



现以图12-23所示工件为例,介绍在X5032型立式铣床上用垂直法铣削等速圆盘凸轮的操作方法。
(1)分析图样、计算导程与选择交换齿轮
1)分析图样。根据图样,凸轮的基圆直径为46mm,基圆型面占90°;工作螺旋型面夹角为270°,工作型面是同一升高率,每10°升高1mm,总升高量为27mm。
2)计算导程。凸轮导程可根据升高量和所占中心角按下式计算:
式中 Ph——凸轮导程(mm);
H——凸轮升高量(mm);
θ——凸轮工作曲线所占中心角(°)。
本例中
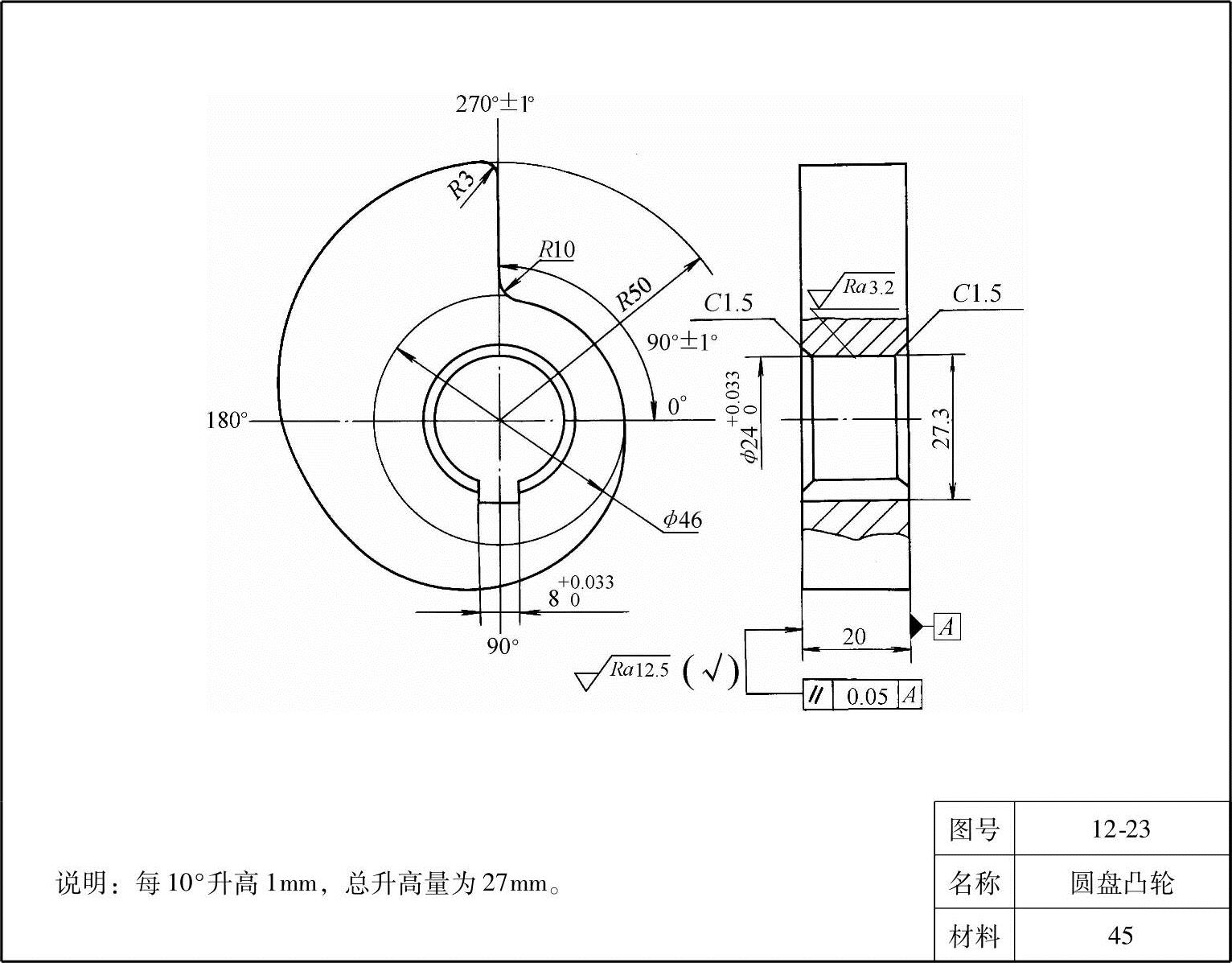
图12-23 圆盘凸轮

3)计算分度头交换齿轮。凸轮铣削时的交换齿轮计算可沿用螺旋槽铣削所用交换齿轮计算公式:
式中 z1、z3——主动交换齿轮齿数;
z2、z4——从动交换齿轮齿数;
P丝——铣床纵向丝杠螺距(mm)。
本例中
P丝=6mm,Ph=36mm
选z1=100,z2=30,z3=70,z4=35。
(2)坯件划线(见图12-24) 铣削前按图样在坯件上划线的操作步骤如下:
1)以坯件外圆定位,将坯件安装在自定心卡盘上。
