



机床夹具是指安装在机床上,用以装夹工件或引导刀具,使工件和刀具具有正确的相互位置关系的装置。
1.数控机床夹具的组成
数控机床夹具如图2-24所示,按其作用和功能通常可由定位元件、夹紧元件、安装连接元件和夹具体等几个部分组成。
定位元件是夹具的主要定位元件之一,其定位精度将直接影响工件的加工精度。常用的定位元件有V形块、定位销、定位块等。
夹紧元件的作用是保持工件在夹具中的原定位置,使工件不致因加工时受外力而改变原定位置。
安装连接元件用于确定夹具在机床上的位置,从而保证工件与机床之间的正确加工位置。
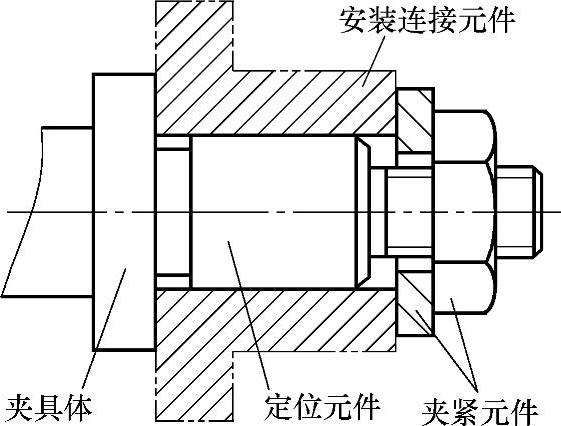
图2-24 数控机床夹具
2.数控机床夹具的基本要求
(1)精度和刚度要求 数控机床具有多型面、连续加工的特点,所以对数控机床夹具的精度和刚度的要求也同样比一般机床要高,这样可以减少工件在夹具上的定位和夹紧误差以及粗加工的变形误差。(https://www.xing528.com)
(2)定位要求 工件相对夹具一般应完全定位,且工件的基准相对于机床坐标系原点应具有严格的确定位置,以满足刀具相对于工件正确运动的要求。同时,夹具在机床上也应完全定位,夹具上的每个定位面相对于数控机床的坐标系原点均应有精确的坐标尺寸,以满足数控机床简化定位和安装的要求。
(3)敞开性要求 数控机床加工为刀具自动进给加工。夹具及工件应为刀具的快速移动和换刀等快速动作提供较宽敞的运行空间。尤其对于需多次进出工件的多刀、多工序加工,夹具的结构更应尽量简单、开敞,使刀具容易进入,以防刀具运动中与夹具工件系统相碰撞。此外,夹具的敞开性还体现为排屑通畅、清除切屑方便。
(4)快速装夹要求 为适应高效、自动化加工的需要,夹具结构应适应快速装夹的需要,以尽量减少工件装夹辅助时间,提高机床切削运转利用率。
3.机床夹具的分类
机床夹具的种类很多,按其通用化程度可分为以下几类。
(1)通用夹具 自定心卡盘、单动卡盘、顶尖等均属于通用夹具,这类夹具已实现了标准化。其特点是通用性强、结构简单,装夹工件时无需调整或稍加调整即可,主要用于单件小批量生产。
(2)专用夹具 专用夹具是专为某个零件的某道工序设计的,其特点是结构紧凑,操作迅速、方便。但这类夹具的设计和制造的工作量大、周期长、投资大,只有在大批量生产中才能充分发挥它的经济效益。专用夹具有结构可调式和结构不可调式两种类型。
(3)成组夹具 成组夹具是随着成组加工技术的发展而产生的,它是根据成组加工工艺,把工件按形状尺寸和工艺的共性分组,针对每组相近工件而专门设计的。其特点是使用对象明确、结构紧凑和调整方便。
(4)组合夹具组 合夹具是由一套预先制造好的标准元件组装而成的专用夹具。它具有专用夹具的优点,用完后可拆卸存放,从而缩短了生产准备周期,减少了加工成本。因此,组合夹具既适用于单件及中、小批量生产,又适用于大批量生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。