



【摘要】:2)为保证锥度的尺寸精度,加工需要进行刀尖圆弧半径补偿。3)内圆锥加工中一定要注意刀尖的位置方向。4)多数内圆锥的尺寸需要进行计算,掌握良好的计算方法,可以提高工艺制订效率。8)加工高精度的内圆锥时,最好在精车前增加一道检测工步。图3-40 内圆锥加工示例内圆锥小端直径的计算,即内圆锥加工参考程序见表3-21。
1.加工内圆锥注意事项
在数控车床上加工内圆锥应注意以下问题。
1)为了便于观察与测量,装夹工件时应尽量使锥孔大端直径位置在外端。
2)为保证锥度的尺寸精度,加工需要进行刀尖圆弧半径补偿。
3)内圆锥加工中一定要注意刀尖的位置方向。
4)多数内圆锥的尺寸需要进行计算,掌握良好的计算方法,可以提高工艺制订效率。
5)车内圆锥时的切削用量选用应比车削外圆锥小10%~30%。
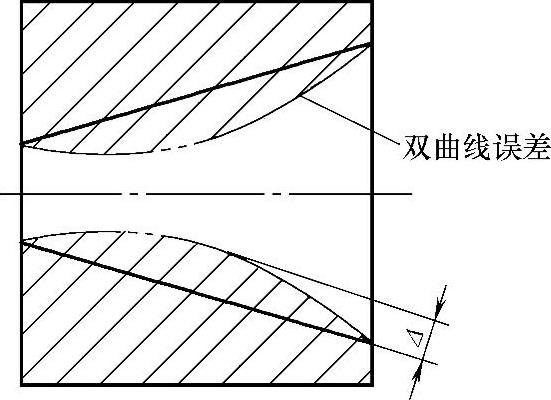
图3-39 内圆锥车削的双曲线误差