2)用装有划线头的游标高度卡尺在坯件端面划出凸轮曲线起始位置水平中心线。然后转动分度头主轴,每隔10°划一条中心线,直至划出距起始线270°的终止位置中心线(见图12-24a)。
3)将游标高度卡尺降低至距水平中心线23mm的位置,转动分度头主轴,使所划起始位置中心线处于垂直位置,用游标高度卡尺划出水平线与之相交。
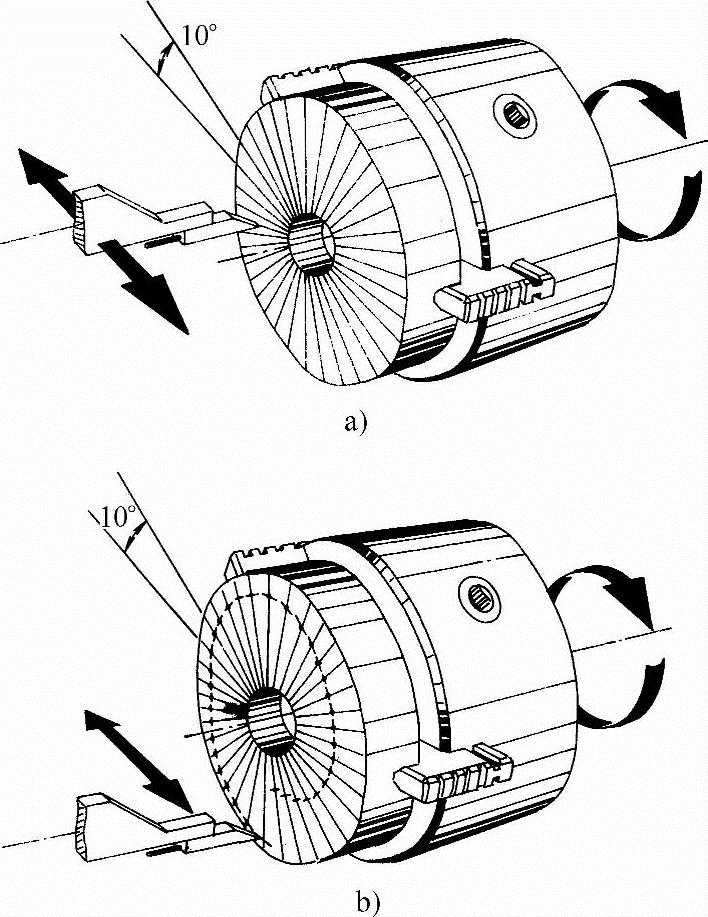
图12-24 坯件划线
4)转动分度头,使每隔10°的中心线依次垂直,游标高度卡尺则每划一次降低1mm,依次划线与中心线相交,直至当270°位置中心线垂直时划出距中心50mm的水平线与之相交(见图12-24b)。
5)用划规按φ46mm划出270°~360°基圆型面线。
6)用曲线板光滑连接0°~270°之间每隔10°中心线上的各交点。
7)用划规划出R10mm、R3mm连接圆弧。
8)在各交点和连接曲线上打样冲眼。
(3)粗铣凸轮 采用机用平口钳装夹工件(较大工件可用压板装夹),选用锥柄立铣刀或套式铣刀,按划线铣去大部分余量,留2~4mm精铣余量。(https://www.xing528.com)
