



对于铸、锻毛坯的粗车或者用棒料直接车削过渡尺寸较大的台阶轴,需要多次重复进行车削,使用G90或G94指令编程仍然比较麻烦,而用G71、G72、G73、G70等复合固定循环指令,只要编写出精加工进给路线,给出每次切除余量或循环次数和精加工余量,数控系统即可自动计算出粗加工时的刀具路径,完成重复切削,直至加工完毕。
1.精加工循环G70
采用复合固定循环G71、G72、G73指令进行粗车后,用G70指令可进行精车循环车削。
(1)指令格式
G70 P(ns)Q(nf);
式中 ns——精加工程序的第一个程序段的段号;
nf——精加工程序的最后一个程序段的段号。
(2)指令说明 在精加工循环G70状态下,ns~nf程序中指定的F、S、T有效;如果ns~nf程序中不指定F、S、T时,粗车循环中指定的F、S、T有效。在使用精加工循环G70时,要特别注意快速退刀路线,防止刀具与工件发生干涉。
2.内、外圆粗车循环G71
G71指令适用于毛坯余量较大的外径和内径粗车,在G71指令后描述零件的精加工轮廓,数控系统根据精加工程序所描述的轮廓形状和G71指令内的各个参数自动生成加工路径,将粗加工待切除余料一次性切削完成。
(1)指令格式
G71 U(Δd)R(e);
G71 P(ns)Q(nf)U(Δu)W(Δw)F_S_T_;
式中 Δd——X向背吃刀量,半径量,不带正负号;
e——粗加工每次车削循环的X向退刀量,无符号;
ns——精加工程序的第一个程序段的段号;
nf——精加工程序的最后一个程序段的段号;
Δu——X向精加工余量(直径量);
Δw——Z向精加工余量;
F、S、T——粗加工循环中的进给速度、主轴转速与刀具功能。
(2)指令说明
