



(1)镗刀的种类及刃磨
1)镗刀的种类。按刀头的固定形式分为下列两种。
①机械固定式镗刀,又称刀柄式镗刀,铣床上大都采用这种镗刀。其刀头可采用高速钢车刀(见图10-19a);硬质合金焊接式镗刀(见图10-19b);可转位硬质合金镗刀(图10-19c)。
②浮动式镗刀(见图10-20)。它由镗刀块及镗刀杆配合使用。
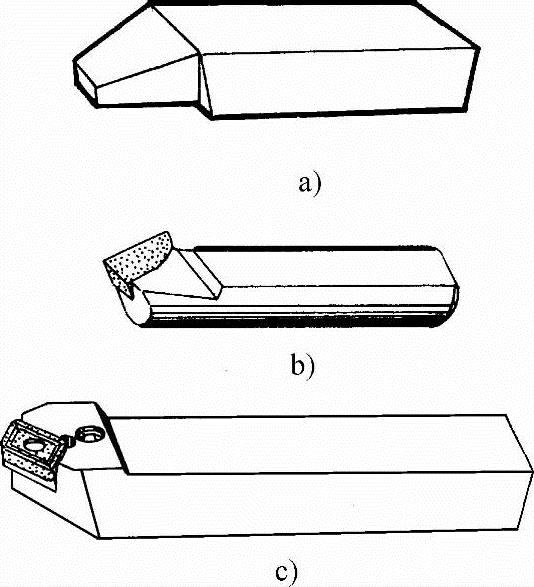
图10-19 机械固定式镗刀
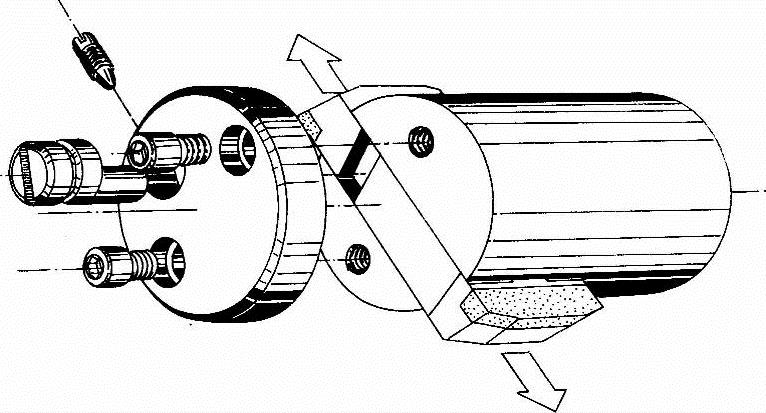
图10-20 浮动式镗刀
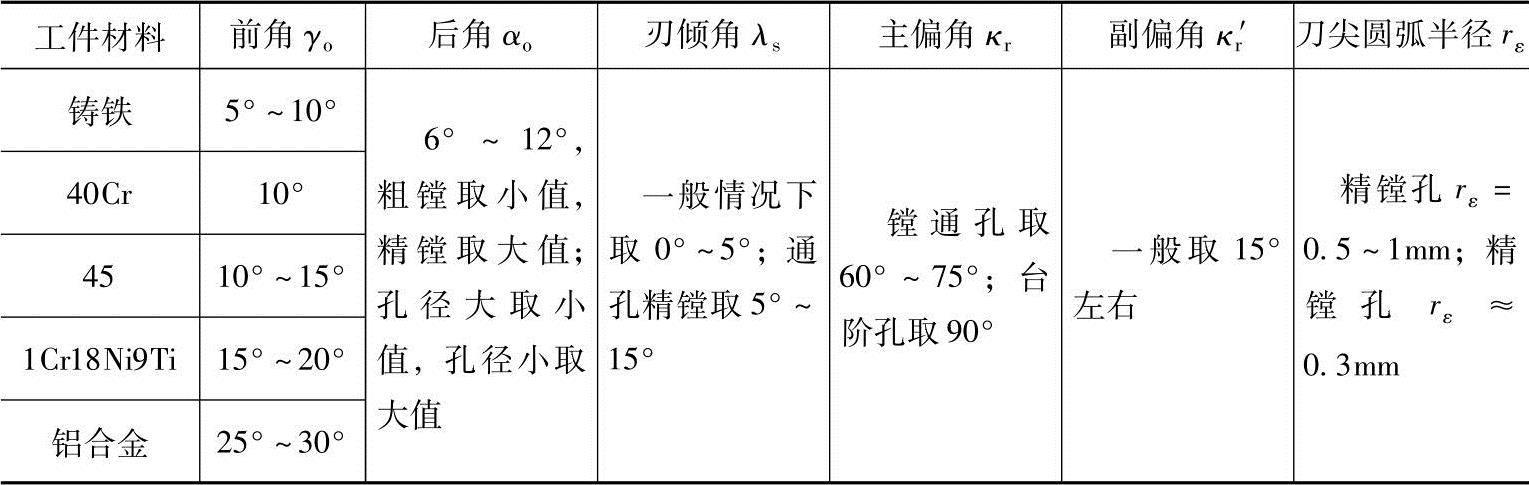
2)镗刀的刃磨。镗刀切削部分的几何形状基本上和外圆车刀相似,刃磨时需磨出前面、主后面、副后面,其主要参数见表10-2。
表10-2 镗刀刃磨主要参数
①刃磨主后面。刃磨时右手捏住刀柄前部,左手捏住刀柄尾部,使刀柄与砂轮轴线成30°夹角,并略向下倾斜约8°左右(见图10-21a)。使主后面与砂轮外圆接触后缓慢往复移动,磨出主后面。使其主偏角κr≈60°、主后角αo≈8°。