(4)安装与找正分度头、心轴及配置交换齿轮 圆盘凸轮铣削一般在X5032型立式铣床上进行。分度头、心轴安装及交换齿轮配置步骤如下(见图12-25):
1)把分度头安装在纵向工作台右侧,底面定位键块放入中间T形槽内。
2)选用图12-26中用锥部直接插入分度头主轴的心轴,并按图12-26所示方法安装在分度头主轴内。
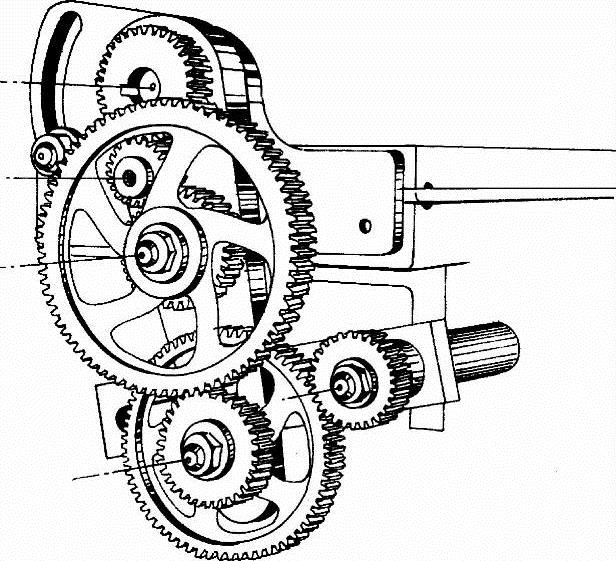
图12-25 分度头、心轴安装及交换齿轮配置
3)把分度头主轴扳转至垂直位置,使90°刻线与基座上“0”线对准。
4)用百分表校正心轴与分度头主轴的同轴度以及定位端面的跳动。
5)由于工件基圆较小,因此,分度头侧轴需采用接长套轴。接长套轴的安装方法如图12-27所示。
6)按铣螺旋槽方式配置交换齿轮。z2或z4齿轮应安装在接长套轴上。
7)松开分度盘紧固螺钉和分度头紧固手柄,将分度定位销插入孔内,然后摇动分度手柄,检查交换齿轮啮合情况。
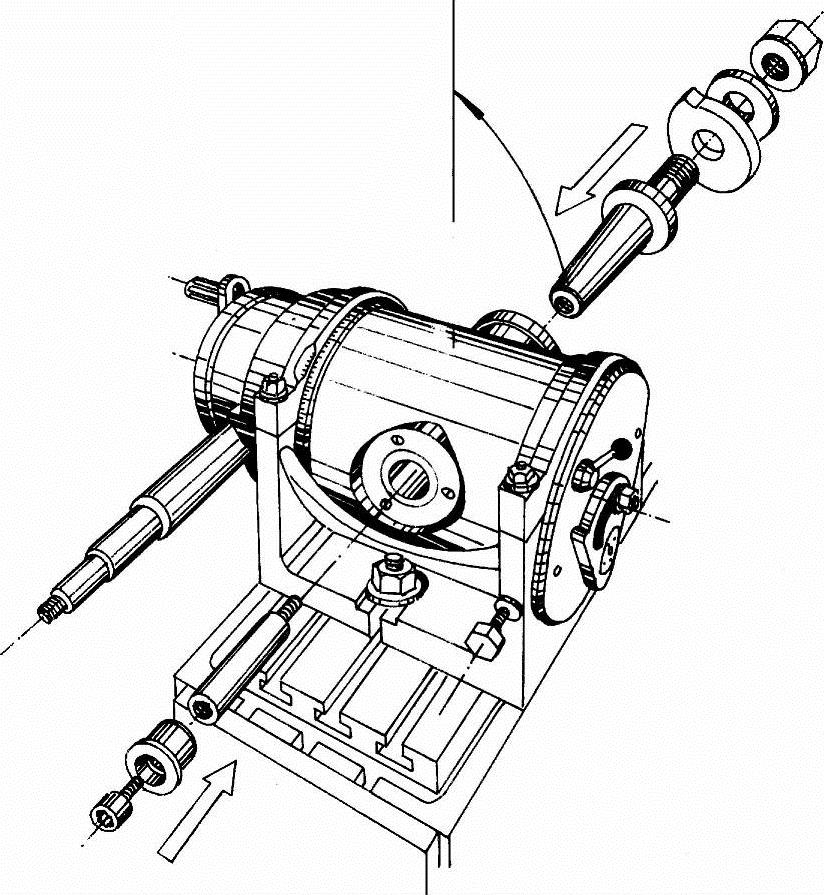
图12-26 安装心轴
(5)装夹、找正工件及导程、螺旋方向的检验
