



1.槽加工基本指令
(1)直线插补指令(G01) 在数控车床上加工槽,无论外沟槽、内沟槽还是端面槽,都可以采用G01指令来直接实现。G01指令格式在前面章节中已讲述,在此不再赘述。
(2)进给暂停指令(G04) 该指令使各轴运动停止,但不改变当前的G代码模态和保持的数据、状态,延时给定的时间后,再执行下一个程序段。
1)指令格式。
G04 P_;或G04 X_;或G04 U_;
2)指令说明。
①G04为非模态G代码。
②G04延时时间由代码字P、X或U指定,P值单位为ms,X、U单位为s。
2.简单凹槽的加工
简单凹槽的特点是槽宽较窄、槽深较浅、形状简单、尺寸精度要求不高,如图3-42所示。加工该类槽,一般选用切削刃宽度等于槽宽的切槽刀,一次加工完成。
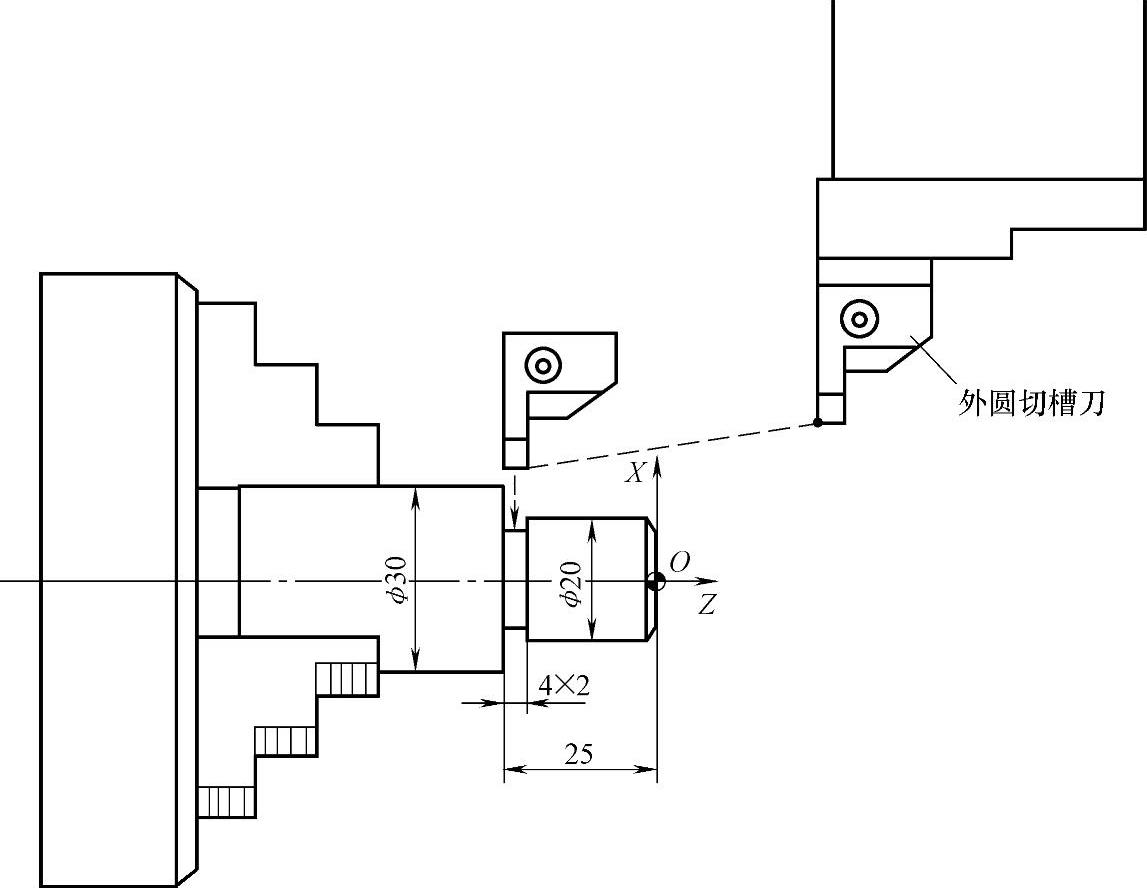
图3-42 简单凹槽加工示意图
该类槽的编程很简单:快速移动刀具至切槽位置,切削进给至槽底,刀具在凹槽底部做短暂的停留,然后快速退刀至起始位置,这样就完成了凹槽的加工。简单凹槽的加工参考程序见表3-23,切槽刀选用与凹槽宽度相等的标准4mm方形凹槽加工刀具。
表3-23 简单凹槽的加工参考程序

上述实例虽然简单,但是它包含凹槽加工工艺、编程方法的几个重要原则,具体如下。
1)注意凹槽切削前起点与工件间的安全间隙,本例刀具位于工件直径上方3mm处。
2)凹槽加工的进给率通常较低。
