



数控加工工艺文件的种类和形式多种多样,主要包括:数控加工工序卡、数控加工进给路线图、数控刀具调整单、零件加工程序单、加工程序说明卡等。然而目前,这些文件尚无统一的国家标准,但在各企业或行业内部已有一定的规范可循。这里仅选几例,供自行设计时参考。
1.数控加工工序卡
数控加工工序卡与普通加工工序卡有许多相似之处,但不同的是该卡中应反映使用的辅具、刃具切削参数、切削液等,它是操作人员配合数控程序进行数控加工的主要指导性工艺资料,主要包括:工步顺序、工步内容、各工步所用刀具及切削用量等。工序卡应按已确定的工步顺序填写。若在数控机床上只加工零件的一个工步时,也可不填写工序卡。在工序加工内容不十分复杂时,可把零件草图反映在工序卡上。
图2-42所示为轴承套零件,该零件表面由内外圆柱面、内圆锥面、顺圆弧、逆圆弧及外螺纹等表面组成,其中多个直径尺寸与轴向尺寸有较高的尺寸精度和表面质量要求。零件图尺寸标注完整,符合数控加工尺寸标注要求,轮廓描述清楚、完整,零件材料为45钢,可加工性较好,无热处理和硬度要求。表2-6为轴承套数控加工工序卡。
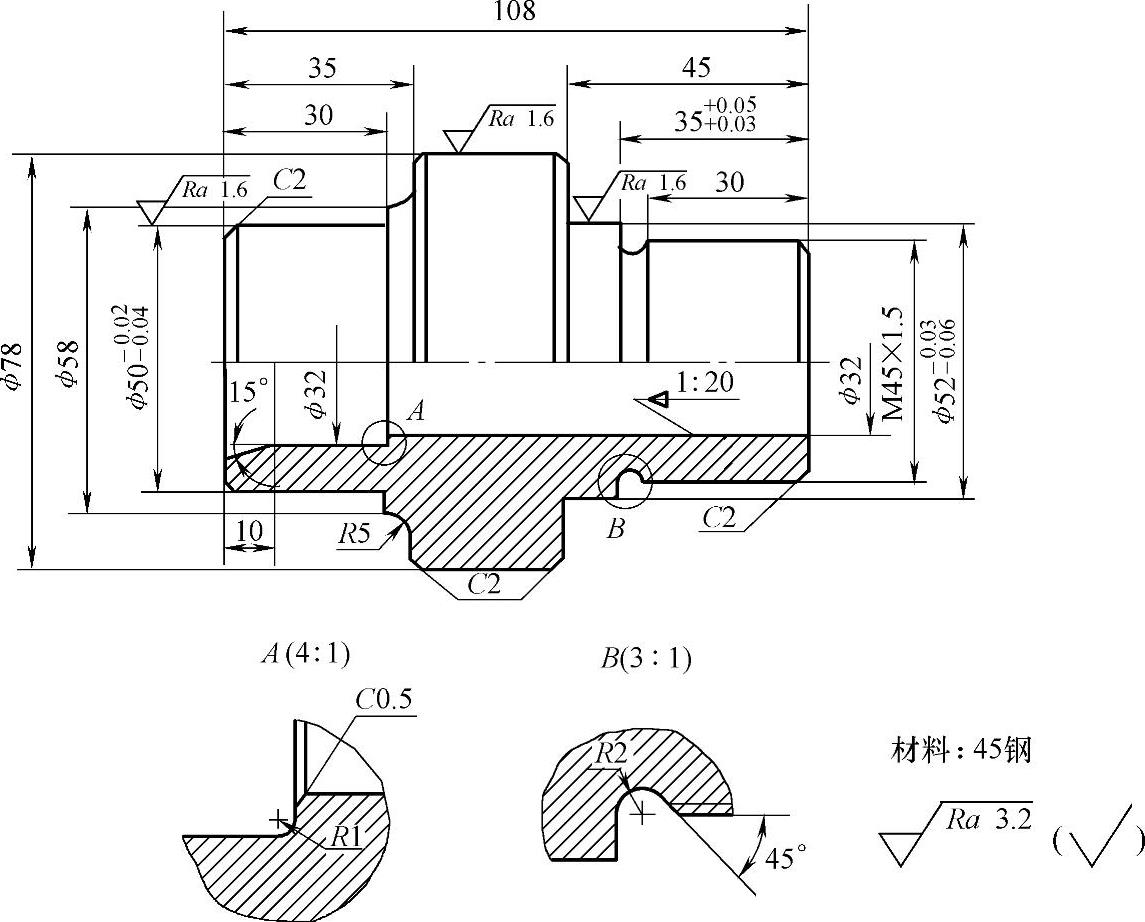
图2-42 轴承套零件
2.数控加工进给路线图
在数控加工中,特别要防止刀具在运动中与夹具、工件等发生意外碰撞,为此必须设法告诉操作者关于程序中的刀具路线图,如从哪里进刀、退刀或斜进刀等,使操作者在加工前就了解并计划好夹紧位置及控制夹紧元件的尺寸,以避免发生事故。