1)图3-24所示为G71指令刀具循环路径,图中A点为粗加工循环起点,B点为精加工路线的第一点,D点为精加工路线的最后一点。在循环开始时,刀具首先由A点退到C点,移动Δu/2和Δw的距离。刀具从C点平行于AB移动Δd,开始第一刀的切削循环。第一步的移动由顺序号ns的程序段中G00或G01指定;第二步切削运动用G01指令,当到达本段终点时,以与Z轴夹角45°的方向退出;第三步以离开切削表面e的距离快速返回到Z轴的出发点。再以背吃刀量为Δd进行第二刀切削,当达到精车余量时,沿精加工余量轮廓EF加工一刀,使精车余量均匀。最后从F点快速返回到A点,完成一个粗车循环。
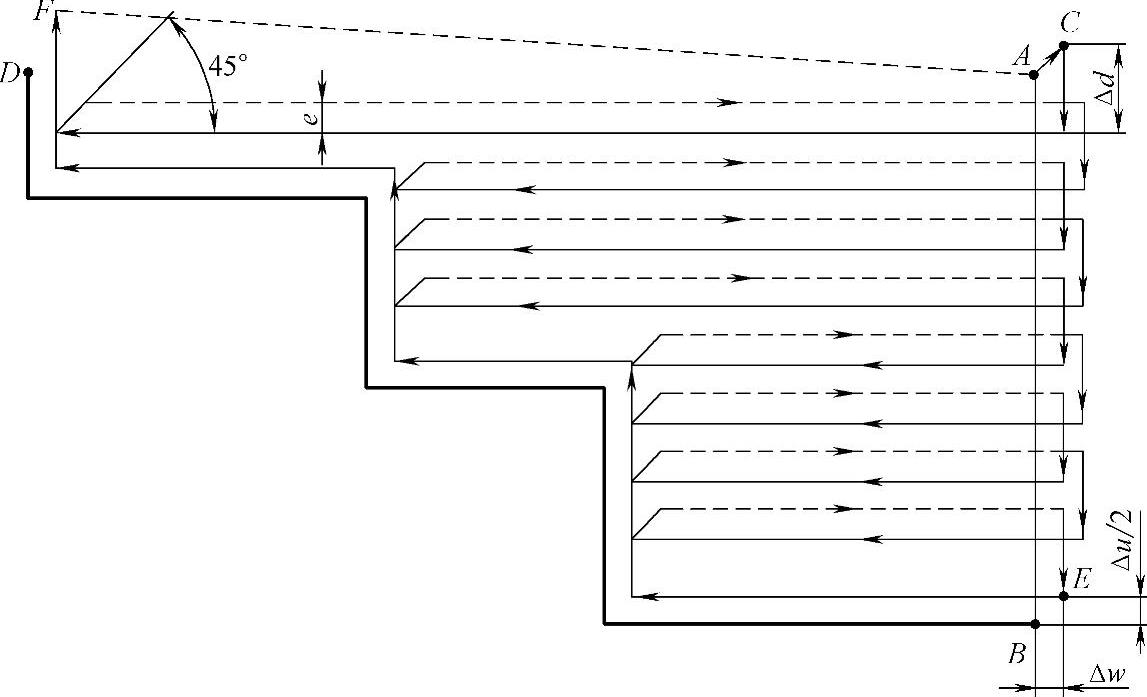
图3-24 G71指令刀具循环路径
