



1.应用G94加工宽槽
在使用G94指令时,如果设定Z值不移动或设定W值为零时,就可用来进行切槽加工。如图3-44所示,毛坯为ϕ30mm的棒料,采用G94编写加工程序,G94加工宽槽参考程序见表3-25。
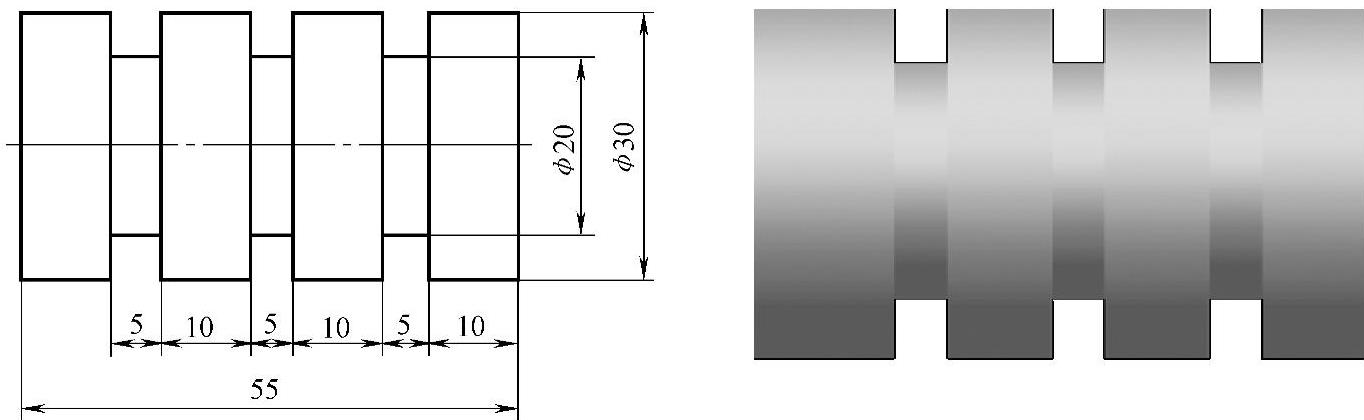
图3-44 等距槽
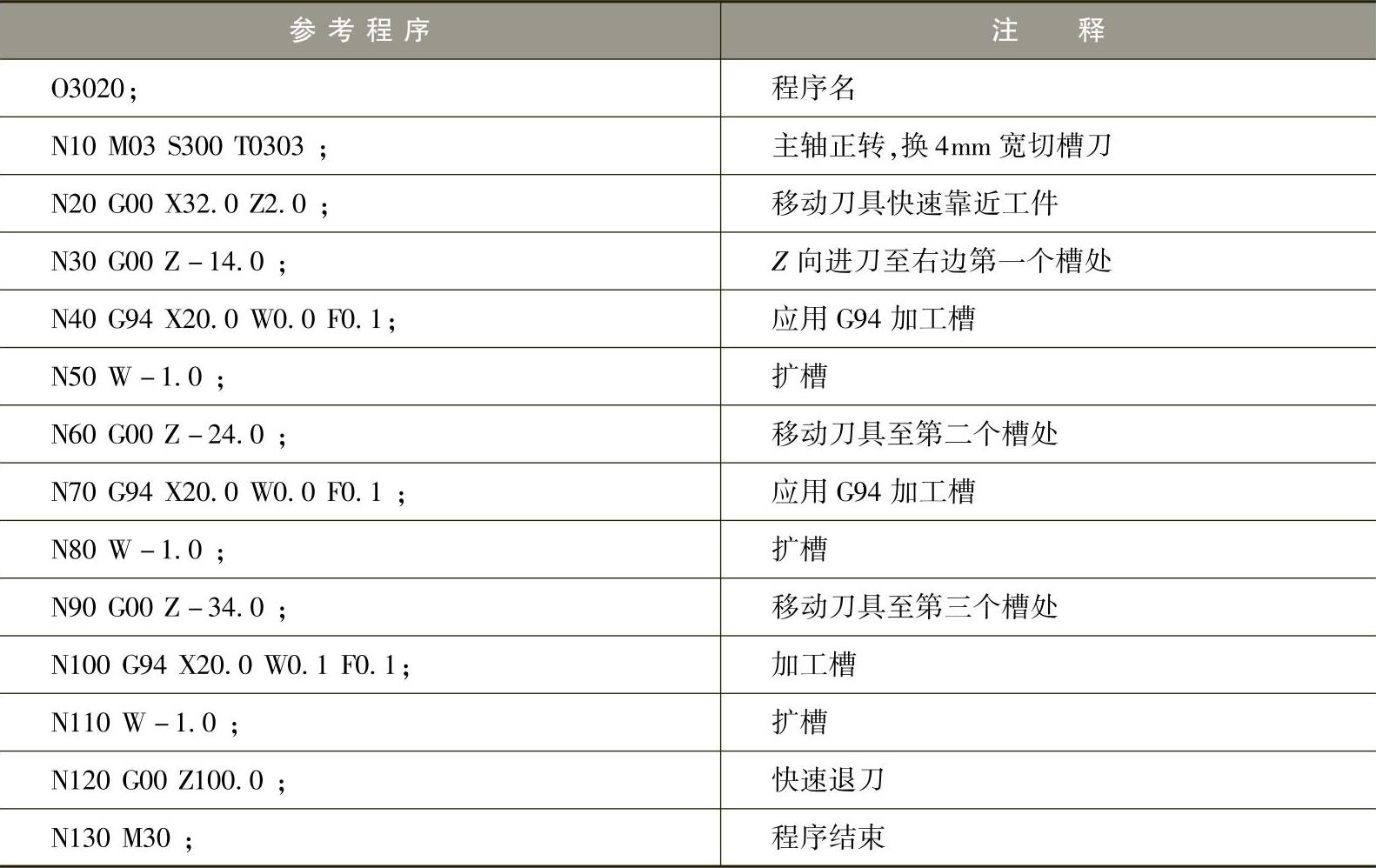
表3-25 G94加工宽槽参考程序
2.应用G75指令加工宽槽
(1)指令格式
G75 R(e);
G75 X(U)____ Z(W)____ P(Δi) Q(Δk) R(Δd) F_;
式中 e——退刀量,其值为模态值;
X(U)____Z____(W)——切槽终点处坐标;
Δi——X方向的每次切深量,用不带符号的半径量表示;
Δk——刀具完成一次径向切削后,在Z方向的偏移量,用不带符号的值表示;
Δd——刀具在切削底部的Z向退刀量,无要求时可省略;
F——径向切削时的进给速度。
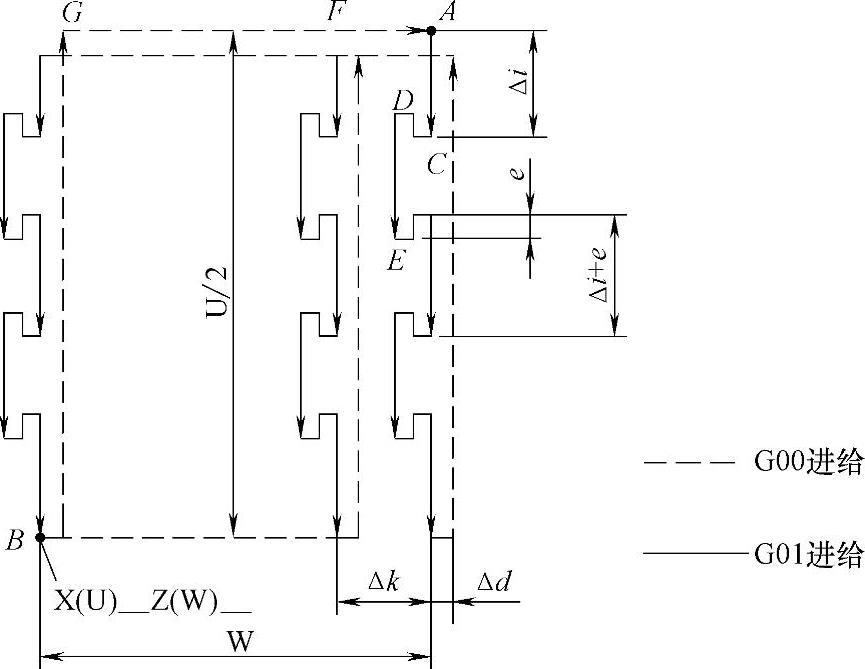
(2)循环轨迹及说明 G75循环轨迹如图3-45所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-45 G75循环轨迹