根据图2-42所示轴承套零件的结构特征,可先加工内孔各表面,然后加工外轮廓表面。由于该零件为小批量生产,进给路线设计不必考虑最短进给路线或最短空行程路线,外轮廓表面车削进给路线可沿零件轮廓顺序进行(图2-43)。
表2-6 轴承套数控加工工序卡

3.数控刀具调整卡
数控刀具调整卡主要包括数控刀具卡片(简称刀具卡)和数控刀具明细表(简称刀具表)两部分。
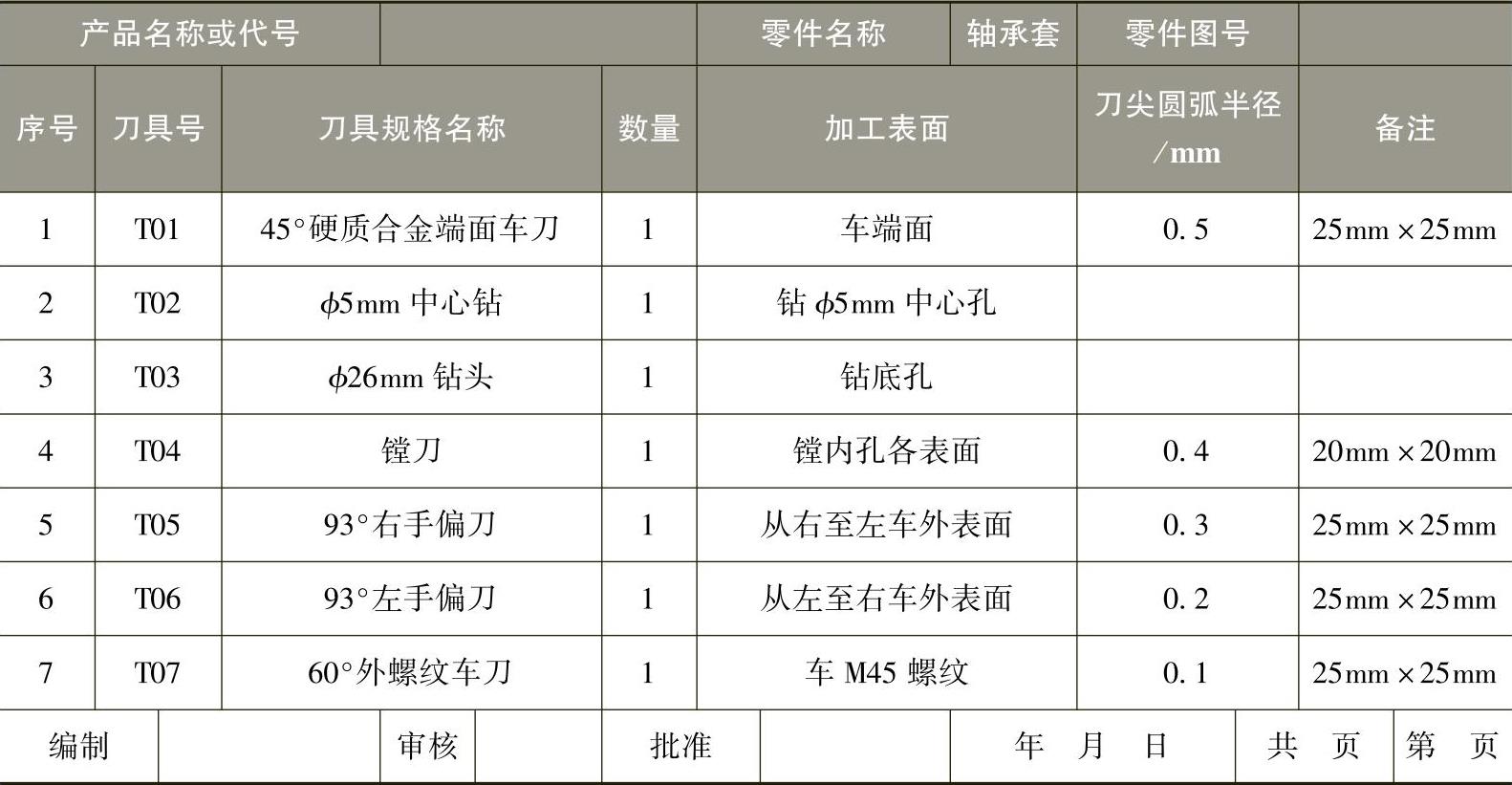
数控加工时,对刀具的要求十分严格,一般要在机外对刀仪上事先调整好刀具直径和长度。刀具卡主要反映刀具编号、刀具结构、加工部位、刀片型号和材料等,它是组装刀具和调整刀具的依据。数控刀具明细表是调刀人员调整刀具输入的主要依据。轴承套数控加工刀具明细表见表2-7。
4.数控加工程序单
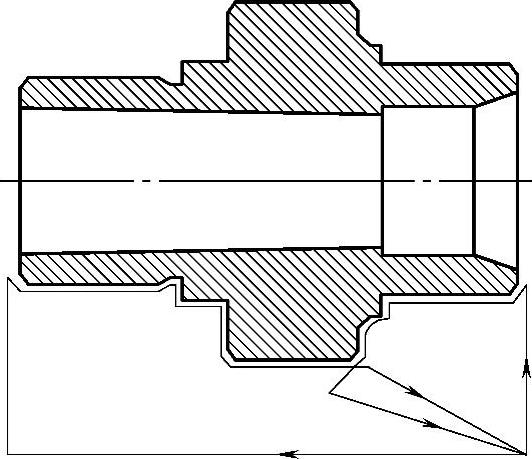
图2-43 外轮廓加工进给路线图(https://www.xing528.com)
数控加工程序单是编程员根据工艺分析情况,经过数值计算,按照机床特点的指令代码编制的。它是记录数控加工工艺过程、工艺参数、位移数据的清单,以及手动数据输入(MDI)和制备控制介质、实现数控加工的主要依据。数控加工程序单则是数控加工程序的具体体现,通常应做出硬拷贝或软拷贝保存,以便于检查、交流或者下次加工时调用。
表2-7 轴承套数控加工刀具明细表
5.数控加工程序说明卡