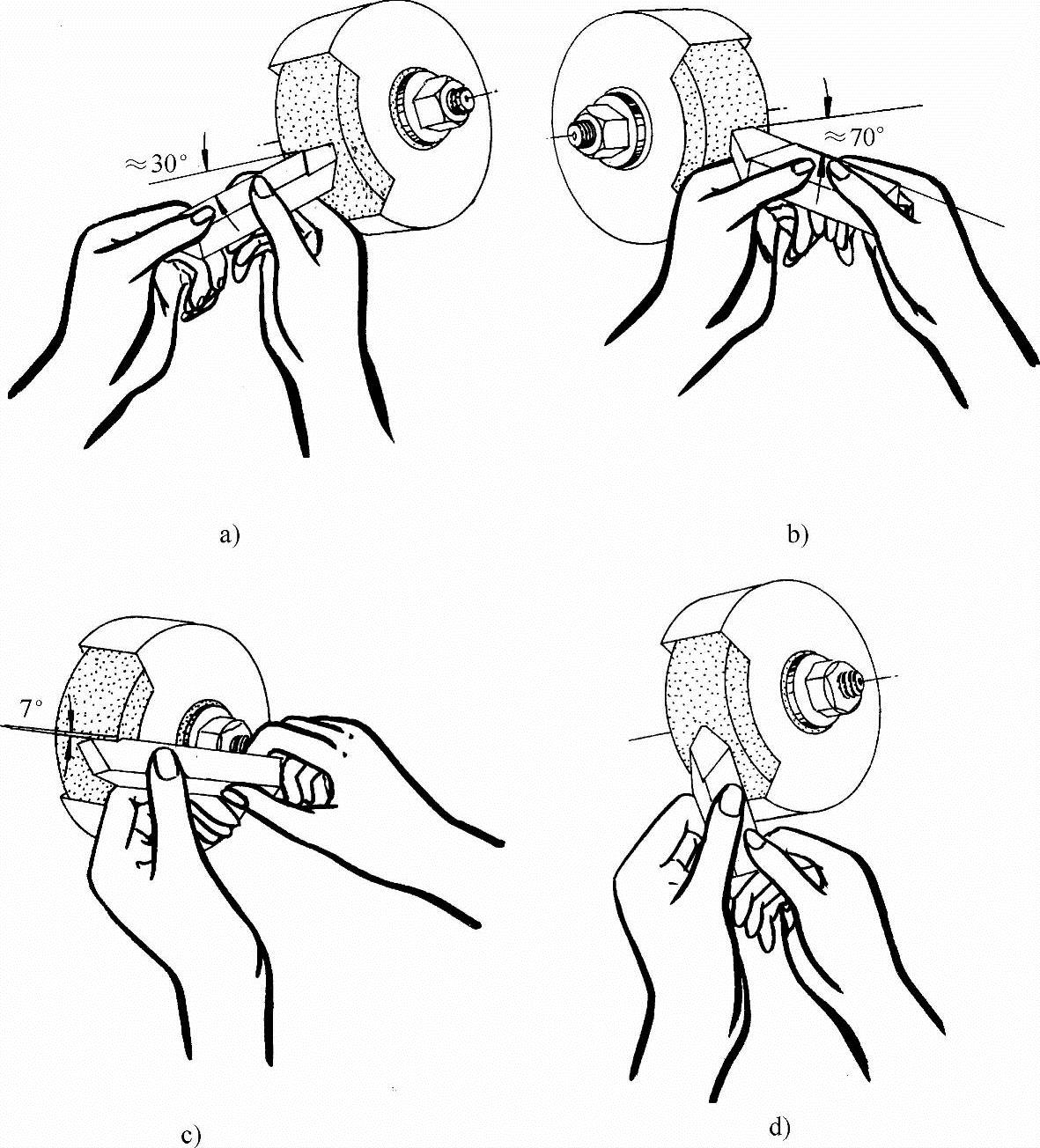
图10-21 镗刀的刃磨
a)刃磨主后面 b)刃磨副后面 c)刃磨前刀面 d)修磨刀尖圆弧
②刃磨副后面。左手捏住刀柄前端。右手捏住刀柄尾部,使刀柄与砂轮轴线成70°夹角,并略向下倾斜约8°(见图10-21b)。使副后面与砂轮外圆接触后,磨出副后面,使其副偏角κr′≈20°、副后角αo′≈8°。
③刃磨前刀面。左手捏住刀柄前端,右手捏住刀柄尾部,刀柄向下倾斜30°,使之与砂轮轴线成30°角度,然后刀具前面向上倾斜7°左右,刀柄尾部向前倾斜5°左右(见图10-21c)。使其磨出前面,前角γo≈7°。
④修磨刀尖圆弧。左手捏住刀柄前端,右手在后(反之亦可),刀柄与砂轮轴线垂直,尾部向下倾斜8°左右,右手作圆弧转动(见图10-21d)。磨出刀尖圆弧rε≈0.3mm。
3)刃磨镗刀时的注意事项。
①如镗刀柄较短小,可用接杆装夹后刃磨,刃磨时用力不能过猛。
②磨削高速钢时应在白刚玉WA(白色)砂轮上刃磨,并经常放入水中冷却,以防工作切削刃退火。