1)把工件内孔套入心轴,并使端面紧贴心轴定位面。夹紧用的垫圈应略小于基圆尺寸。现选用外径为φ40mm、孔径为φ25mm、厚度为5mm的垫圈。
2)用百分表检测凸轮工件轴向圆跳动量,跳动量小于0.05mm。
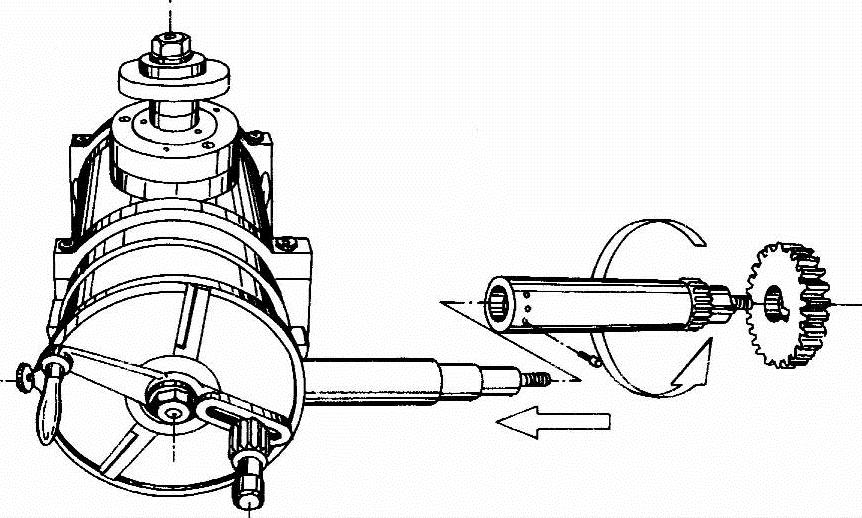
图12-27 接长套轴的安装方法
3)在立铣刀上用黄油粘上大头针,并将针尖对准凸轮坯件上的螺旋面已划好的线。摇分度手柄,在分度头主轴和纵向工作台作复合运动时,观察针尖和凸轮端面划线吻合情况来检验交换齿轮配置、导程数值与计算值是否一致。
(6)铣凸轮型面
1)拔出分度定位销,转动分度手柄,用大头针校正90°、270°位置中心连线,使之与纵向工作台进给方向平行。然后紧固分度头主轴,选用外径为φ20mm的立铣刀,分粗、精铣铣削270°位置直线段和R10mm型面至划线位置(见图12-28a)。下降垂向工作台,使铣刀脱离工件。
2)移动横向工作台,移动方向如图12-28b所示,移动量为10mm。然后移动纵向工作台并转动分度手柄,垂向上升使铣刀逐步接近R10mm位置。
3)转动分度手柄,用纵向工作台调整铣削量,逐次铣削0°~270°位置基圆部分型面至划线位置(见图12-28c)。
