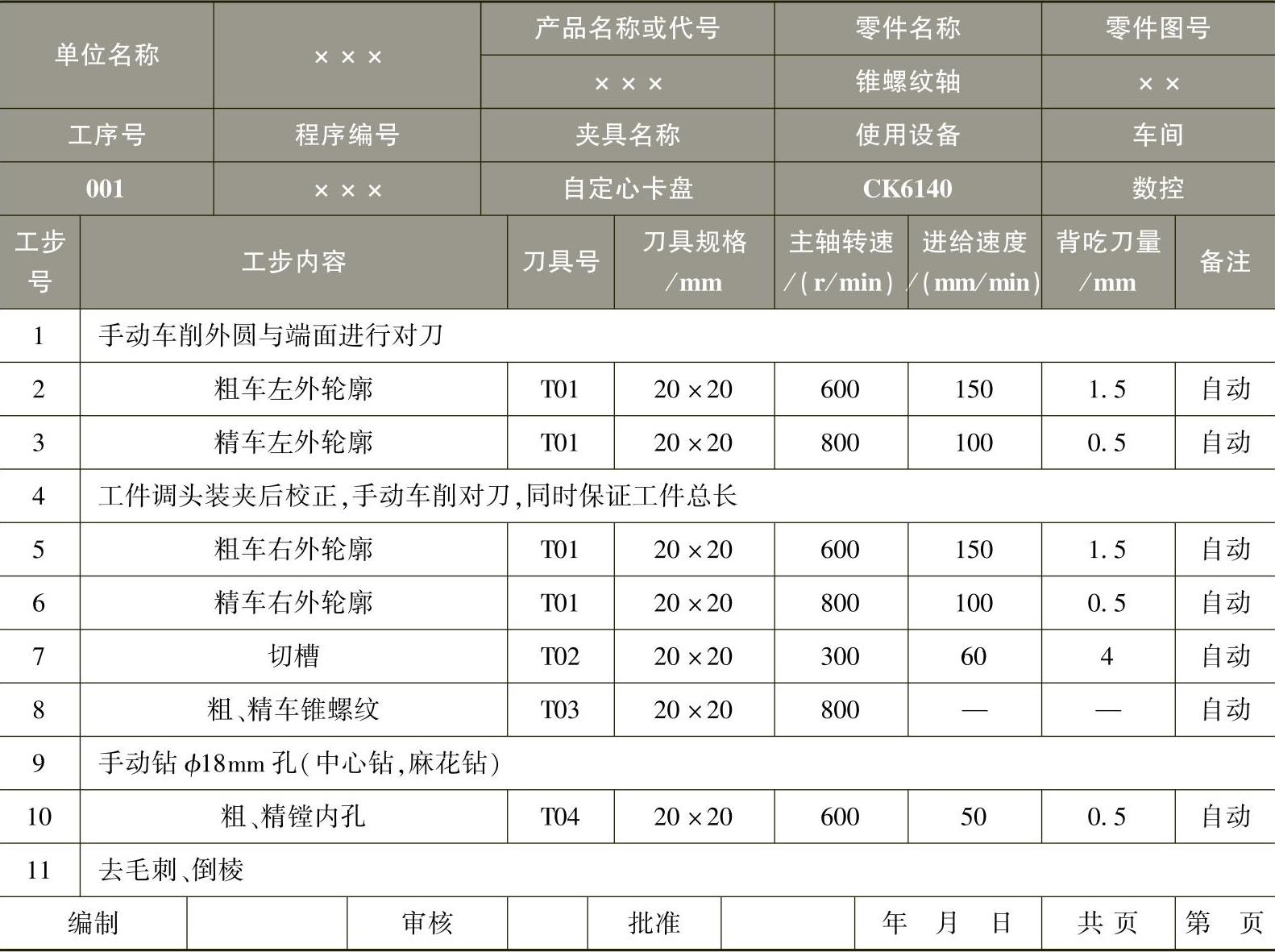
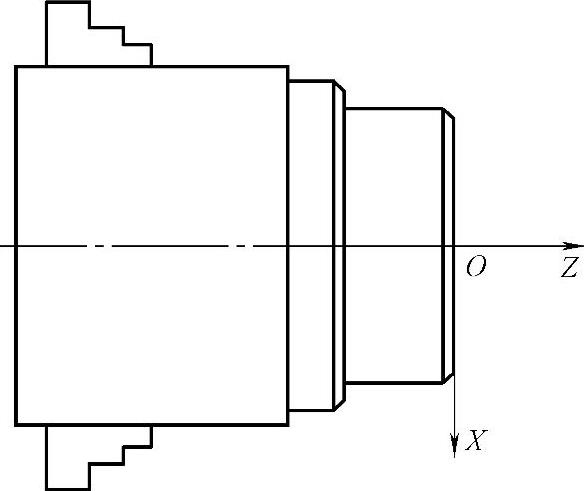
图4-30 左端工件坐标系
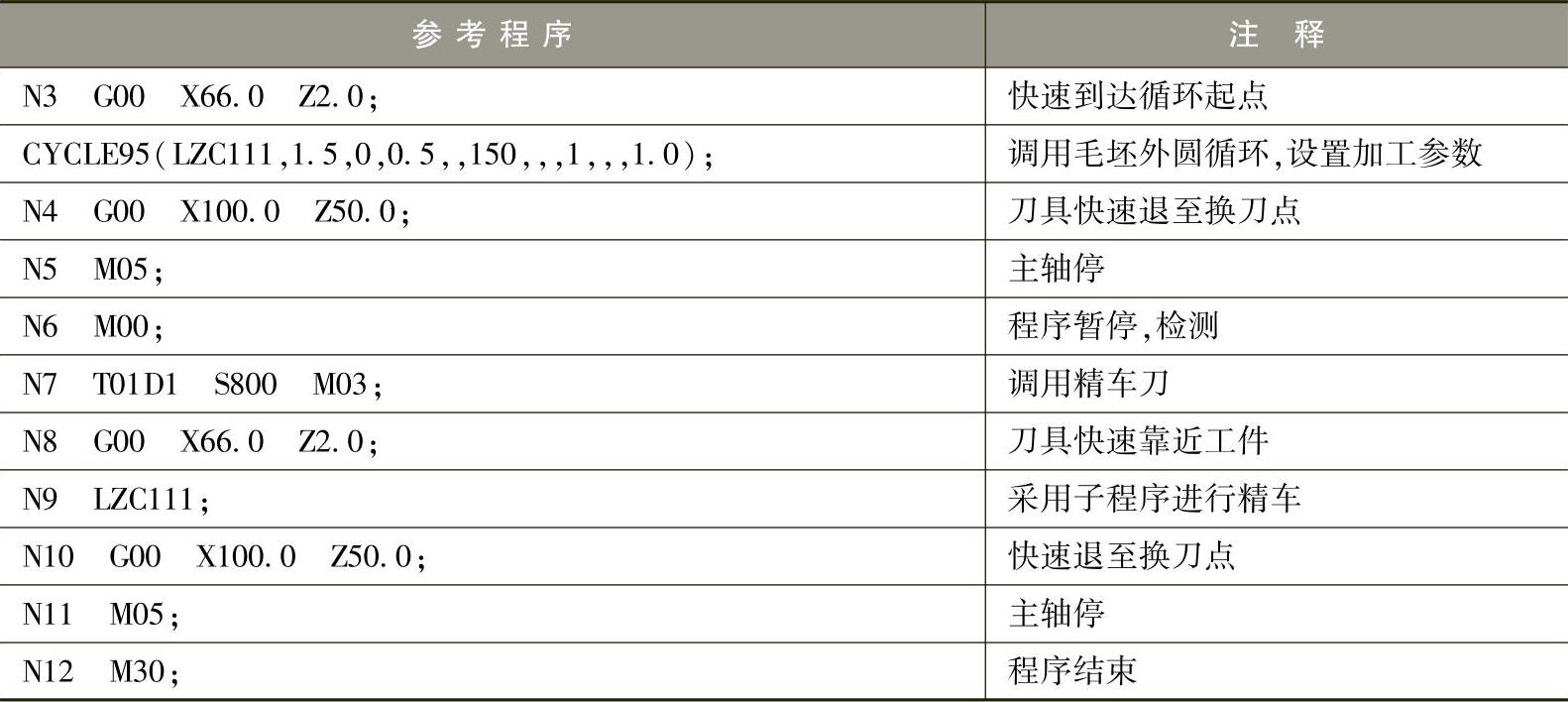
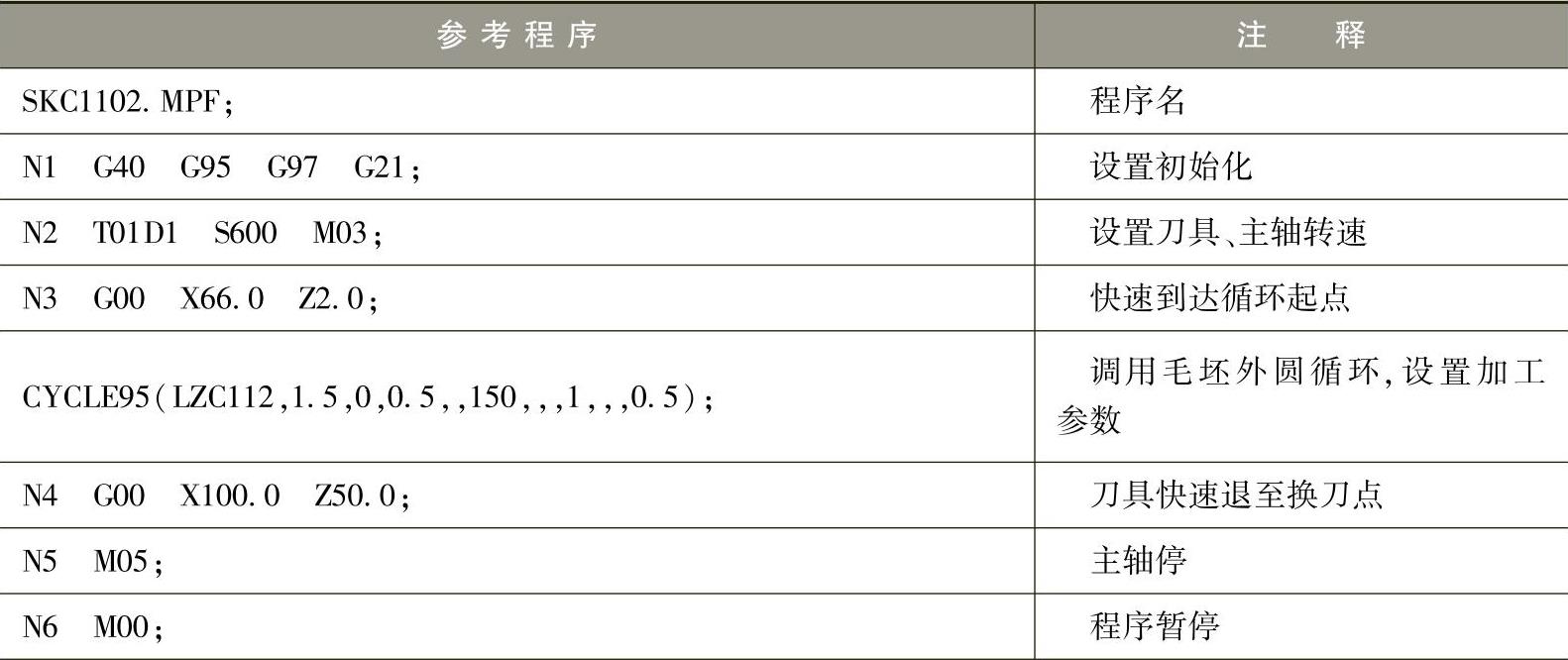
