



(1)检验项目
1)导程。包括曲线型面所占中心角和相应的升高量。
2)工作型面形状精度。包括型面素线的位置、直线度及连接部分的形状。
3)工作型面位置精度。主要检验工作型面的始、终位置。
4)尺寸精度。包括螺旋槽宽、槽深、基圆及空程圆弧等部位的尺寸。
(2)检验方法
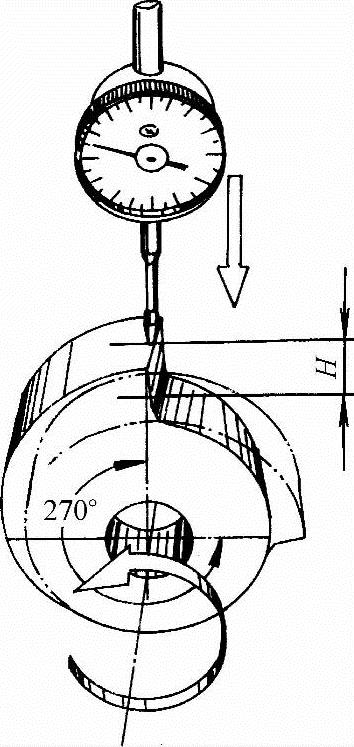
1)以图12-23所示工件为例介绍圆盘凸轮导程检验。如图12-39所示,测量0°~270°工作型面的升高量时把工件装夹在分度头心轴上,用游标高度卡尺找正中心线与平板平行,然后逆时针转90°,用固定在游标高度卡尺上的百分表测得0°位置中心线最高点,校正表针零位并调整升降规测量平面与0°中心线最高点等高。摇动分度手柄,使工件工作曲线沿逆时针转动270°,在升降规平面上叠放27mm量块,重新调整游标高度卡尺百分表高度,对270°位置进行比较测量,测出升高量误差,经过换算即可得出导程实际值。
 (https://www.xing528.com)
(https://www.xing528.com)
图12-39 测量0°~270°工作型面的升高量
2)以图12-36所示工件为例介绍圆柱凸轮导程检验方法。如图12-40a所示,测量时用φ12mm塞规塞入螺旋槽交接部位并处于水平中心位置,利用分度头和百分表先测出螺旋槽夹角θ1、θ2、θ3的实际值,然后按图12-40b所示方法测出H1、H2、H3的实际值。通过计算即可得出导程实际值。
3)测量圆盘凸轮型面素线直线度可按图12-41a所示方法用直角尺进行检验。圆柱凸轮螺旋槽宽度尺寸可用相应精度的塞规进行检验(见图12-41b)。同时也可用塞尺检查两侧间隙的方法来检验螺旋槽的截面形状。
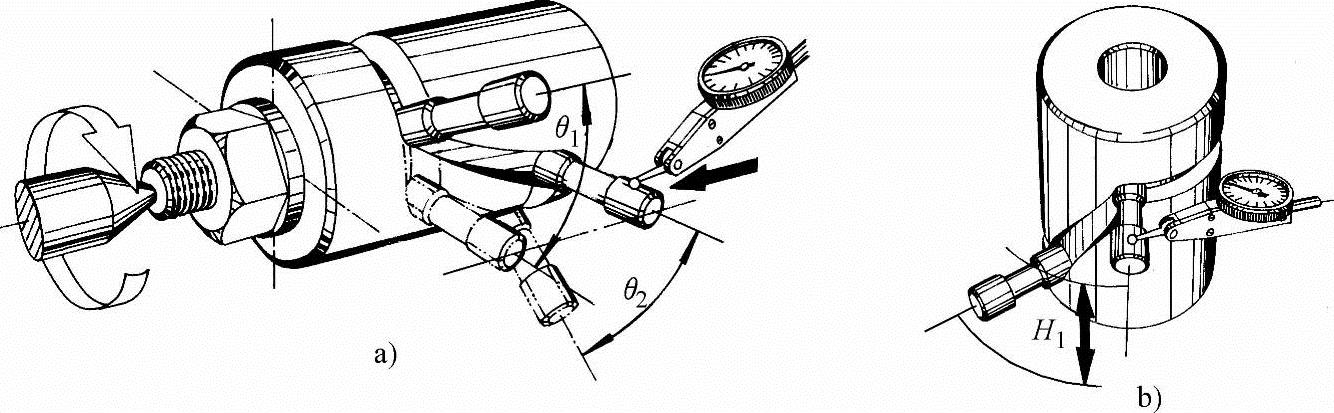
图12-40 圆柱凸轮导程检验方法
4)测量圆盘凸轮的基圆尺寸,即测量螺旋面的起始位置。测量时可直接用游标卡尺量出曲线最低点与中心的尺寸,便可测出基圆半径实际值。圆柱凸轮螺旋槽与基面的位置可直接用游标卡尺测量,也可把基面贴合在平板上用百分表测量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。