



1.圆弧插补指令
圆弧插补指令使刀具相对工件以指定的速度从当前点(始点)向终点进行圆弧插补。G02为顺时针圆弧插补,G03为逆时针圆弧插补,如图3-16所示。
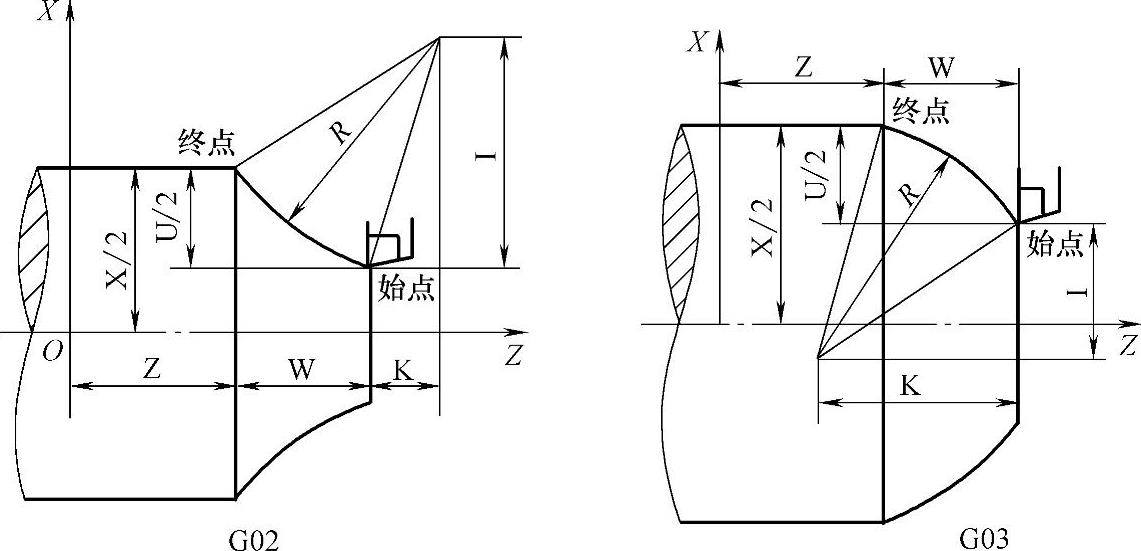
图3-16 圆弧插补指令
(1)指令格式

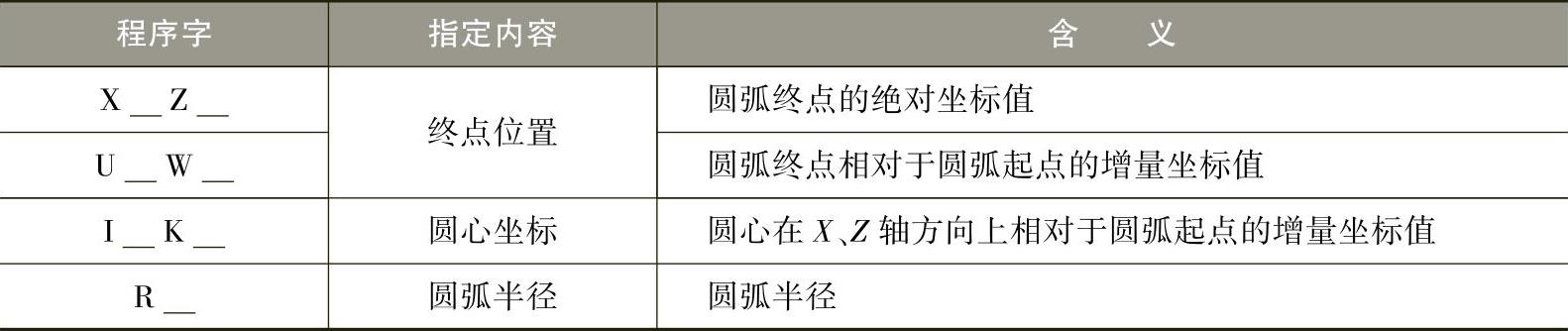
圆弧插补指令各程序字的含义见表3-9。
表3-9 圆弧插补指令各程序字的含义
(2)顺时针圆弧与逆时针圆弧的判别 在使用圆弧插补指令时,需要判断刀具是沿顺时针还是逆时针方向加工零件。