2)左端参考程序(表4-31)。
表4-31 左端参考程序

(续)
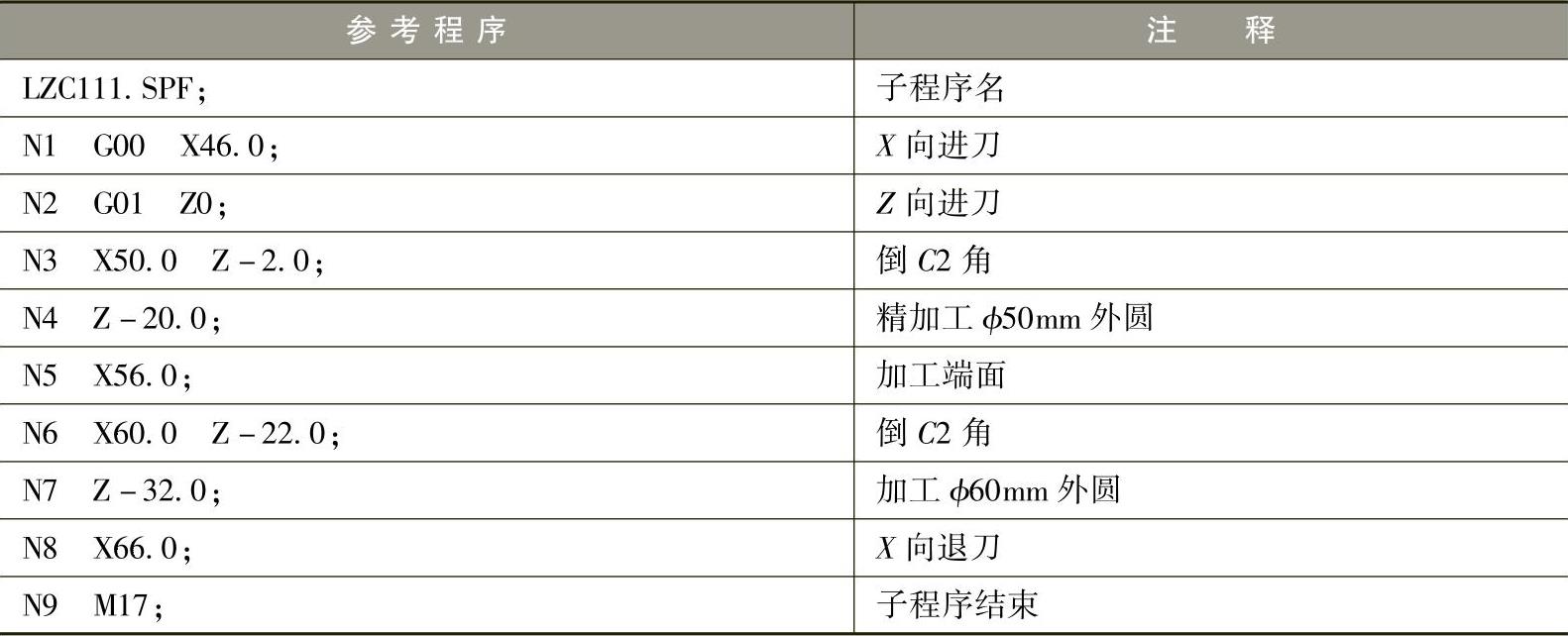
西门子802D左端轮廓加工子程序见表4-32。(https://www.xing528.com)
表4-32 西门子802D左端轮廓加工子程序