③磨削硬质合金时应在绿碳化硅GC(绿色)砂轮上刃磨,磨削时不可用水冷却,否则刀头会产生裂纹。
④各角度面应刃磨准确、平直,不允许有崩刃、退火现象。(https://www.xing528.com)
⑤镗削钢件时,应刃磨出断屑槽(见图10-22)。
(2)安装镗刀
1)镗杆的种类。
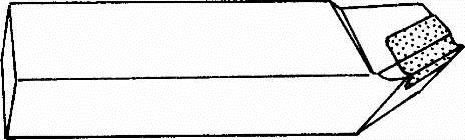
图10-22 刃磨断屑槽
①简易式镗杆。它是铣床上常用的镗杆,制造简单、通用性强、使用方便。常见的有以下两类:
a.整体式镗杆(见图10-23)。
b.过渡式镗杆,这种镗杆用料省,制造方便,适用于镗削中小型孔,有直柄式和锥柄式(见图10-24)。
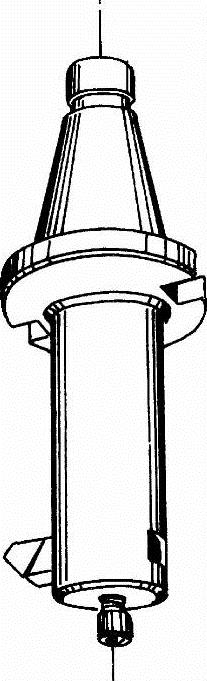
图10-23 整体式镗杆
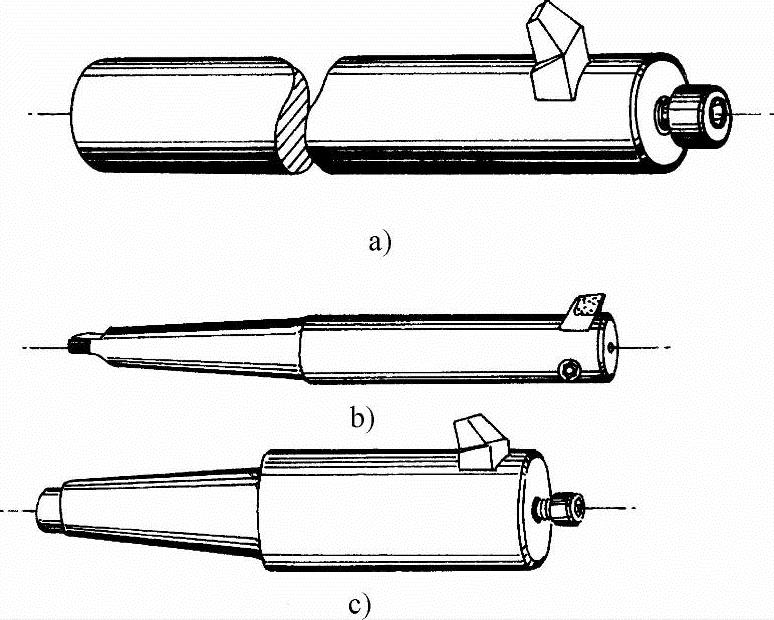
图10-24 过渡式镗杆
a)直柄式 b)、c)锥柄式
