



现以图11-9所示工件为例介绍在卧式铣床上铣削偶数矩形牙嵌离合器的方法。
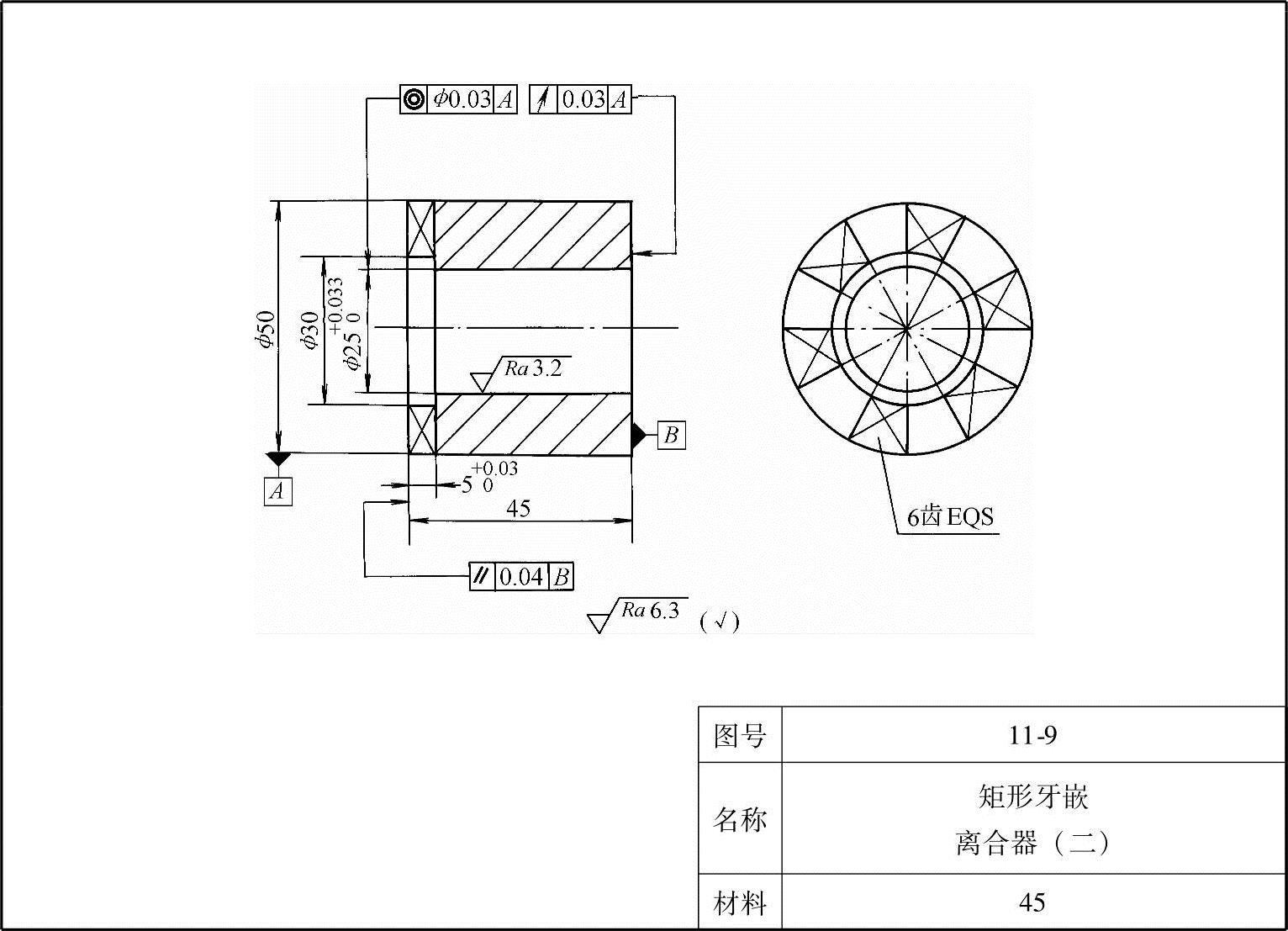
图11-9 矩形牙嵌离合器(二)
(1)选择与安装铣刀
1)选择铣刀。铣刀宽度L的选择与奇数齿牙嵌离合器相同。由于铣削偶数牙嵌离合器时铣刀不能通过整个工件端面,所以铣刀直径受到一定的限制(见图11-10)。铣刀直径d0可按下式计算。
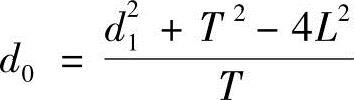
式中 d1——离合齿部内径(mm);
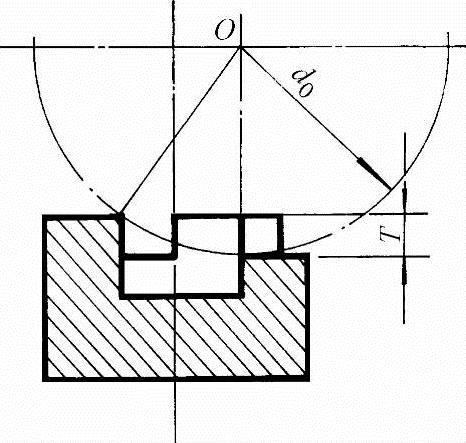
图11-10 选择铣刀
T——离合器的齿深(mm);
L——铣刀宽度(mm)。
本例选用三面刃铣刀宽度L为