(2)编制右端轮廓加工程序
1)设置工件坐标系。以工件ϕ600-0.03mm左端面定位,用铜皮包住ϕ500-0.02mm,并用百分表校正,自定心卡盘夹持ϕ500-0.02mm外圆粗、精车右端轮廓。工件坐标系设在工件端面轴线上,如图4-31所示。
2)右端基点坐标值(表4-33)。
表4-33 右端基点坐标值

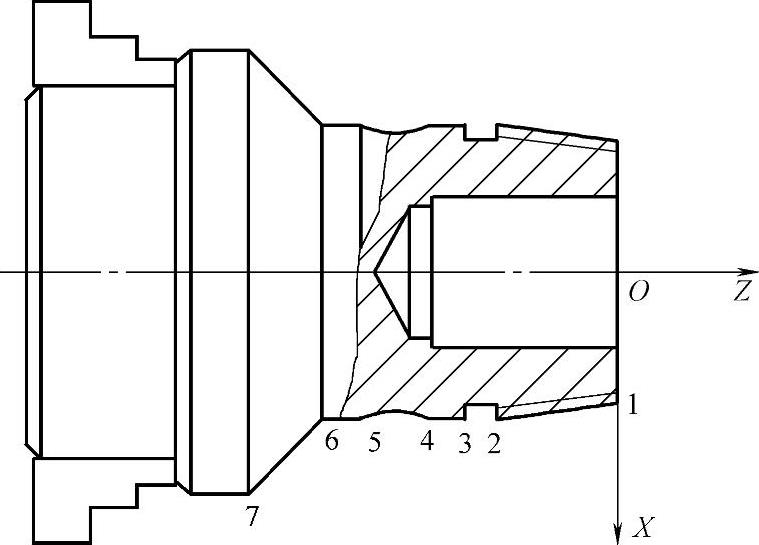
图4-31 加工右端坐标系及基点
3)锥螺纹相关尺寸计算。作图4-32所示锥螺纹起点与终点示意图,直角三角形△ABC与△EDC相似,则有
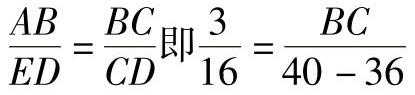
