



1.检验主轴锥孔轴线的径向圆跳动(见图14-1)
(1)检验工具 百分表、检验棒。
(2)检验方法 在主轴锥孔中插入检验棒。固定百分表,使其测头触及检验棒的表面:a点靠近主轴端面;b点距主轴端面300mm。旋转主轴检验。
拔出检验棒,相对主轴旋转90°,重新插入主轴锥孔中,依次重复检验三次。
a、b点误差分别计算。四次测量结果的算术平均值,就是径向圆跳动误差。
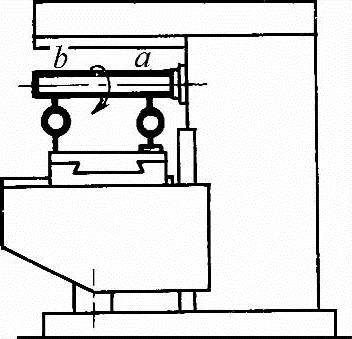
图14-1 检验主轴锥孔轴线的径向跳动
(3)允差 a点为0.01mm,b点为0.02mm。
(4)超差原因
1)轴承磨损,间隙过大。
2)主轴磨损。
3)紧固件松动。
4)主轴锥孔碰毛。
(5)该项精度超差对加工质量的影响
1)刀杆和铣刀径向圆跳动及摆差增大。
2)铣槽时,槽宽超差或产生锥度。
3)表面粗糙度值增大。
4)较小铣刀易折断。
2.检验升降台垂直移动的直线度(见图14-2)
(1)检验工具 百分表、直角尺。
(2)检验方法 工作台位于纵、横向行程的中间位置,工作台和床鞍锁紧。
直角尺放在工作台面上:a表示横向垂直平面内;b表示纵向垂直平面内。固定百分表,使其测头触及直角尺检验面。调整直角尺,使百分表读数在测量长度的两端相等。移动升降台检验。
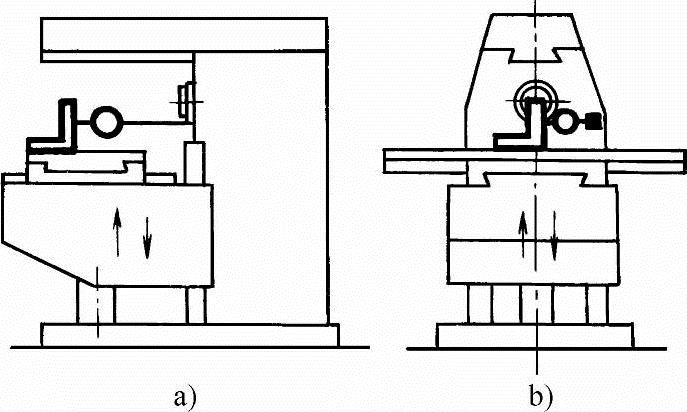
图14-2 检验升降台垂直移动的直线度
a、b误差分别计算。百分表读数的最大差值,就是直线度误差。(https://www.xing528.com)
(3)允差 a、b均在300mm测量长度上为0.025mm。
(4)超差原因
1)横向或垂向镶条太松。
2)横向或垂向导轨变形。
3)机床水平失准。
(5)该项精度超差对加工质量的影响
1)工件平行度超差。
2)工件垂直度超差。
3.检验主轴旋转轴线对工作台横向移动的平行度(见图14-3)
(1)检验工具 百分表、检验棒。
(2)检验方法 工作台位于纵向行程的中间位置,升降台锁紧。
在主轴锥孔中插入检验棒。将百分表固定在工作台面上,使其测头触及检验棒的表面:a点在垂直平面内;b点在水平面内。移动工作台检验。
将主轴旋转180°,重复检验一次。
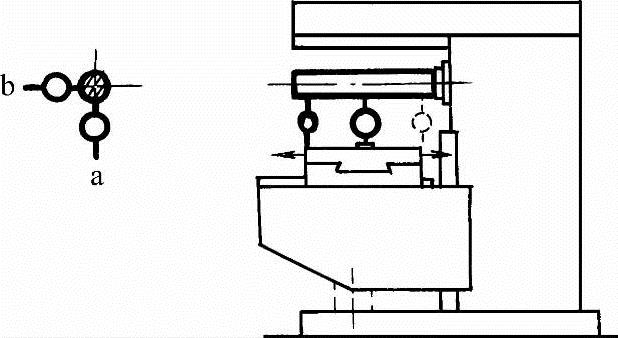
图14-3 检验主轴旋转轴线对工作台横向移动的平行度
a、b点误差分别计算。两次测量结果的代数和之半,就是平行度误差。
(3)允差 a点在300mm测量长度上为0.025mm(检验棒伸出端只许向下)。b点在300mm测量长度上为0.025mm。
(4)超差原因
1)工作台横向导轨变形。
2)横向导轨镶条太松。
3)机床水平失准。
(5)该项精度超差对加工质量的影响
1)工件平行度超差。
2)工件垂直度超差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。