



1.程序段基本格式
程序段是程序的基本组成部分,每个程序段由若干个数据字构成,而数据字又由表示地址的英文字母、特殊文字和数字构成,如X30.0、G50等。
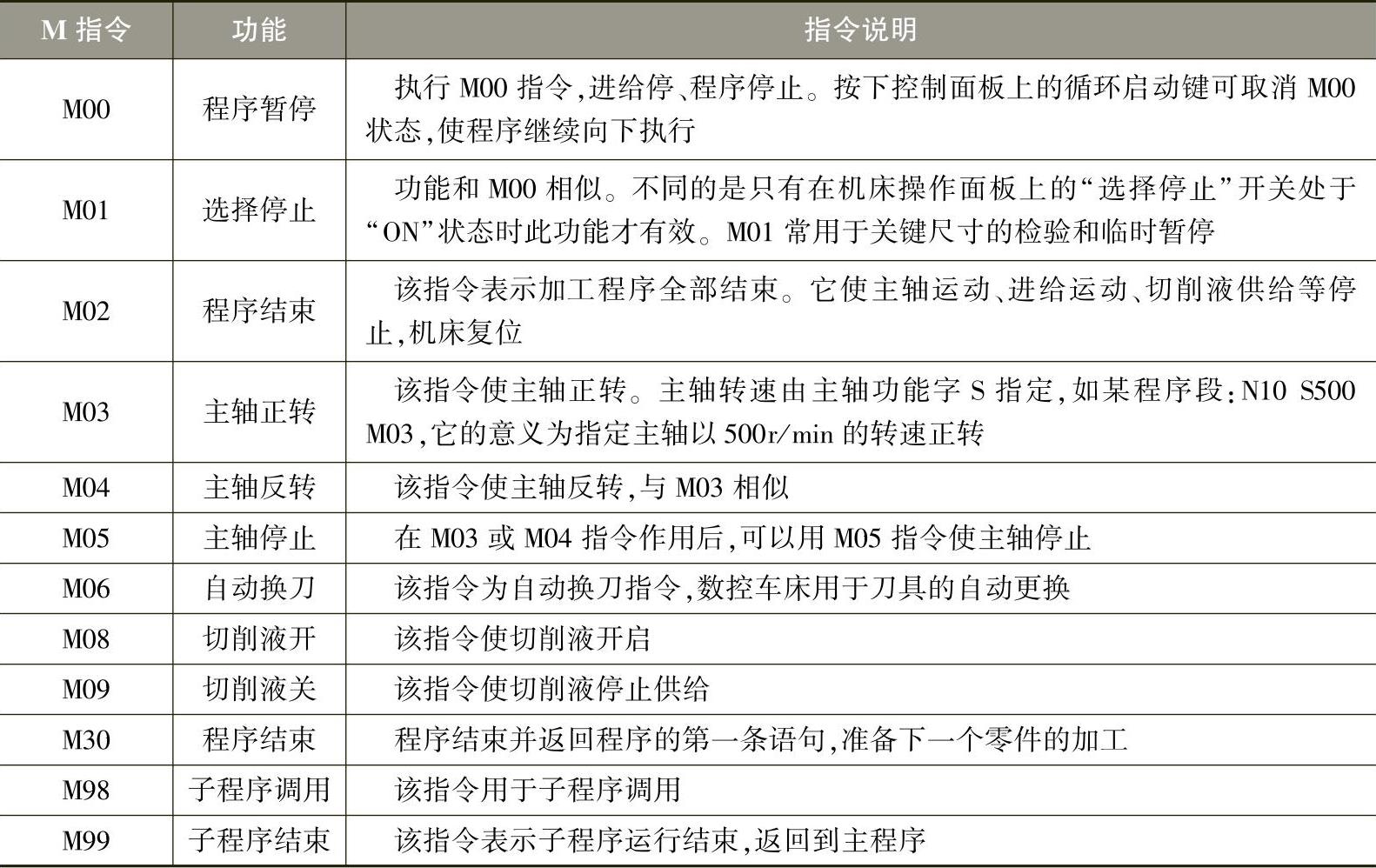
表1-4 常用M指令
程序段格式是指一个程序段中字、字符、数据的排列、书写方式和顺序。现代数控车床编程使用的程序段格式为地址符程序段格式,其格式如下

如N50 G01 X30.0 Z30.0 F100 S800 T0101 M03;
2.程序段的组成
(1)程序段号 程序段号由地址符“N”开头,其后为若干位数字。在大部分系统中,程序段号仅作为“跳转”或“程序检索”的目标位置指示。因此,它的大小及次序可以颠倒,也可以省略。程序段在存储器内以输入的先后顺序排列,而程序的执行是严格按信息在存储器内的先后顺序一段一段地执行,也就是说执行的先后次序与程序段号无关。但是,当程序段号省略时,该程序段将不能作为“跳转”或“程序检索”的目标程序段。
程序段号也可以由数控系统自动生成,程序段号的递增量可以通过“机床参数”进行设置,一般可设定增量值为“10”。
(2)程序段内容 程序段的中间部分是程序段的内容,程序内容应具备六个基本要素,即准备功能字、尺寸功能字、进给功能字、主轴功能字、刀具功能字、辅助功能字等,但并不是所有程序段都必须包含所有功能字,有时一个程序段内可仅包含其中一个或几个功能字也是允许的。
如图1-25所示,为了将刀具从P1点移到P2点,必须在程序段中明确以下几点。
1)移动的目标是哪里?
2)沿什么样的轨迹移动?
3)移动速度有多大?
4)刀具的切削速度是多少?