②倾斜型微调镗杆(见图10-25)。它是通过游标刻度及精密螺纹微调的镗杆。调整镗刀尺寸时,只要先松开内六角紧固螺钉,然后转动调整螺母,就可以使刀头伸出或后退。
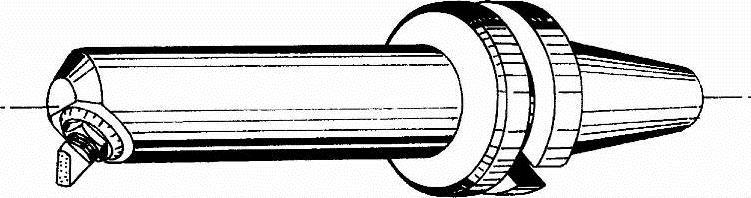
图10-25 倾斜型微调镗杆
③万能镗头(见图10-26)。这种镗头能精确地控制镗孔的直径尺寸,使用范围广,刚性良好。
2)安装镗杆、镗刀。
①安装简易式镗杆时,先将主轴锥孔及镗杆锥柄部分擦净后,将锥柄装入主轴孔中,用拉紧螺杆紧固。然后将镗刀装入孔中,镗刀的前面应朝向紧定螺钉的一面紧固。
②安装过渡式镗杆时,锥柄的变径套装入铣床主轴孔中用拉紧螺杆紧固;带尾舌的镗杆与安装锥柄麻花钻相同;直柄镗杆选用合适的弹性套与铣夹头一起装入主轴孔中,安装方法与安装键槽铣刀相同。镗杆装入后伸出长度约为工件厚度的2.5倍,然后按主轴的旋转方向装入镗刀。本作业选用直柄过渡式镗杆。
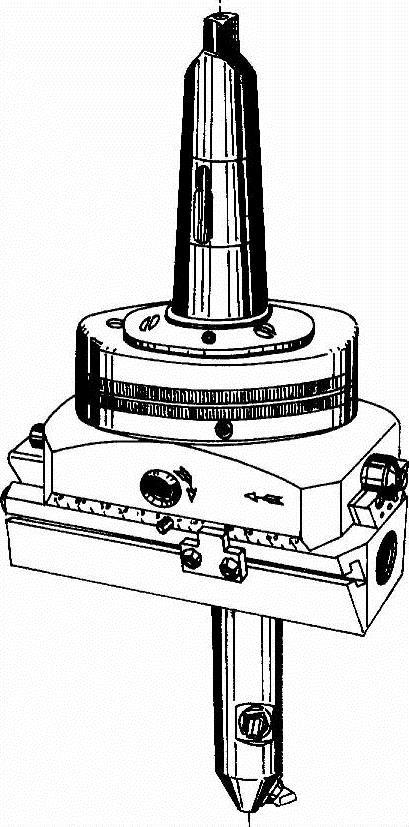
图10-26 万能镗刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。