



1.等螺距直螺纹
(1)指令格式
G32 X(U))_Z(W)_ F_ Q_;
式中 X(U)_ Z(W)_——直线螺纹的终点坐标;
F——直线螺纹的导程。如果是单线螺纹,则为直线螺纹的螺距;
Q——螺纹起始角。该值为不带小数点的非模态值,其单位为0.001°。如果是单线螺纹,则该值不用指定,这时该值为0。
在该指令格式中,当只有Z向坐标数据字Z(W)_时,指令加工等螺距圆柱螺纹;当只有X向坐标数据字X(U)_时,指令加工等螺距端面螺纹。
例1 G32 W-30.0 F4.0;
(2)运动轨迹及说明 执行G32圆柱螺纹时的运动轨迹如图3-52所示。G32指令近似于G01指令,刀具从B点以每转进给一个导程/螺距的速度切削至C点。其切削前的进刀和切削后的退刀都要通过其他的程序段来实现,如图中的AB、CD、DA运动轨迹。
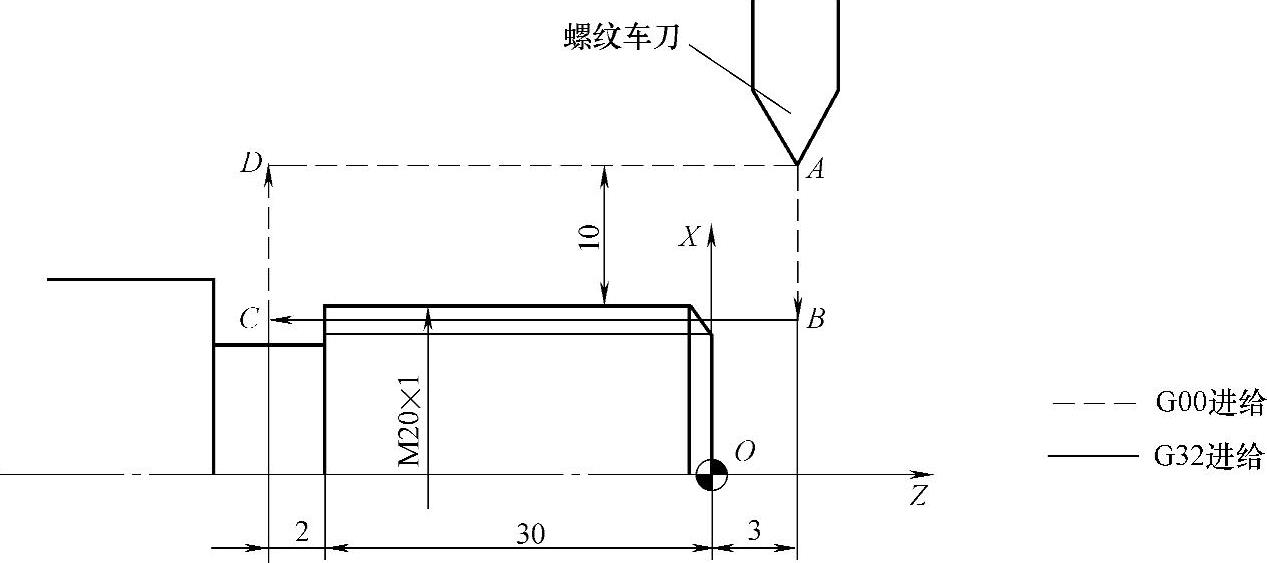
图3-52 G32圆柱螺纹的运动轨迹
在加工等螺距圆柱螺纹以及除端面螺纹之外的其他各种螺纹时,均需特别注意其螺纹车刀的安装方法(正、反向)以及主轴的旋转方向应与车床刀架的配置方式(前、后置)相适应。例如采用图3-52所示后置刀架车削其右旋螺纹时,不仅螺纹车刀必须反向(即前刀面向下)安装,车床主轴也必须用M04指令其旋向。否则,车出的不是右旋螺纹,而是左旋螺纹。如果螺纹车刀正向安装,主轴用M03指令,则起刀点也应改为图3-52中D点。
(3)编程实例 试用G32指令编写图3-52所示工件的螺纹加工程序。
分析:因该螺纹为普通连接螺纹,没有规定其公差要求,可参照螺纹公差的国家标准,对其大径(车螺纹前的外圆直径)尺寸,可靠近最低配合要求的公差带,如8e并取其中值确定,或者按经验取为19.8mm,以避免合格螺纹的牙顶出现过尖的疵病。
螺纹切削导入距离δ1取3mm,导出距离δ2取2mm。螺纹的总切深量预定为1.3mm,分三次切削,背吃刀量依次为0.8mm、0.4mm和0.1mm。
程序如下。
O3025;
…
G00 X40.0 Z3.0; (δ1=3mm)
U-20.8;