判别方法:处在圆弧所在平面(数控车床为XZ平面)的另一个轴(数控车床为Y轴)的正方向看该圆弧,顺时针方向为G02,逆时针方向为G03。在判别圆弧的顺逆方向时,一定要注意刀架的位置及Y轴的方向,如图3-17所示。
(3)圆心坐标的确定 圆心坐标I、K值为圆弧起点到圆弧圆心的矢量在X、Z轴上的投影,如图3-18所示。I、K为增量值,带有正负号,且I值为半径值。I、K的正负取决于该矢量方向与坐标轴方向的异同,相同者为正,相反者为负。若已知圆心坐标和圆弧起点坐标,则I=X圆心-X起点(半径差);K=Z圆心-Z起点。图3-18中I值为-20,K值为-20。
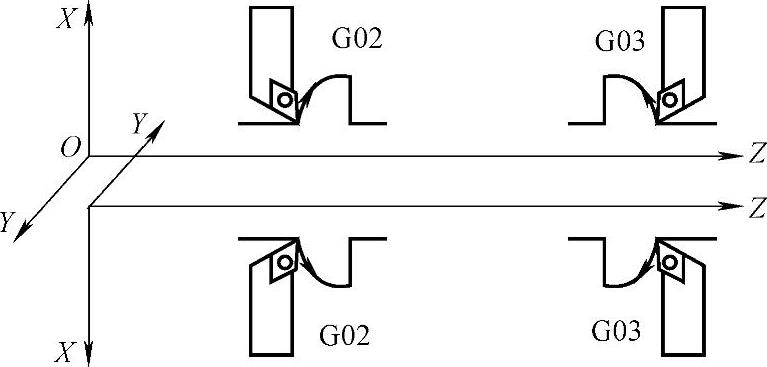
图3-17 顺时针圆弧与逆时针圆弧的判别
(4)圆弧半径的确定 圆弧半径R有正值与负值之分。当圆弧所对的圆心角小于或等于180°时,R取正值;当圆弧所对的圆心角大于180°并小于360°时,R取负值,如图3-19所示。通常情况下,在数控车床上所加工圆弧的圆心角小于180°。
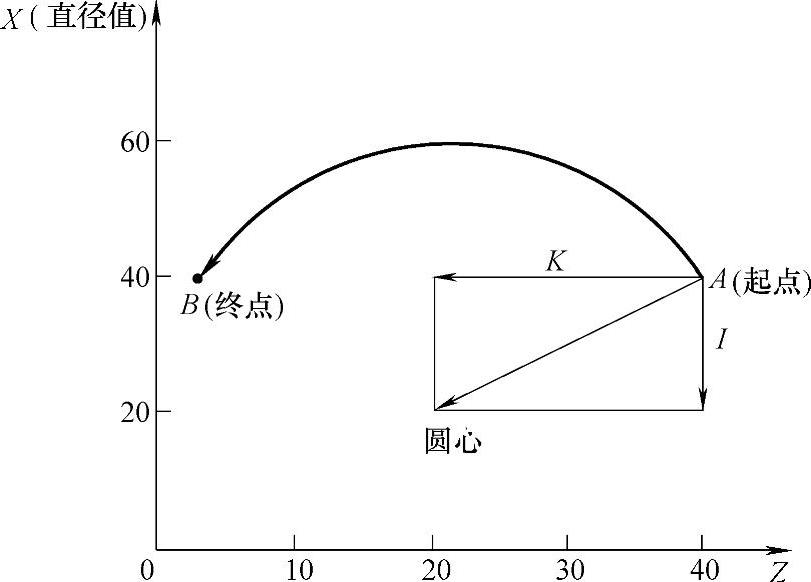
图3-18 圆心坐标I、K值的确定
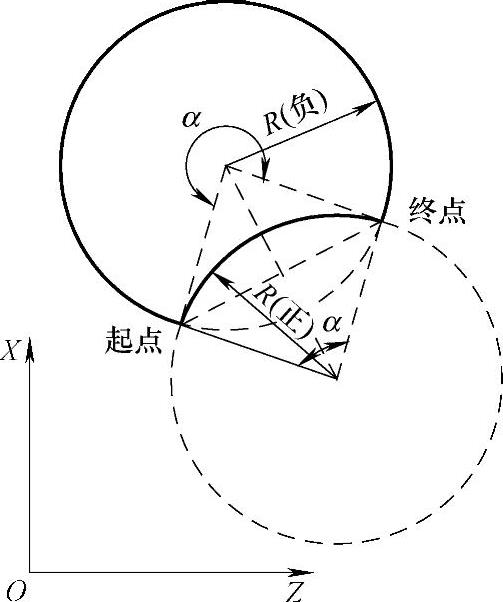