1)刀具从循环起点(A点)开始,沿径向进刀Δi并到达C点。
2)退刀e(断屑)并到达D点。
3)按该循环递进切削至径向终点X的坐标处。
4)退到径向起刀点,完成一次切削循环。
5)沿轴向偏移Δk至F点,进行第二层切削循环。
6)依次循环,直至刀具切削至程序终点坐标处(B点),径向退刀至起刀点(G点),再轴向退刀至起刀点(A点),完成整个切槽循环动作。
G75程序段中的Z(W)值可省略或设定值为0,当Z(W)值设为0时,循环执行时刀具仅做X向进给而不做Z向偏移。
对于程序段中的Δi、Δk值,在FANUC系统中,不能输入小数点,而直接输入最小编程单位,如P1 500表示径向每次切深量为1.5mm。
车一般外沟槽时,因切槽刀外圆切入,其几何形状与切断刀基本相同,车刀两侧副后角相等,车刀左右对称。
(3)编程示例 如图3-46所示,使用G75指令进行切槽加工。G75加工宽槽参考程序见表3-26。
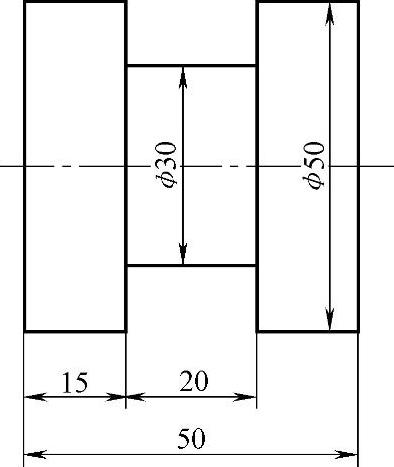
图3-46 G75加工宽槽示例
表3-26 G75加工宽槽参考程序

(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。