所以BC=0.75mm(直径值)。
同理,直角三角形△EGF与△EDC相似,则有
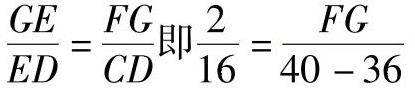
所以FG=0.5mm(直径值)。
A点坐标为(35.25,3),F点坐标为(40.5,-18.0)
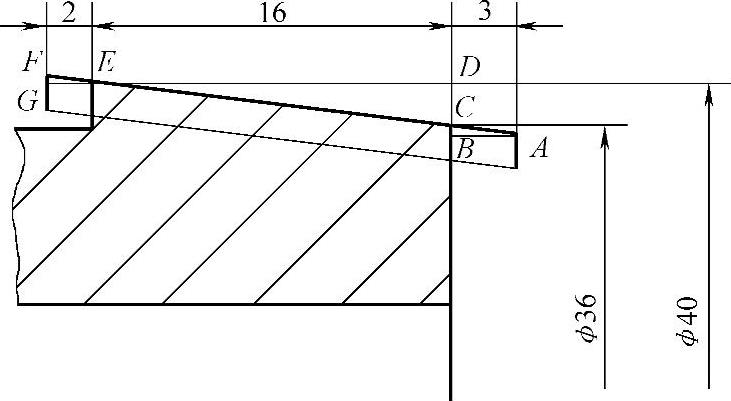