图3-19 圆弧半径R正负的确定
(5)编程实例 编制图3-20所示圆弧精加工程序。P1→P2圆弧加工程序见表3-10。
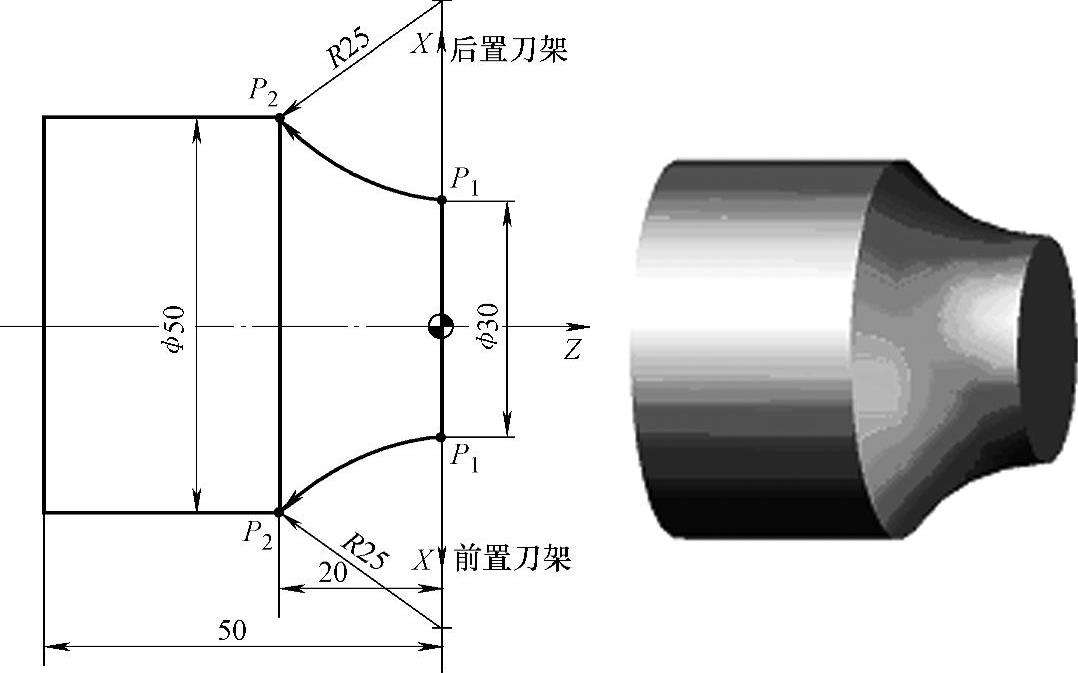
图3-20 圆弧编程实例
表3-10P1→P2圆弧加工程序

2.圆弧面的车削示例
(1)车锥法加工圆弧 如图3-21所示,先用车锥法粗车掉以AB为母线的圆锥面外的余量,再用圆弧插补粗车右半球。
1)相关计算。确定A、B两点坐标,经平面几何的推算,得出一简单公式
 ,即
,即

图3-21 车锥法加工圆弧示例
所以A点坐标为(22,0),B点坐标为(44,-11)。
