



【摘要】:此时,实际刀具并没有磨损,故此称为虚拟磨损量。对于刀具的磨损补偿,有的数控机床专门有一个存储器,有的数控机床与刀具的位置补偿合并在一起,用一个存储器。图1-36 刀具磨损补偿考核重点解析本章是理论知识考核重点,在考核中约占20%。
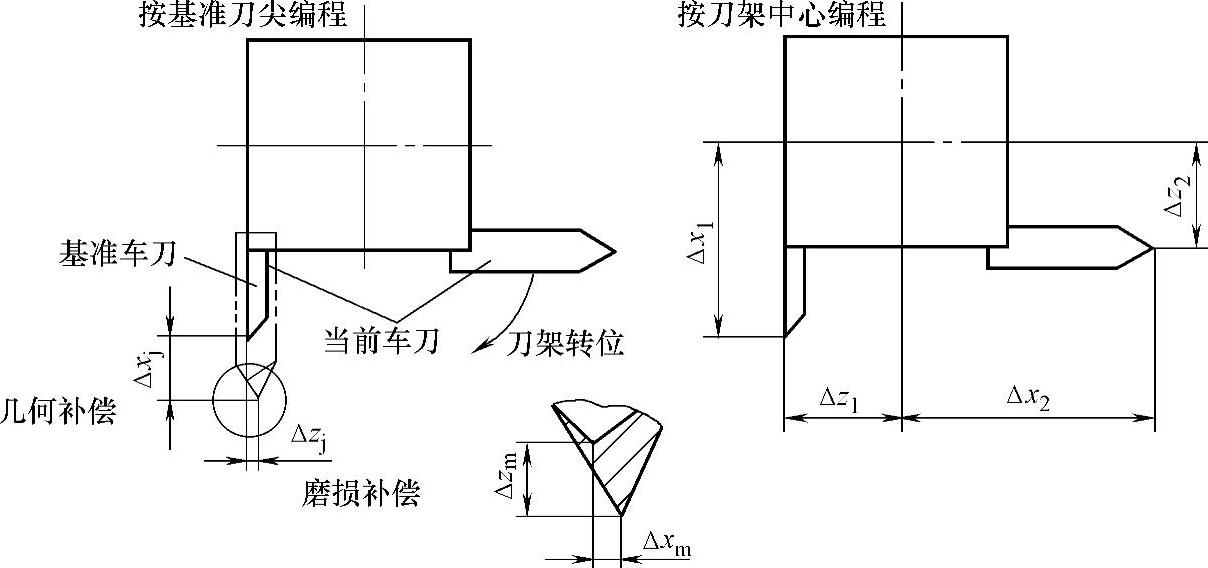
系统对刀具长度或半径是按计算得到的最终尺寸(总和长度、总和半径)进行补偿的,如图1-36所示。这些补偿数据通常是通过对刀测量采集后,准确地储存到刀具数据库中,并且刀具的几何补偿和磨损补偿存放在同一个寄存器的地址号中。然后在数控系统中通过程序中的刀补代码提取并通过移动溜板来实现。而最终尺寸由基本尺寸和磨损尺寸相减而得。因此,当一把刀具用过一段时间有一定的磨损后,实际尺寸发生了变化,此时可以直接修改补偿基本尺寸,也可以加入一个磨损量,使最终补偿量与实际刀具尺寸相一致,从而仍能加工出合格的零件。
在零件试加工等过程中,由于对刀误差的影响,执行一次程序加工结束,不可能一定保证零件符合图样要求,有可能出现超差。如果有超差但尚有余量,则可以进行修正。此时可利用原来的刀具和加工程序的一部分(精加工部分),不需要对程序作任何坐标修改,而只需在刀具磨损补偿中增加一个磨损量后,再补充加工一次,就可将余量切去。此时,实际刀具并没有磨损,故此称为虚拟磨损量。
对于刀具的磨损补偿,有的数控机床专门有一个存储器,有的数控机床与刀具的位置补偿合并在一起,用一个存储器。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-36 刀具磨损补偿
考核重点解析
本章是理论知识考核重点,在考核中约占20%。在数控车工中级理论鉴定试题中常出现的知识点有:数控车床的组成、工作原理、分类及特点,数控车床坐标系,数控编程概念及步骤,数控加工程序及其代码,基点与节点的概念,刀具位置补偿,刀尖圆弧半径补偿等。在学习时,要重点掌握这些知识点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。