3)简单凹槽加工的实质是成形加工,刀片的形状和宽度就是凹槽的形状和宽度,这也意味着使用不同尺寸的刀片就会得到不同的凹槽宽度。(https://www.xing528.com)
3.精密凹槽的加工
(1)精密凹槽加工基本方法 简单进退刀加工出来的凹槽的侧面比较粗糙、外部倒角非常尖锐,且宽度取决于刀具的宽度和磨损情况。要得到高质量的凹槽,需要进行粗、精加工。用比槽宽小的刀具进行粗加工,切除大部分余量,在槽侧及槽底留出精加工余量,然后对槽侧及槽底进行精加工。
图3-43所示为精密凹槽加工示例,槽的位置由尺寸(25±0.02)mm定位,槽宽4mm,槽底直径为ϕ24mm,槽口两侧有C1的倒角。
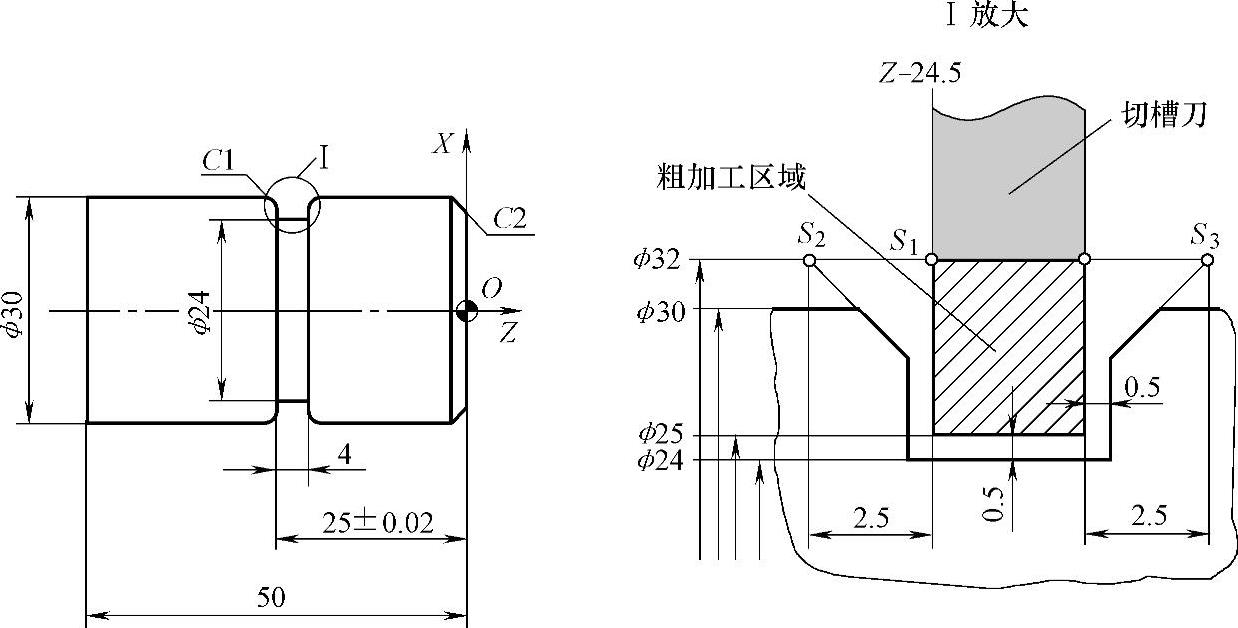
图3-43 精密凹槽加工示例
拟用刃宽为3mm的刀具进行粗加工,刀具起点设计在S1点(X32,Z-24.5)。向下切除图3-43所示的粗加工区域,同时在槽侧及槽底留出0.5mm的精加工余量。然后,用切槽刀对槽的左右两侧分别进行精加工,并加工出C1的倒角。槽左侧及倒角精加工起点设在倒角轮廓延长线的S2点(左刀尖到达S2),刀具沿倒角和侧面轮廓切削到槽底,抬刀至ϕ32mm。槽右侧及倒角精加工起点设在倒角轮廓延长线的S3点(右刀尖到达S3),刀具沿倒角和侧面轮廓切削到槽底,抬刀至ϕ32mm。
(2)凹槽公差控制 若凹槽有严格的公差要求,精加工时可通过调整切槽刀X向和Z向偏置补偿值的方法,得到较高要求的槽深和槽宽尺寸。