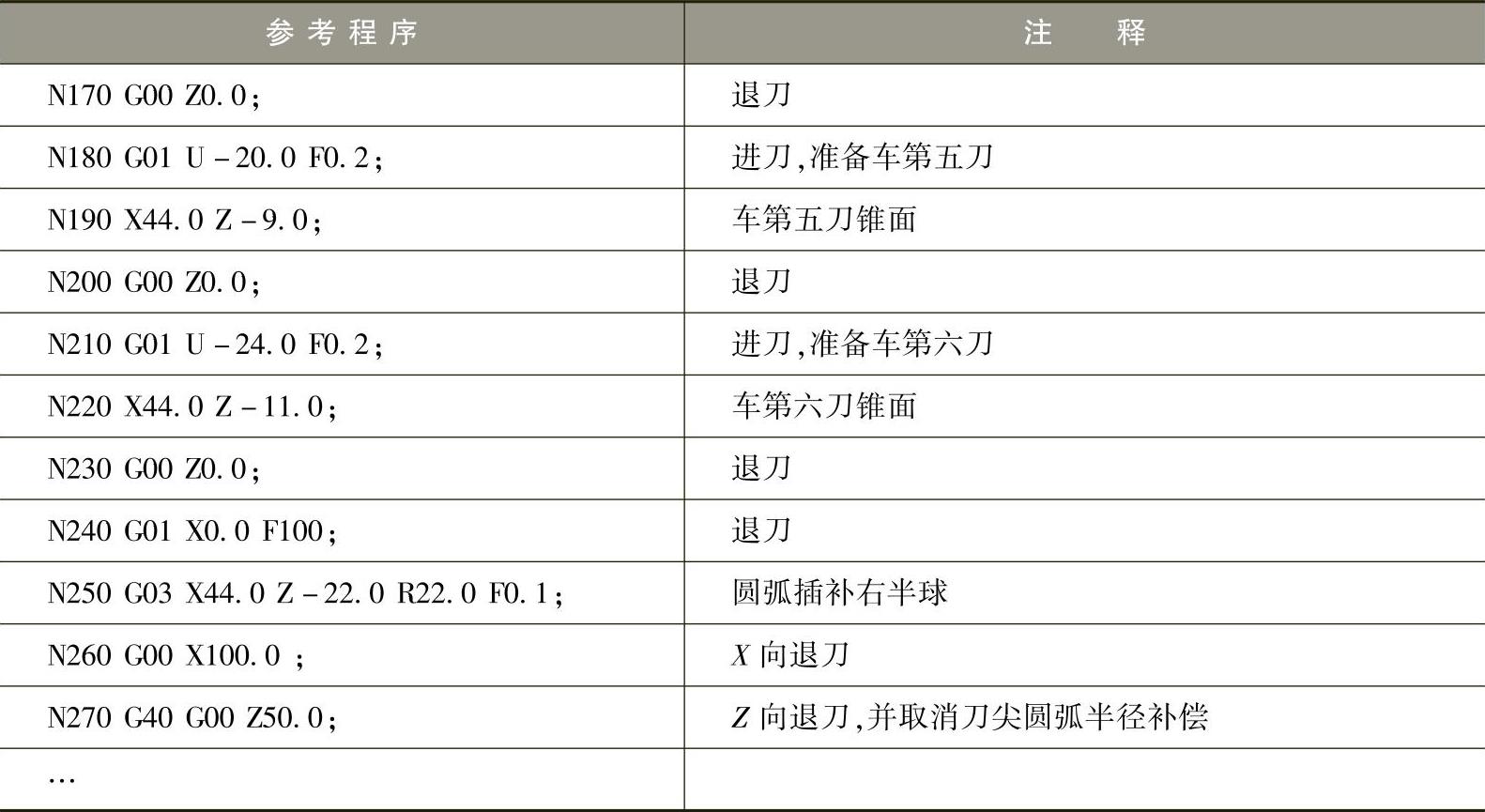
2)参考程序。用车锥法切除以AB为母线的圆锥面外的余量,其参考程序见表3-11。
表3-11 车锥法加工圆弧参考程序(https://www.xing528.com)
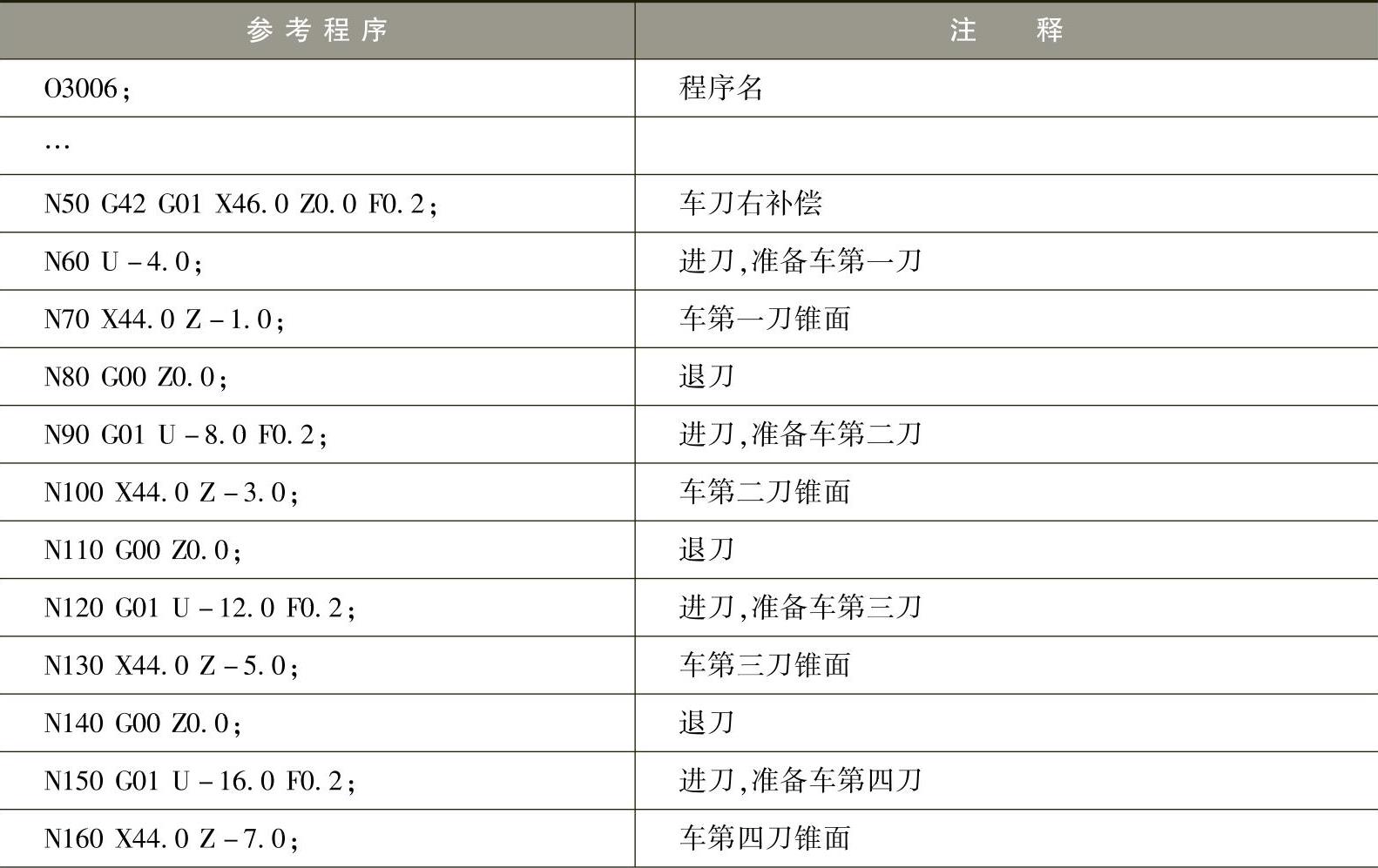
(续)
同样的方法切除以DE为母线的圆锥面外的余量,再用圆弧插补车削左半球,留给读者自己做练习,要注意使用车刀的角度。
(2)车圆法加工圆弧 圆心不变,圆弧插补半径依次减小(或者增大,即车凹形圆弧)一个背吃刀量,直至尺寸符合要求,如图3-22所示。