图4-32 锥螺纹起点与终点示意图
螺纹牙深:H=0.5413P=0.5413×2mm=1.08mm
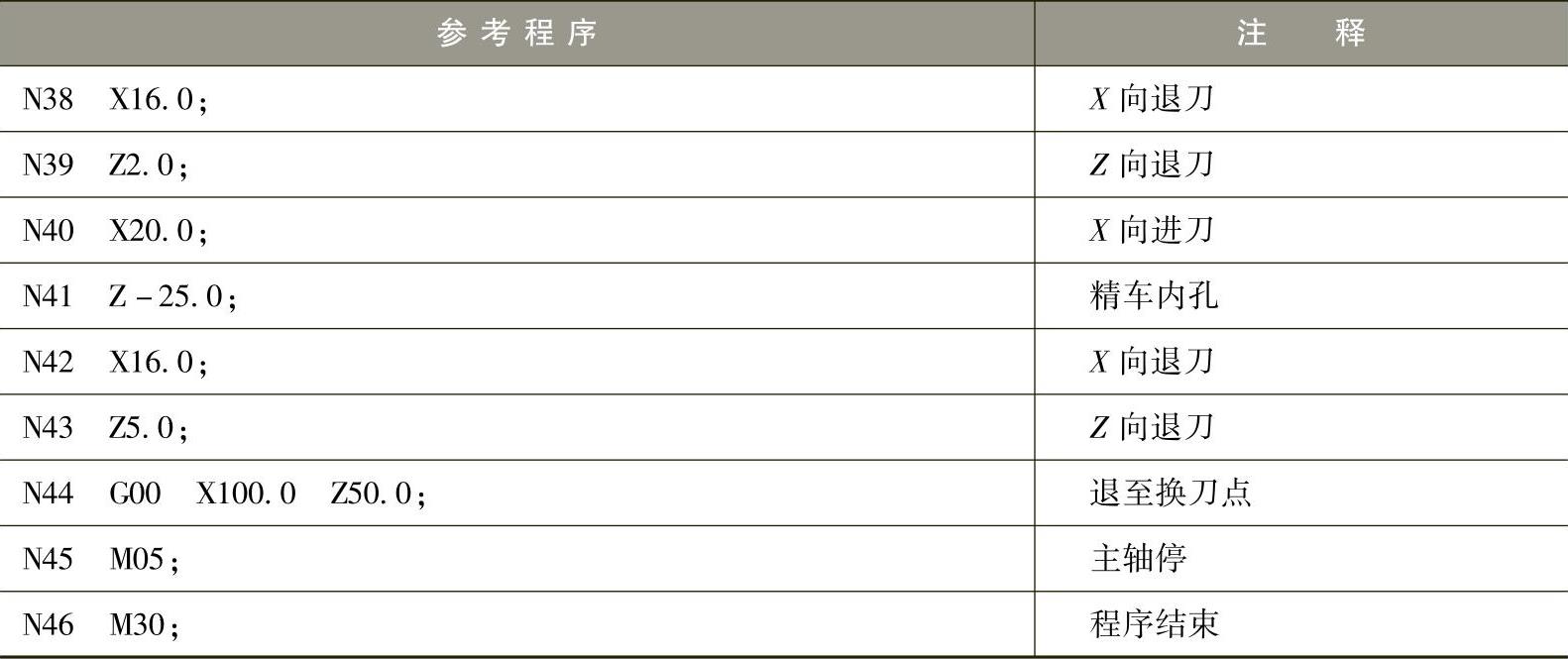
4)右端参考程序(表4-34)。
表4-34 右端参考程序
(续)
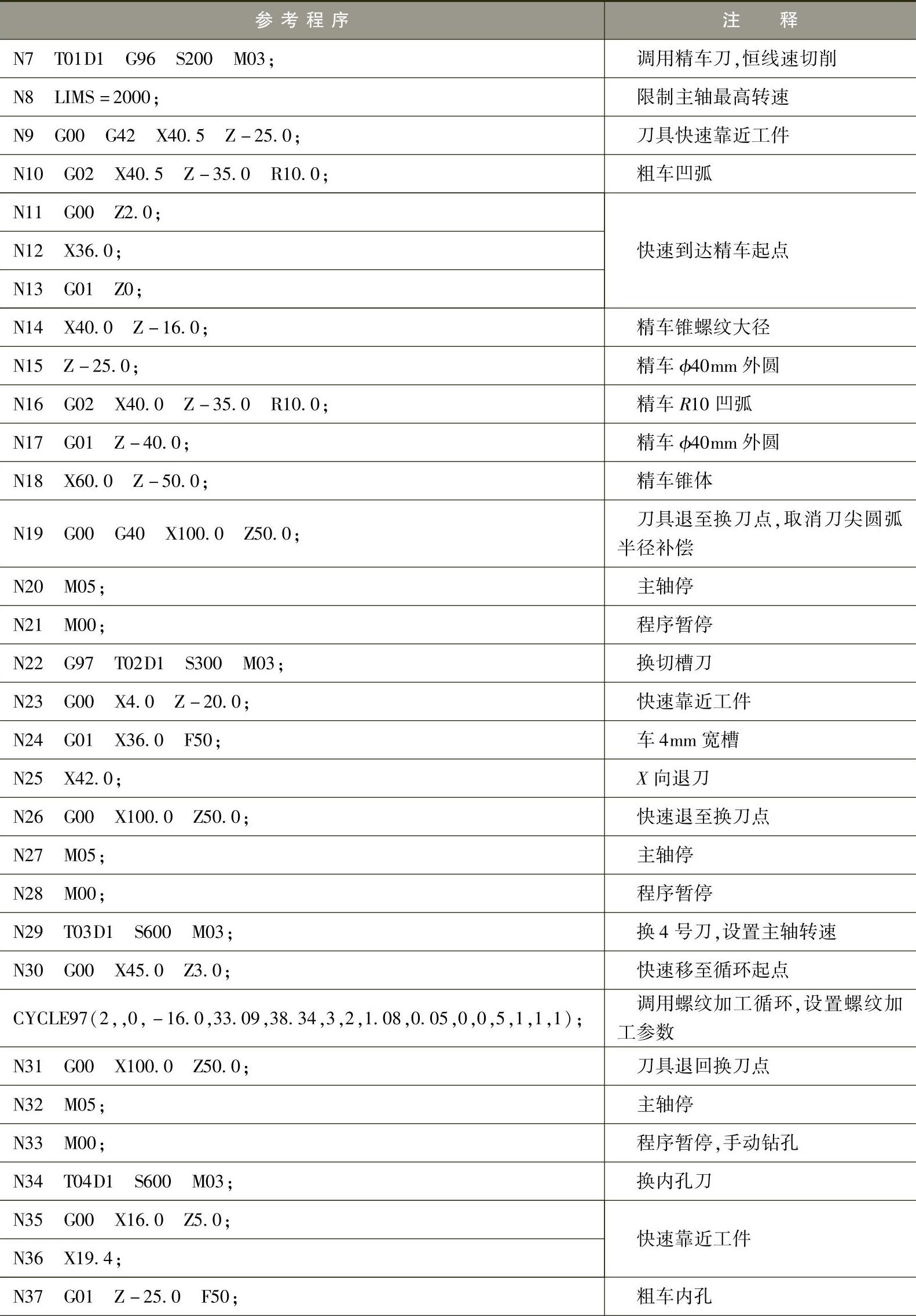
