



【摘要】:2)铣端面齿槽时选择外径为φ63mm的80°单角铣刀。由于两端面均有齿槽,为保证由周边向中心逆铣,故分别选用左、右切单角铣刀。图13-11 三面刃铣刀工件装夹方式1)铣削圆柱齿槽时,须在水平安装的分度头和尾座之间采用专用心轴装夹工件。2)铣削端面齿槽时,因分度头基本垂直,故垂向工作台下降至近极限位置,行程紧凑,因此采用端面带螺孔锥柄心轴直接安装在分度头主轴锥孔内。即每铣一齿分度头主轴转过2转又54孔圈12个孔距。
(1)铣刀选择 根据螺旋齿槽与齿背圆弧的要求分别选择直径d=15mm的麻花钻齿槽专用铣刀及齿背圆弧铣刀。
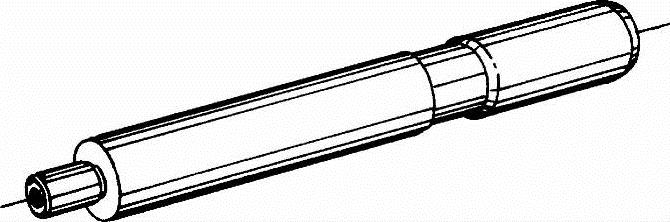
图13-23 工件装夹定位基准
(2)安装分度头 按规范安装分度头,把工件装夹在分度头主轴顶尖和尾座顶尖之间。尾座选用上部平面的顶尖,以避免铣坏。因工件细长,故应使用V形块支承(见图13-24)。
(3)计算、配置交换齿轮 根据30°螺旋角要求及外径尺寸D计算导程和交换齿轮。(https://www.xing528.com)
Ph=πDcotβ=π×15×cot30°=81.618mm
查表取导程81.67mm,z1=90、z2=35、z3=80、z4=70。因导程误差较小(ΔPn=81.67mm-81.618mm=0.052mm),而图样中β=30°±2°,故可选用以上交换齿轮。按铣螺旋槽方法配置交换齿轮并检查导程和螺旋方向。
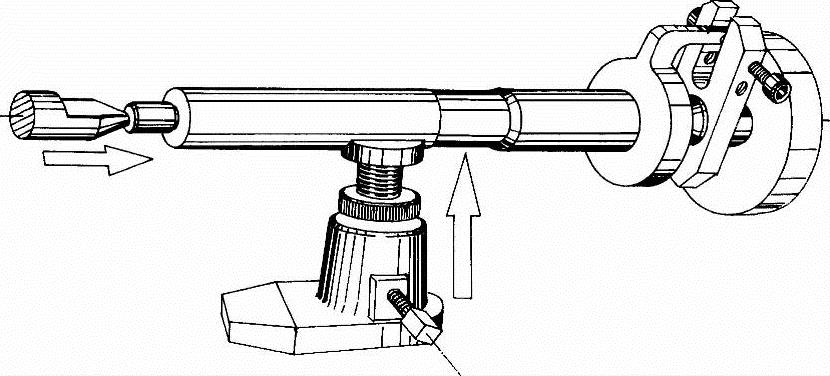
图13-24 安装分度头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。