实践证明,仅用数控加工程序单和工艺规程来进行指导实际数控加工会有许多问题。由于操作者对程序的内容不够清楚,对编程人员的意图理解不够,经常需要编程人员在现场说明和指导。因此,对加工程序进行详细说明是必要的,特别是对那些需要长时间保存和使用的程序尤其重要。
根据实践,一般应做说明的主要内容如下。
1)所用数控设备型号及控制器型号。
2)对刀点与编程原点的关系以及允许的对刀误差。
3)加工原点的位置及坐标方向。
4)所用刀具的规格、型号及其在程序中所对应的刀具号,必须按刀具尺寸加大或缩小补偿值的特殊要求(如用同一个程序,同一把刀具,用改变刀尖圆弧半径补偿值的方法进行粗精加工),更换刀具的程序段序号等。
5)整个程序加工内容的顺序安排(相当于工步内容说明与工步顺序)。
6)子程序的说明。对程序中编入的子程序应说明其内容。
7)其他需要特殊说明的问题。例如需要在加工中调整夹紧点的计划停机程序段号,中间测量用的计划停机程序段号,允许的最大刀尖圆弧半径和位置补偿值,切削液的使用与开关。
考核重点解析
本章是理论知识考核重点,在考核中约占20%。在数控车工中级理论鉴定试题中常出现的知识点有:数控加工流程,数控加工工艺的主要内容,加工阶段的划分,加工顺序的安排,加工路线的拟订,数控刀具材料及其选用,机夹可转位刀具,数控加工刀具的选用及切削用量的确定,切削液的选用,工件的装夹与找正,量具的应用,数控加工工艺文件等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。