6)车削内圆锥时装刀必须保证刀尖严格对准工件旋转中心,否则会产生双曲线误差,如图3-39所示;选用的精车刀具必须有足够的耐磨性;刀柄伸出的长度应尽可能短,一般比所需行程长3mm,并且根据内孔尺寸尽可能选用大的刀柄尺寸,保证刀具刚度。
7)车削内圆锥时必须保证有充足的切削液进行冷却,以保证内孔的表面粗糙度与刀具寿命。
8)加工高精度的内圆锥时,最好在精车前增加一道检测工步。
9)内圆锥精加工时需要考虑切屑划伤内孔表面,此时对切削用量的选择需综合考虑,一般可以考虑减小背吃刀量与进给速度。(https://www.xing528.com)
2.示例
加工图3-40所示零件,已钻出ϕ18mm通孔,试编写加工内轮廓程序。
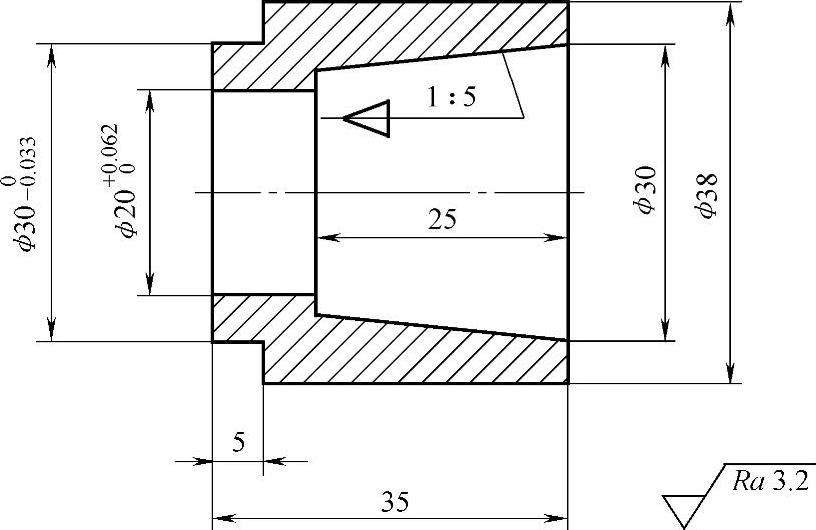
图3-40 内圆锥加工示例
内圆锥小端直径的计算,即

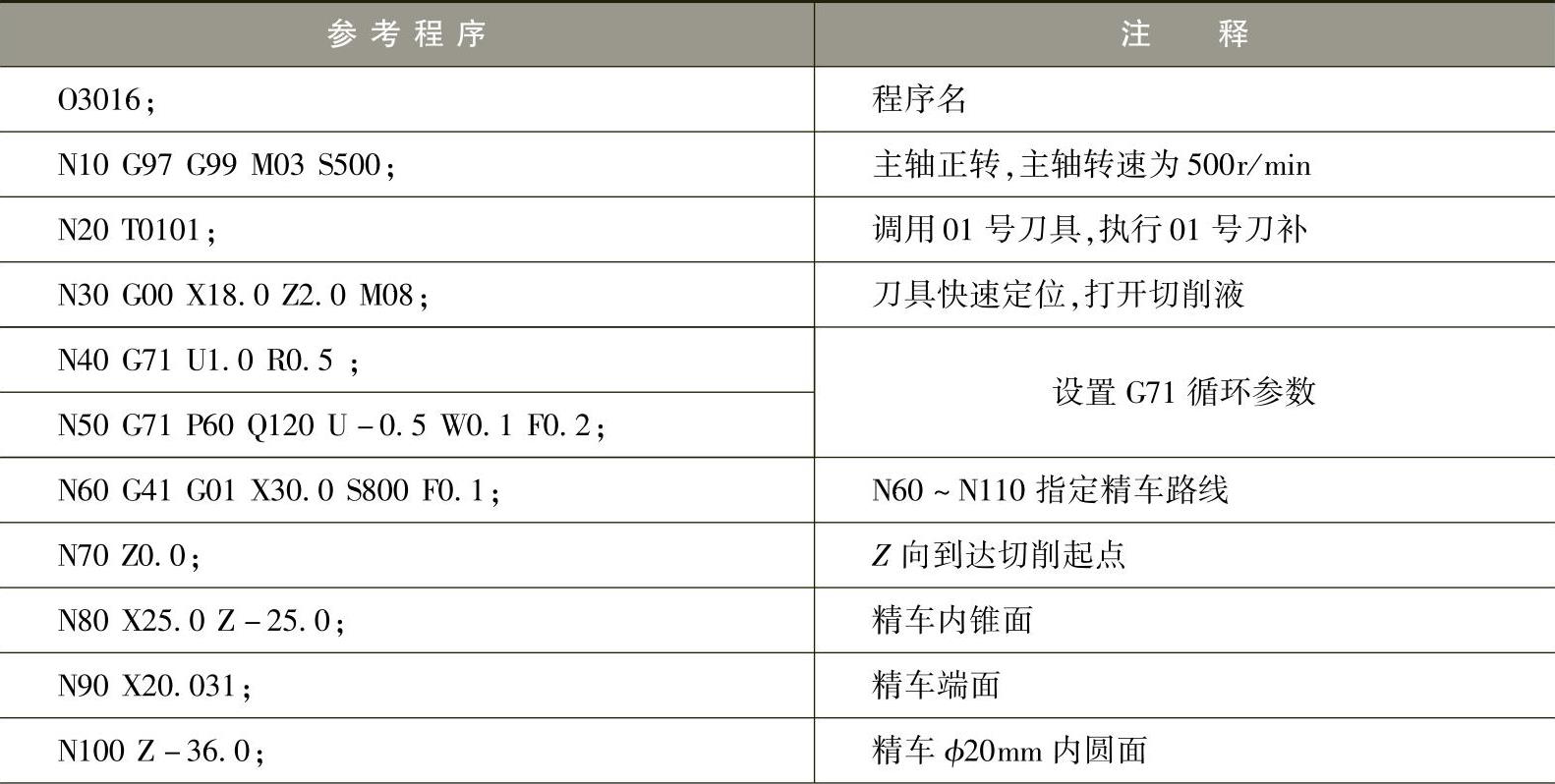
内圆锥加工参考程序见表3-21。
表3-21 内圆锥加工参考程序
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。