(续)
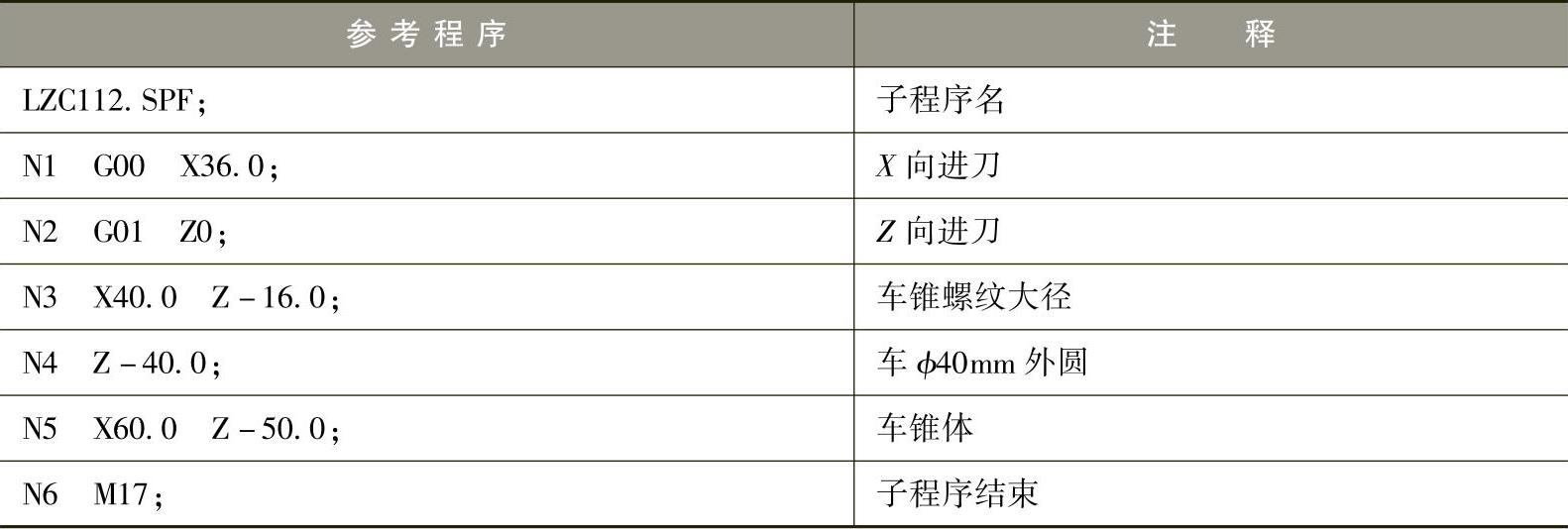
西门子802D右端轮廓加工子程序见表4-35。
表4-35 西门子802D右端轮廓加工子程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。