只要在程序中给出A→B→D之间的精加工形状及X向精车余量Δu、Z向精车余量Δw和每次背吃刀量Δd即可完成ABDA区域的粗车工序。
2)在B→D之间的移动指令中,指令F、S、T功能仅在精车中有效。粗车循环使用G71程序段或者以前指令的F、S、T功能。当有恒线速控制功能时,在B→D之间移动指令中指定的G96或G97也无效,粗车循环使用G71程序段或者以前指令的G96或G97功能。
3)A→B之间的刀具轨迹由顺序号ns的程序段中指定。可以用G00或G01指令,不能指定Z轴的运动。在程序段ns~nf中,不能调用子程序。当顺序号ns的程序段用G00移动,在指令A点时,必须保证刀具在Z轴方向上位于零件之外。顺序号ns的程序,不仅用于粗车,还要用于精车时的进刀,一定要保证进刀的安全。
4)B→D之间的零件形状,X轴和Z轴都必须是单调增大或减小的图形。
5)在编程时,A点在G71程序段之前指令。
(3)示例 图3-25所示为G71应用示例。粗加工背吃刀量为2mm,进给量为0.3mm/r,主轴转速为500r/min;精加工余量X向为1mm(直径值),Z向为0.5mm,进给量为0.15mm/r,主轴转速为800r/min;程序起点如图3-25所示。试编写加工程序。
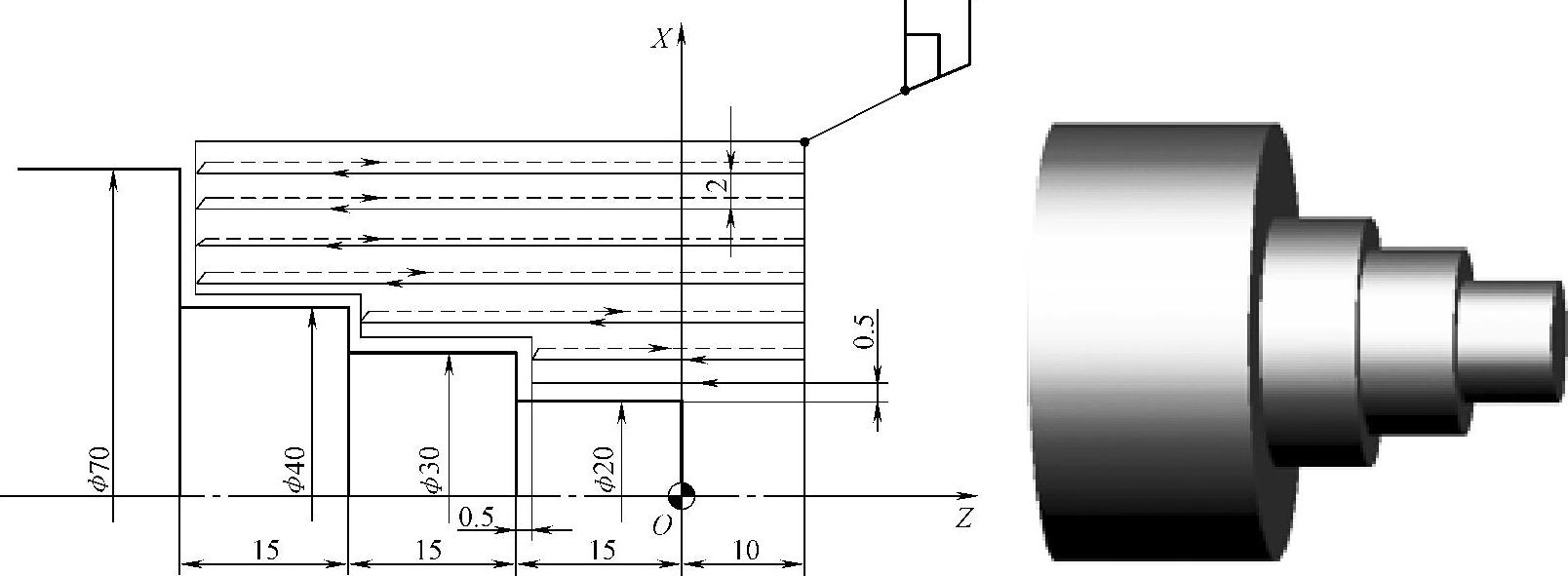
图3-25 G71应用示例
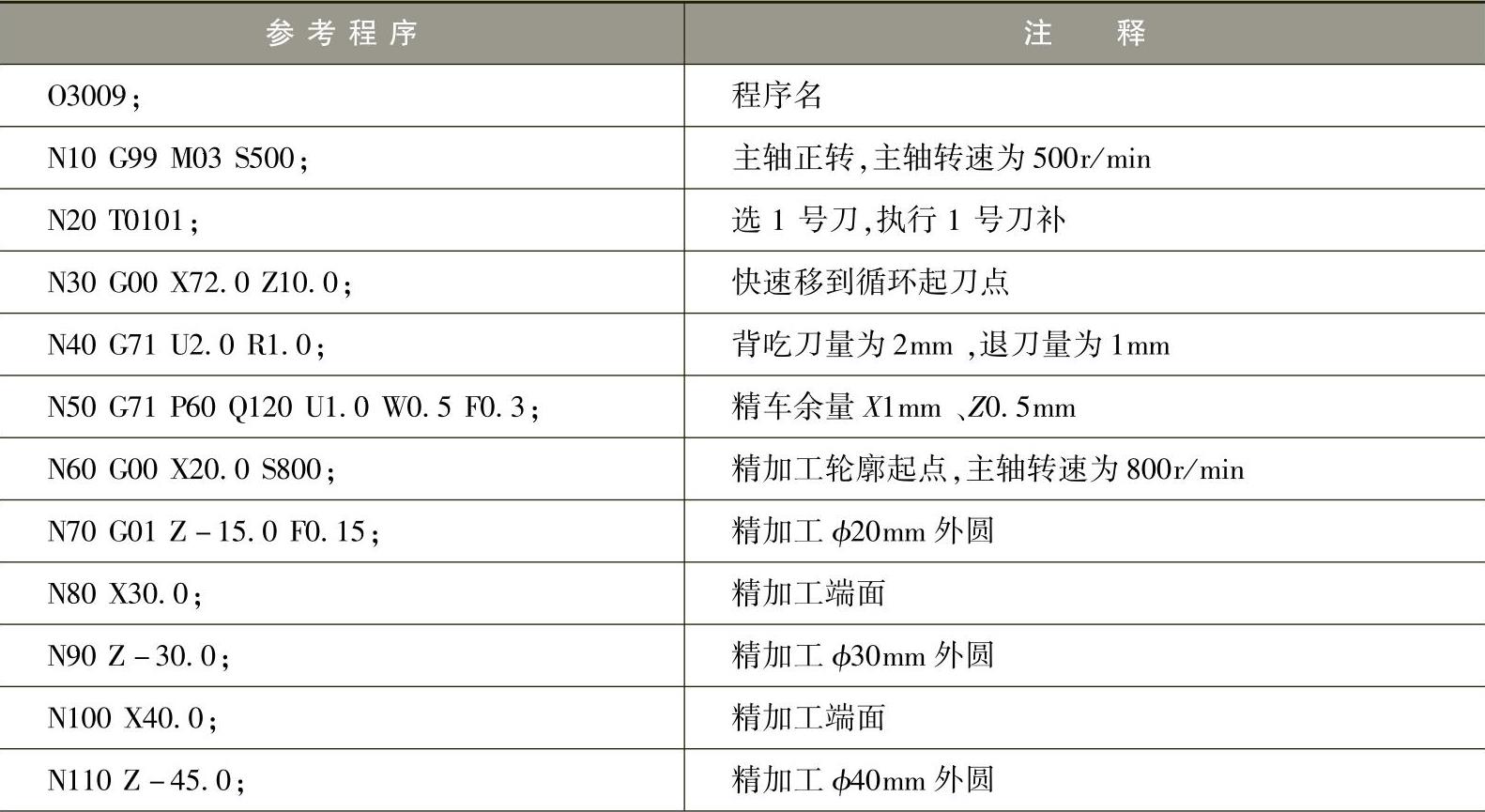
G71应用示例参考程序见表3-14。
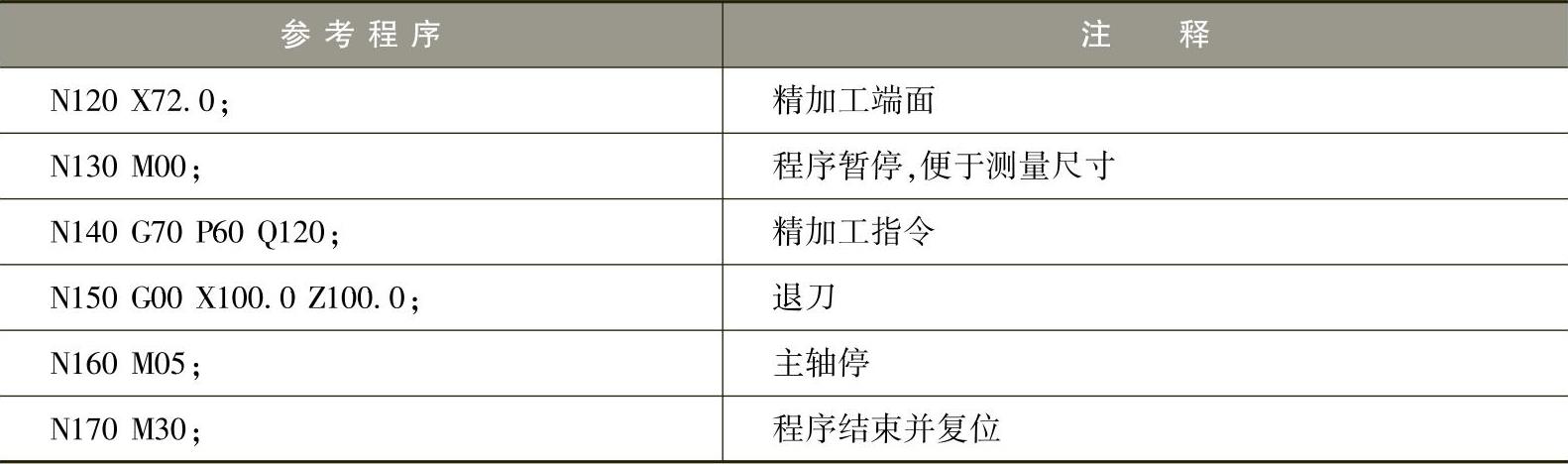
表3-14 G71应用示例参考程序(https://www.xing528.com)
(续)
3.端面粗车循环G72