5)选择哪一把刀移动?(https://www.xing528.com)
6)机床还需要哪些辅助动作?
对于图1-25中的直线刀具轨迹,其程序段可写成如下格式:
N10 G01 X100.0 Z60.0 F100 S300 T01 M03;
如果在该程序段前已指定了刀具功能、转速功能、辅助功能,则该程序段可写成:
N10 G01 X100.0 Z60.0 F100;
(3)程序段结束 程序段以结束标记“LF(或CR)”结束,实际使用时,常用符号“;”或“*”表示“LF(或CR)”。
3.程序的斜杠跳跃
有时,在程序段的前面有“\”符号,该符号称为斜杠跳跃符号,该程序段称为可跳跃程序段。如下列程序段:
\ N10 G00 X100.0;
这样的程序段,可以由操作者对程序段和执行情况进行控制。当操作机床使系统的“跳过程序段”信号生效时,程序执行时将跳过这些程序段;当“跳过程序段”信号无效时,程序段照常执行,该程序段和不加“\”符号的程序段相同。
4.程序段注释
为了方便检查、阅读数控程序,在许多数控系统中允许对程序进行注释,注释可以作为对操作者的提示显示在显示器上,但注释对机床动作没有丝毫影响。
程序的注释应放在程序的最后,不允许将注释插在地址和数字之间。FANUC系统的程序注释用“()”括起来,SIEMENS系统的程序注释则跟在“;”之后。本书为了便于读者阅读,一律用“;”表示程序段结束,而用“()”表示程序注释。
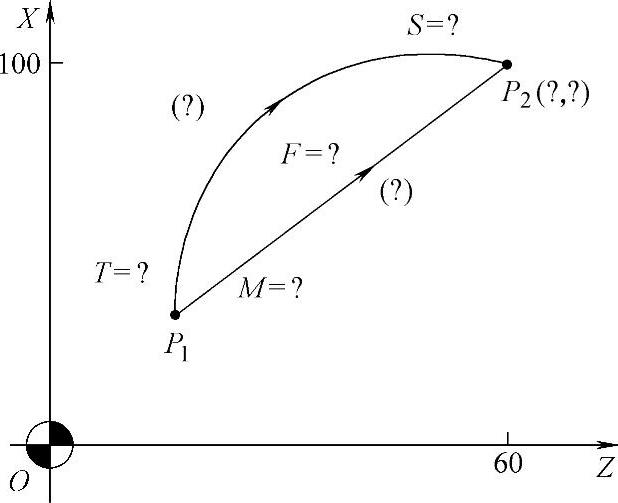
图1-25 程序段的内容
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。