1)相关计算。BC圆弧的起点坐标为(X20.0,Z0),终点坐标为(X44.0,Z-12.0),半径为R12;依此类推,可知同心圆的起点、终点及半径如下。
①(X20.0,Z2),(X48.0,Z-12.0),R14。
②(X20.0,Z4),(X52.0,Z-12.0),R16。
③(X20.0,Z6),(X56.0,Z-12.0),R18。
④(X20.0,Z8),(X60.0,Z-12.0),R20。
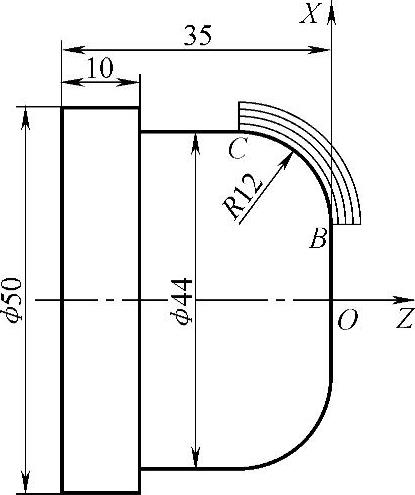
图3-22 车圆法加工圆弧示例
2)车圆法加工圆弧参考程序见表3-12。
表3-12 车圆法加工圆弧参考程序

(续)
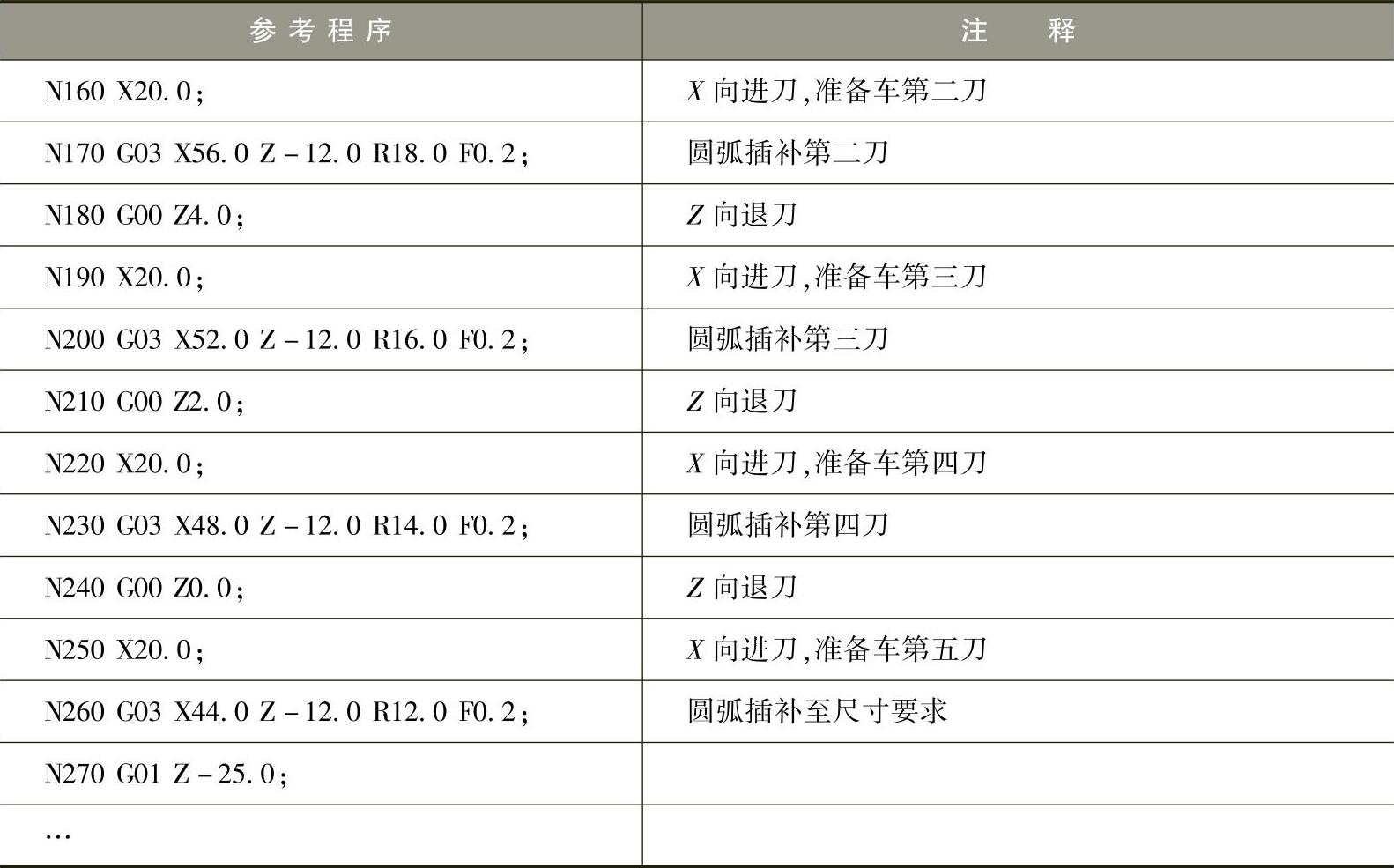
这种插补方法适用于起、终点正好为四分之一圆弧或半圆弧,每车一刀,X、Z方向分别改变一个背吃刀量。
(3)移圆法(圆心偏移)加工圆弧面 圆心依次偏移一个背吃刀量,直至尺寸符合要求,如图3-23所示。
1)相关计算。由图3-23可知,A点~F点坐标如下。
①A点坐标为(X38.0,Z-13.0),B点坐标为(X38.0,Z-47.0)。
②C点坐标为(X42.0,Z-13.0),D点坐标为(X42.0,Z-47.0)。