端面粗车循环适用于Z向余量小、X向余量大的棒料粗加工。
(1)指令格式
G72 W(Δd)R(e);
G72 P(ns)Q(nf)U(Δu)W(Δw)F_S_T_;
式中 Δd——Z向背吃刀量,不带符号,且为模态值;
其余同G71指令中的参数。
(2)指令说明 端面粗车循环指令的含义与G71类似,不同之处是刀具平行于X轴方向切削,它是从外径方向往轴心方向切削端面的粗车循环,如图3-26所示。
(3)示例 图3-26所示为G72应用示例。粗加工背吃刀量为4mm,进给量为0.3mm/r,主轴转速为500r/min;精加工余量X向为1mm(直径值),Z向为0.5mm,进给量为0.15mm/r,主轴转速为800r/min;程序起点如图3-26所示。用端面粗车循环G72指令编写加工程序。
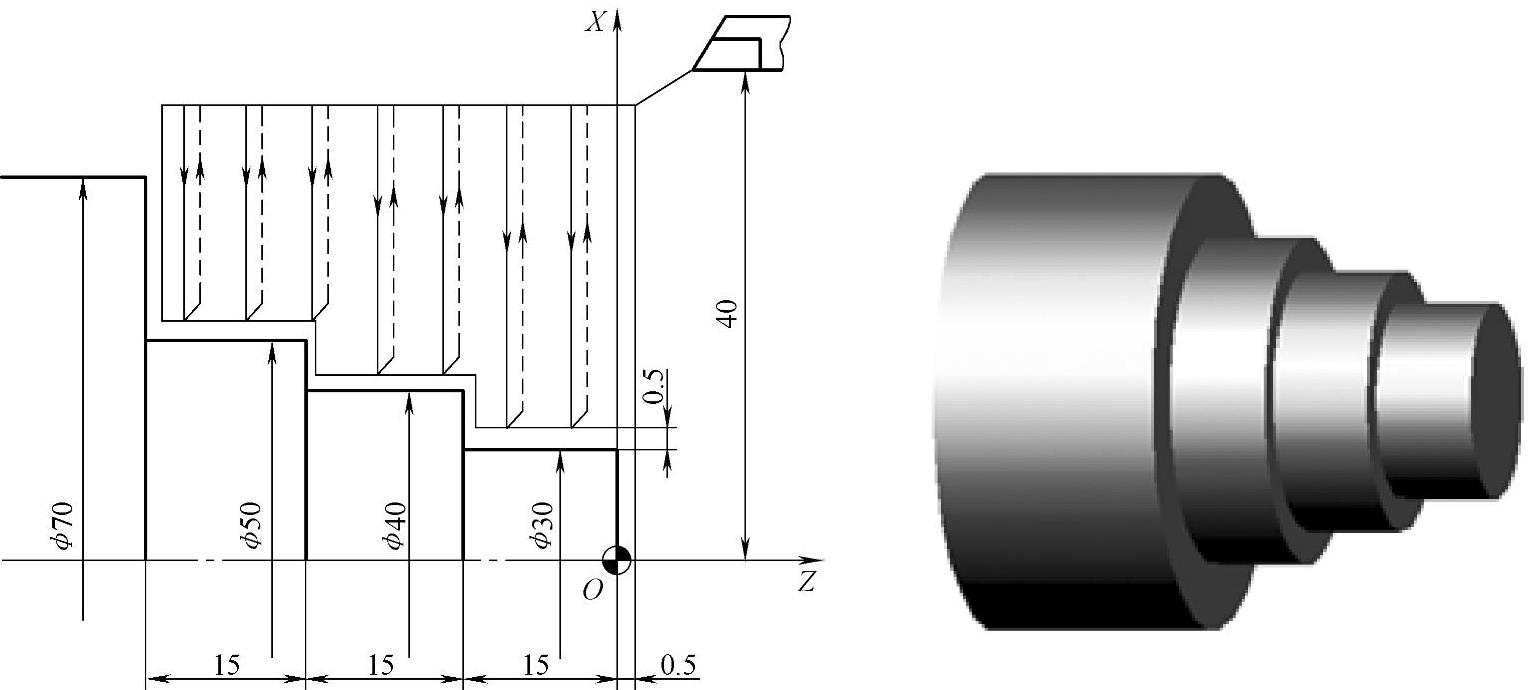
图3-26 G72应用示例
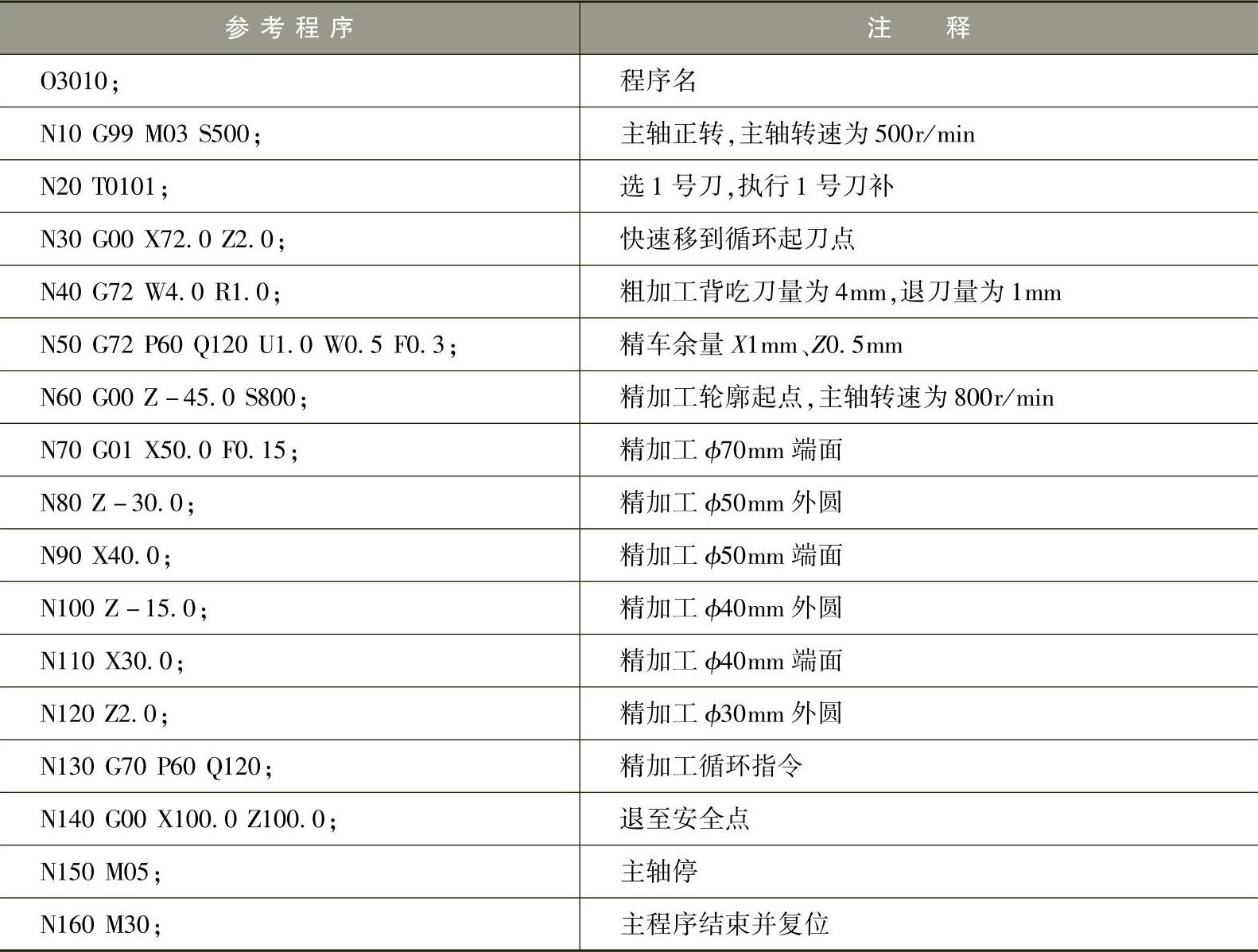
G72应用示例参考程序见表3-15。
表3-15 G72应用示例参考程序
4.固定形状粗车循环G73
G73指令适用于毛坯轮廓形状与零件轮廓形状基本接近的毛坯件的粗车,如一些锻件、铸件的粗车。
(1)指令格式
G73 U(Δi)W(Δk)R(Δd);
G73 P(ns)Q(nf)U(Δu)W(Δw)F_S_T_;
式中 Δi——粗车时X向切除的总余量(半径值);
Δk——粗车时Z向切除的总余量;
Δd——循环次数;
其他参数含义同G71指令。
(2)指令说明 图3-27所示为G73应用示例。执行G73功能时,每一刀的切削路线的轨迹形状是相同的,只是位置不同。