实际选用宽度L为6mm。
三面刃铣刀直径d0应为

根据计算取直径为63mm、厚度为6mm的三面刃铣刀可以满足本例要求,即63mm×6mm三面刃铣刀。
2)安装铣刀。与铣奇数矩形牙嵌离合器相同。
(2)装夹及找正工件 与铣奇数矩形牙嵌离合器相同。
(3)铣削步骤
1)分度计算。本例中工件齿数为6。

2)铣齿槽一侧。
①对刀。铣偶数矩形牙嵌离合器,对刀方法与铣奇数矩形牙嵌离合器相同。但测量略有区别,测量前先按奇数矩形牙嵌离合器的对刀方法试铣一刀(见图11-11a)。然后分度手柄转过10转,使已铣出的齿侧处于水平位置(见图11-11b)。再利用升降量规、量块及百分表,对已铣出齿侧的中心位置进行测量。本例工件外径是50mm,故将25mm的量块组放在升降量规测量面上,用百分表找正量块组的测量面与工件外径最高点相等(见图11-12)。(https://www.xing528.com)
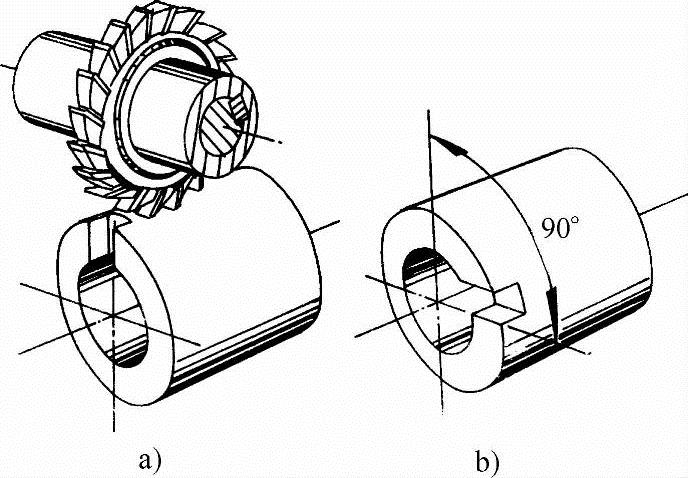
图11-11 测量
将百分表测头与升降量规的测量面接触,并使百分表指针对准“0”位,再测量已铣出的齿侧(见图11-13)。若百分表指针也在“0”位,则表示齿侧在中心位置。否则须适当调整横向工作台位置。
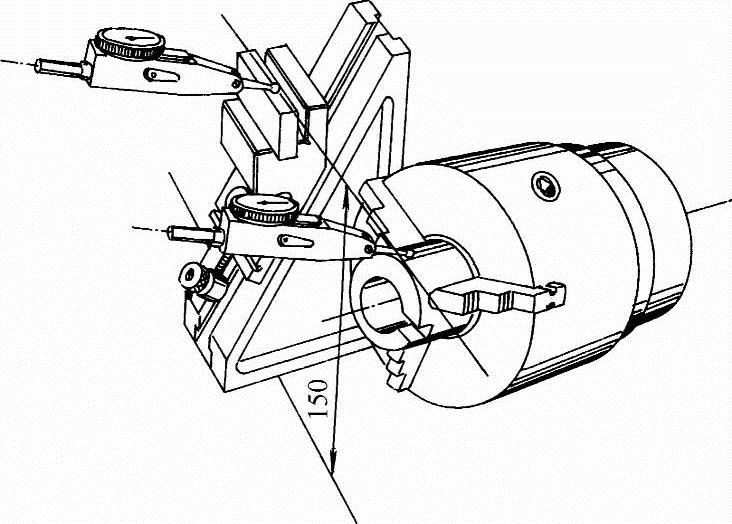
图11-12 用百分表找正
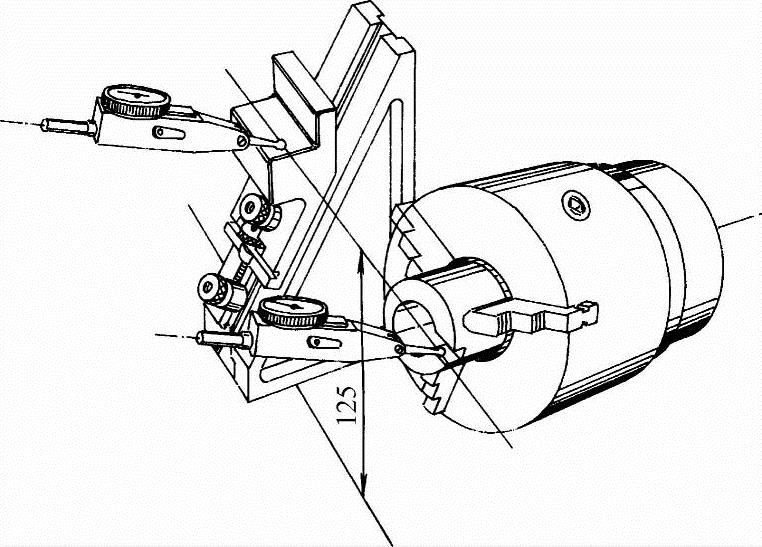