加工中经常遇到并对凹槽宽度影响最大的问题是刀具磨损。随着刀片的不断使用,它的切削刃也不断磨损并且实际宽度变窄。其切削能力没有削弱,但是加工出的槽宽可能不在公差范围内。消除尺寸落在公差带之外的方法:在精加工操作时调整刀具偏置值。
假定在程序中,以左刀尖为刀位点,使用同一个偏移量对槽的左右两侧分别进行精加工。如果加工中由于刀具磨损而使槽宽变窄,在不换刀的情况下,正向或负向调整Z轴偏置,将改变凹槽相对于程序原点位置,但是不能改变槽宽。
若要不仅能改变凹槽位置,又能改变槽宽,则需要控制凹槽宽度的第二个偏置。设计左侧倒角和左侧面使用一个偏置(03)进行精加工,右侧倒角和右侧面则使用另一个偏置,为了便于记忆,将第二个偏置的编号定为13。这样通过调整两个刀具偏置,就能保证加工凹槽的宽度不受刀具磨损的影响。
(3)精密凹槽加工参考程序 见表3-24。
表3-24 精密凹槽加工参考程序
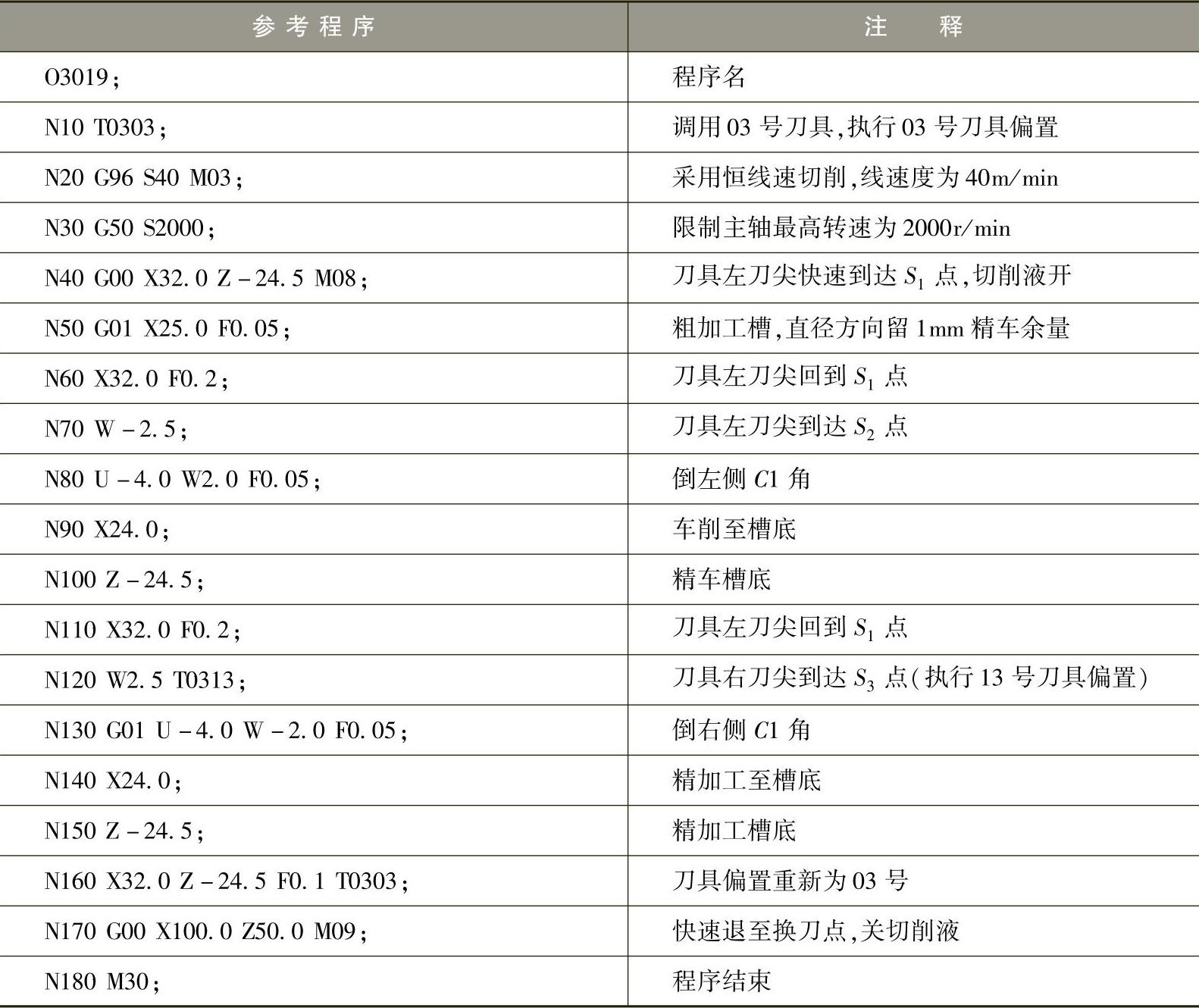
在上述加工程序中,一把刀具使用了两个偏置,其目的是控制凹槽宽度而不是它的直径。基于程序实例O3019,应注意以下几点。
1)开始加工时两个偏置的初始值应相等(偏置03和13有相同的X、Z值)。
2)偏置03和13中的X偏置总是相同的,调整两个X偏置可以控制凹槽的深度公差。
3)要调整凹槽左侧面位置,则改变偏置03的Z值。
4)要调整凹槽右侧面位置,则改变偏置13的Z值。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。