每走完一刀,就把切削轨迹向工件移动一个位置,因此对于经锻造、铸造等粗加工已初步成形的毛坯,可用G73循环进行高效加工。
(3)实例 如图3-27所示,粗加工背吃刀量为9mm,进给量为0.3mm/r,主轴转速为500r/min;精加工余量X向为1mm(直径值),Z向为0;进给量为0.15mm/r,主轴转速为800r/min。试用G73指令编写加工程序。
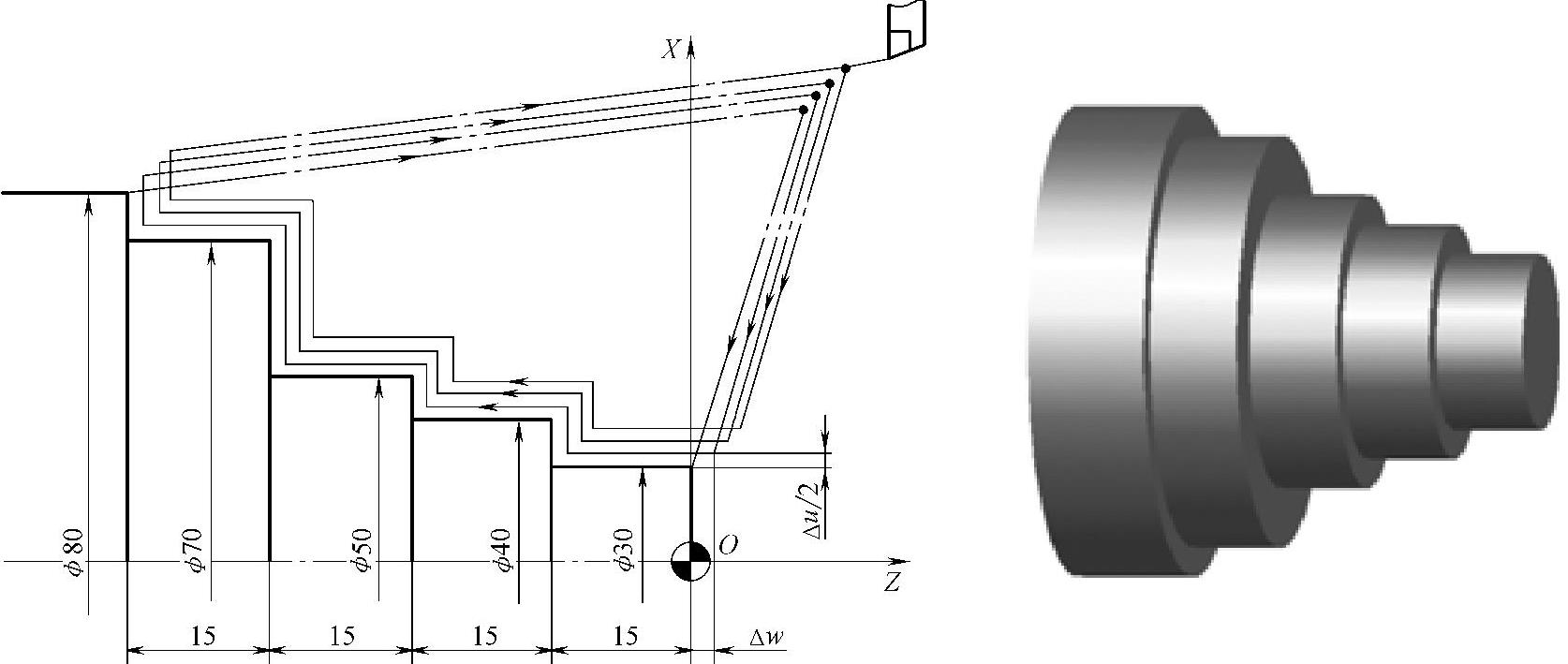
图3-27 G73应用示例
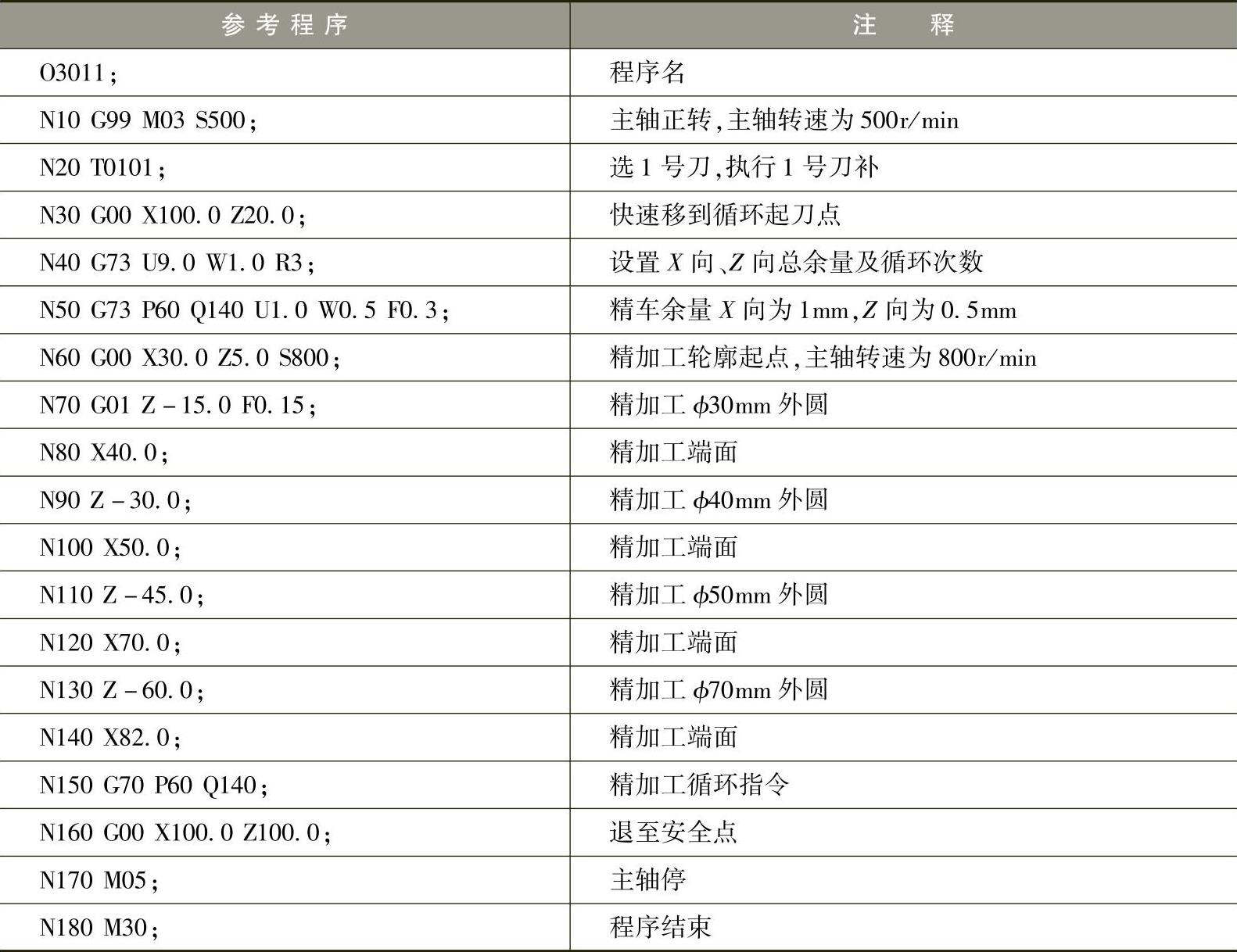
G73应用示例参考程序见表3-16。
表3-16 G73应用示例参考程序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。