



(1)读图 如图13-1所示的直齿铰刀齿数z=6;齿槽角θ=65°;前角γo=7°;铰刀外径为φ20+0.0270mm;棱边宽度f=1.6mm。
(2)铣刀选择和安装
1)根据图样要求的齿槽角,现选用外径为φ63mm的65°单角铣刀。为了达到图13-1所示A-A剖面的齿槽形状,并采用由齿端向柄部逆铣方向切削,应选用右切单角铣刀。左切和右切角度铣刀的辨别如图13-2所示。同时,由于齿槽较浅,因此选刀时刀尖圆弧rε应小于0.50mm。
2)安装铣刀时,应使铣刀端面刃按图样A-A剖面与被加工刀具前刀面相对(见图13-3)。
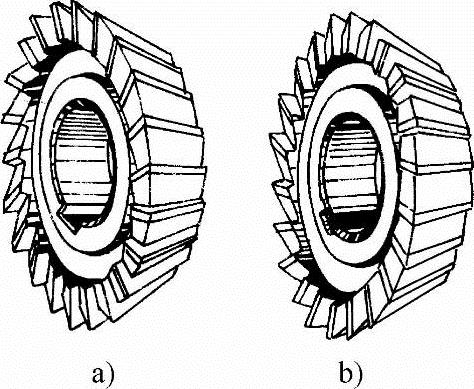
图13-2 角度铣刀
a)右切角度铣刀 b)左切角度铣刀
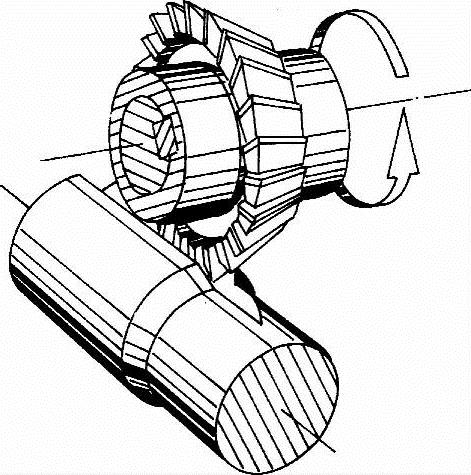
图13-3 安装铣刀
(3)分度头和有关辅件的安装与校正 直齿铰刀坯料一般都采用中心孔定位。因此,选用F11-125型分度头时应安装带拨盘的前顶尖和带扁顶尖的尾座。安装找正时可用长度为190mm左右且两端有中心孔的标准圆柱棒确定分度头及尾座安装位置。同时利用标准圆柱棒素线校正分度头,使分度头与尾座两顶尖定位轴线与工作台面平行,与纵向进给方向平行。
(4)工件坯料的检验
1)用游标卡尺检验直齿铰刀齿槽部外径φ20+0.0270mm时,应留有磨削余量,一般磨量应为0.50mm,检验测得的外径实际尺寸应为φ20.50mm。
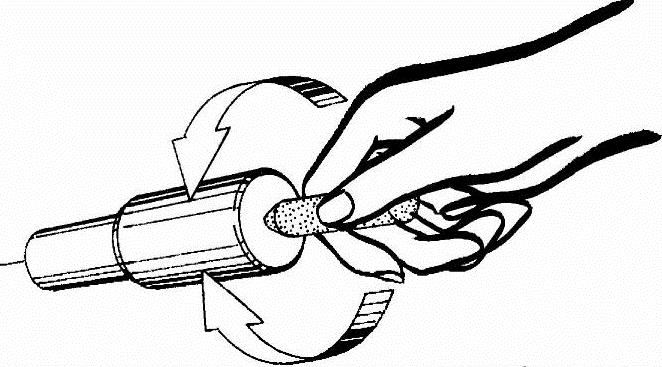
2)检验两端中心孔时,应先清洗中心孔内污物,然后目测中心孔内锥表面有无磕碰变形或粘结污物。若发现问题,应用中心孔研修磨石进行研修,见图13-4。
 (https://www.xing528.com)
(https://www.xing528.com)
图13-4 研修中心孔内锥表面
(5)工件装夹与找正 把工件尾端圆柱部分塞入鸡心卡头,旋紧鸡心卡头螺钉,然后将工件装在两顶尖之间,尾座顶尖调整时应使工件无轴向窜动但又能随拨盘转动。找正工件时应逐步旋紧拨盘上的螺钉,用百分表找正切削刃部分圆柱与分度头主轴的同轴度,达到0.05mm范围之内。
(6)分度计算 按下式计算分度数据。
选用66孔圈,即每铣一齿槽分度头转过6转又44孔距。
(7)偏移量计算 为了铣出齿槽达到前角γo=7°的要求,应按下式计算工作台横向偏移量。
式中 S——工作台横向偏移量(mm);
D——工件外径(mm);
γo——被加工刀具前角(°)。
本例中

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。