4)铣螺旋面部分时铣刀应处于0°起始位置(见图12-28d)。铣削时先拔出分度定位销,用纵向工作台调整铣削余量,然后把分度定位销插入分度盘圈孔,顺螺旋升高方向转动分度手柄,带动分度头和纵向工作台作复合运动,逐次铣削0°~270°螺旋型面至划线位置。
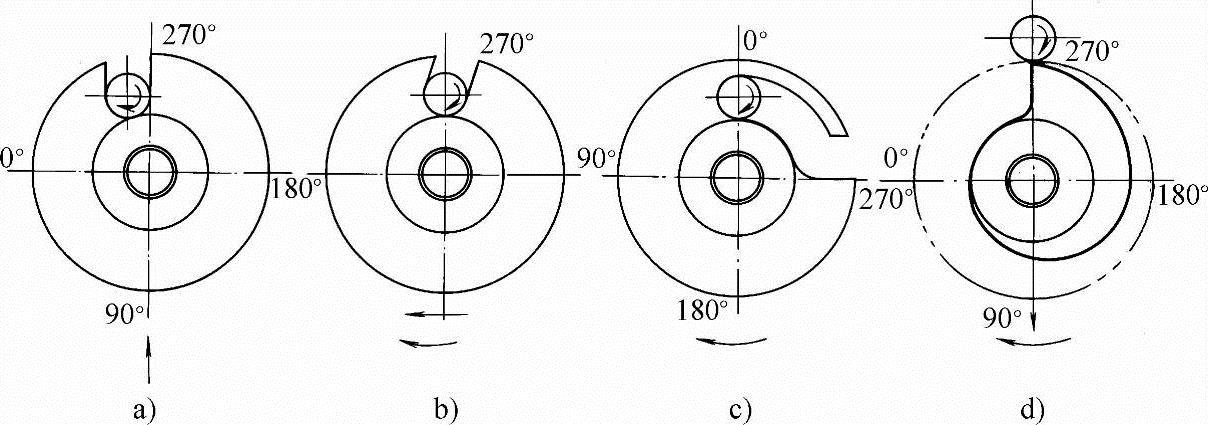
图12-28 铣凸轮型面
(7)圆盘凸轮垂直铣削法操作注意事项
1)螺旋面铣削时禁止顺铣,否则会损坏铣刀,产生废品。
2)工件两端面均可划线,为保证逆铣,选择铣刀时应分别选用左刃或右刃铣刀。
3)铣削时应尽可能使铣削力与夹紧力方向一致,以免工件松动。
4)较大的圆盘凸轮可安装在回转工作台上进行铣削。铣削方法如图12-29所示。但须注意导程换算交换齿轮比时公式中定数n要根据转台定数确定;操作时应合理使用转台分度手柄和手动与机动离合手柄。
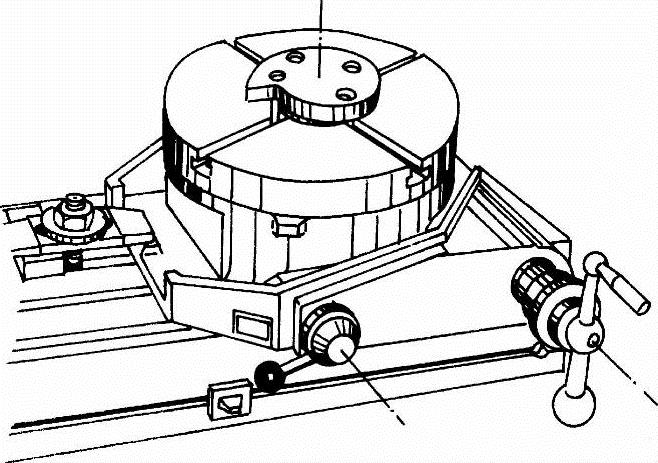
图12-29 铣削较大圆盘凸轮的方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。