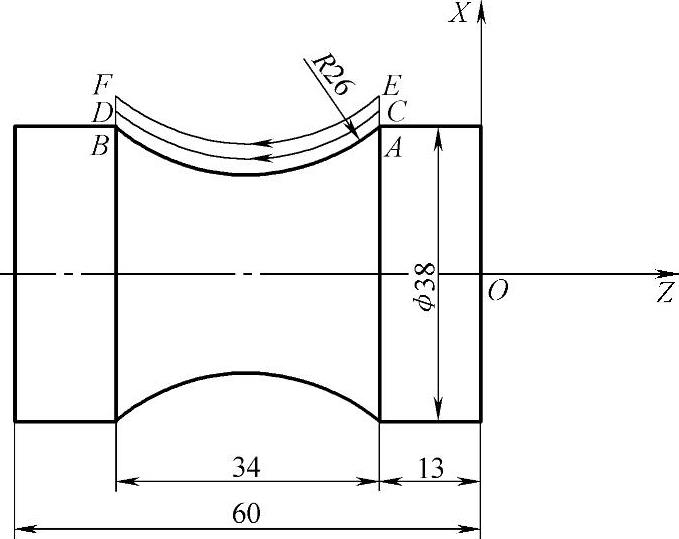
图3-23 移圆法加工圆弧示例
③E点坐标为(X46.0,Z-13.0),F点坐标为(X46.0,Z-47.0)。
2)移圆法加工圆弧参考程序见表3-13。
表3-13 移圆法加工圆弧参考程序

(续)
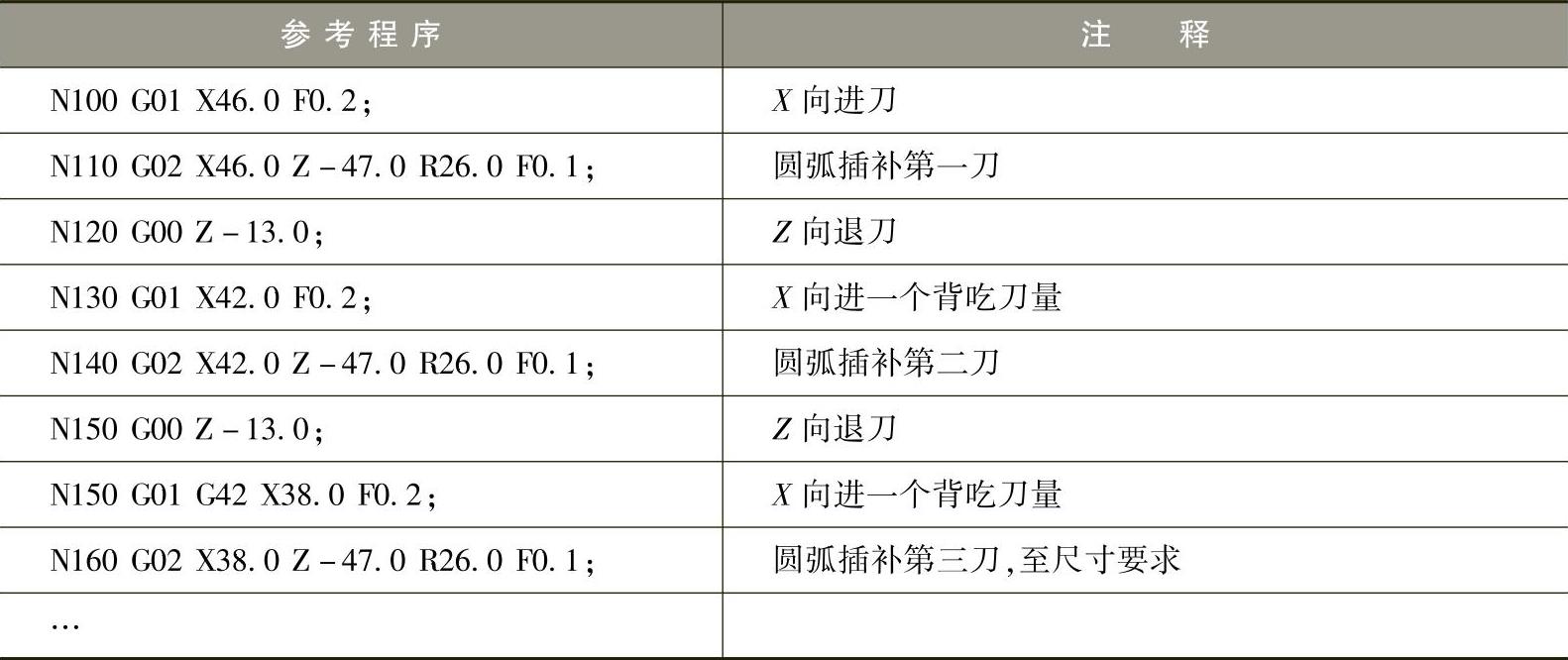
这种圆弧插补方法,Z向坐标、圆弧半径R不需改变,每车一刀,X向改变一个背吃刀量即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。