G32 W-35.0 F1.0; (螺纹第一刀切削,背吃刀量为0.8mm)
G00 U20.8;
W35.0;
U-21.2;
G32 W-35.0 F1.0; (背吃刀量为0.3mm)
G00 U21.2;
W35.0;
U-21.3;
G32 W-35.0 F1.0; (背吃刀量为0.1mm)(https://www.xing528.com)
G00 U21.3;
W35.0;
G00 X100.0 Z100.0;
M30;
2.等螺距圆锥螺纹
(1)指令格式
G32 X(U)_ Z(W)_ F_;
例2 G32 U3.0 W-30.0 F4.0;
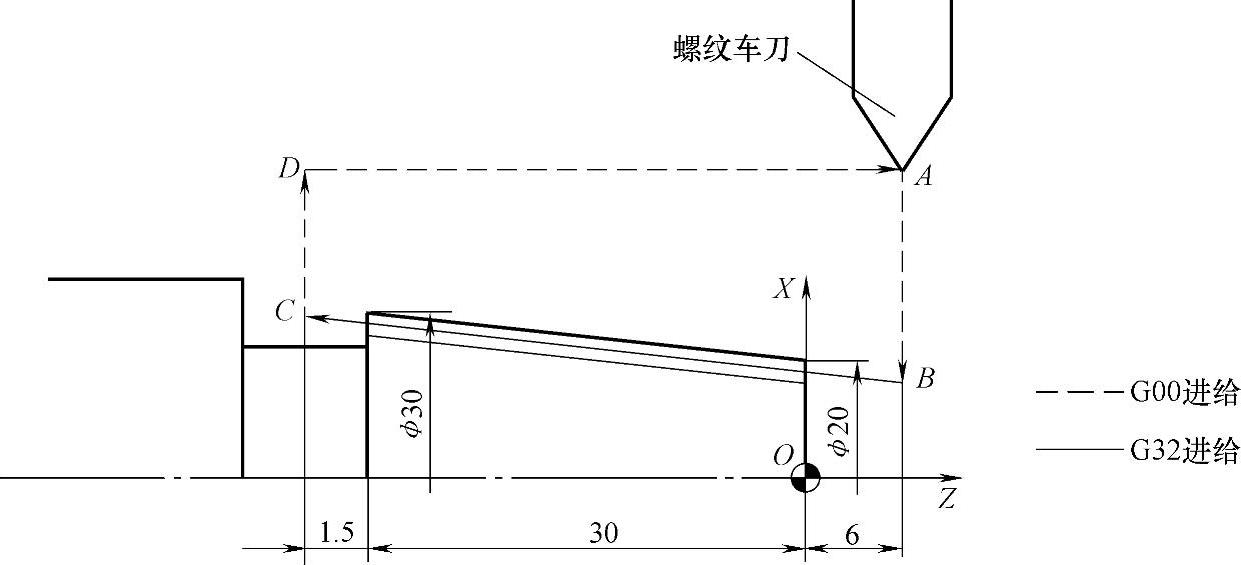
图3-53 G32圆锥螺纹的运动轨迹
(2)运动轨迹及说明 执行G32圆锥螺纹时的运动轨迹(图3-53)与G32圆柱螺纹轨迹相似。
加工圆锥螺纹时,要特别注意受δ1、δ2影响后的螺纹切削起点与终点坐标,以保证螺纹锥度的正确性。
圆锥螺纹在X或Z方向各有不同的导程,程序中导程F的取值以两者较大值为准。
(3)编程实例
例3 试用G32指令编写图3-53所示工件的螺纹(F=2.5mm)加工程序。
分析:经计算,圆锥螺纹的牙顶在B点处的坐标为(18.0,6.0),在C点处的坐标为(30.5,-31.5)。程序如下。
O3026;
…
G00 X16.7 Z6.0; (δ1=6mm)
G32 X29.2 Z-31.5 F2.5; (螺纹第1刀切削,背吃刀量为1.3mm)
G00 U20.0;
W37.5;
G00 X16.0 Z6.0;
G32 X28.5 Z-31.5 F2.5; (螺纹第2刀切削,背吃刀量为0.7mm)
…
(4)G32指令的其他用途 G32指令除了可以加工以上螺纹外,还可以加工以下几种螺纹。
1)多线螺纹。编制加工多线螺纹的程序时,只要用地址Q指定主轴一转信号与螺纹切削起点的偏移角度即可。
2)端面螺纹。执行端面螺纹的程序段时,刀具在指定螺纹切削距离内以每转F的速度沿X向进给,而Z向不做运动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。