图11-13 测量齿侧
②铣削。对刀完毕并铣出一齿槽后,分度头手柄摇 转,依次铣出六个齿的一个侧面(见图11-14)。需注意,铣削偶数矩形牙嵌离合器时铣刀不能穿过工件整个端面,只能铣完一齿侧后即退刀。
转,依次铣出六个齿的一个侧面(见图11-14)。需注意,铣削偶数矩形牙嵌离合器时铣刀不能穿过工件整个端面,只能铣完一齿侧后即退刀。
3)铣齿槽另一侧面。
①调整横向工作台位置。当各齿槽的一侧面铣削完毕后,应将三面刃铣刀的另一侧面移到工件中心位置。移动的距离应为槽的实际宽度,如图11-15所示。
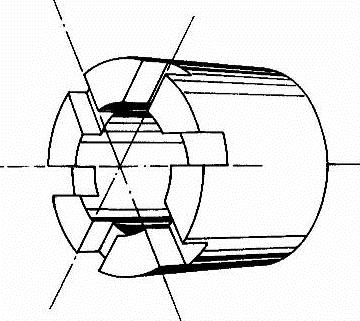
图11-14 铣削齿槽一侧
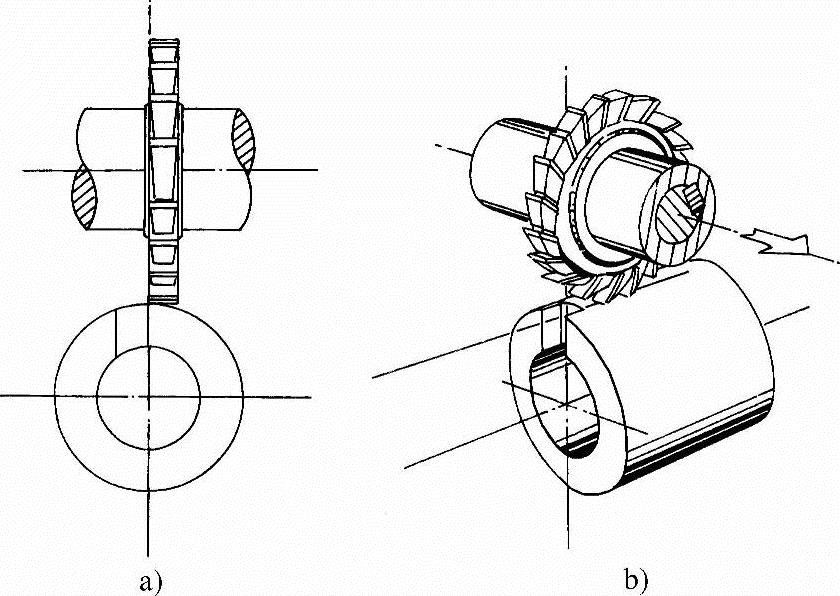
图11-15 调整横向工作台位置
②调整分度转角。铣刀移动一定位置后,分度头主轴必须转过一个角度,使齿槽另一个侧面处于中心位置(见图11-16)。分度手柄转数为

为了保证接合时的间隙,调整分度转角时,可增加或减少1°~2°,使齿小于齿槽。本例应减少1°~2°。
③铣削。按铣削齿第一侧面的方法逐齿铣完齿的第二侧面(见图11-17)。
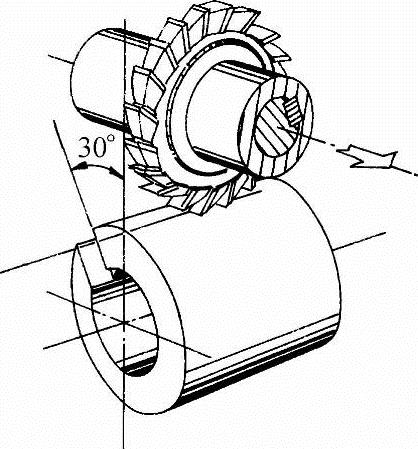
图11-16 调整分度转角
图11-17 铣削齿槽另一侧面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。