



【摘要】:铣削及移距方法与铣直齿条相同,即每铣完一齿槽后,横向工作台移动一个斜齿条的法向齿距pn,然后铣削第二个齿槽。图9-27 铣削斜齿条1)测量齿厚。测量方法与直齿条相同,但应使齿高测量面与齿条上平面平行,两齿厚量爪与齿面平行。质量分析1)齿厚和齿距超差。除了与铣直齿条原因相同外,主要是移距时将法向齿距与端面齿距弄错。
(1)计算齿距 斜齿条的齿距有法向齿距pn和端面齿距pt,它们分别为
pn=πmn=3.1416×2.5mm=7.854mm

(2)移距 当工件转动角度铣削时,移距量为pn(7.854mm);在用纵向移距法加工长齿条时,若用工作台转动角度铣削,则移距量为pt(8.358mm)。
(3)铣削 现采用倾斜法装夹工件铣削(见图9-27)。使工件的基准侧面和工作台的移距方向成螺旋角β=20°。铣削及移距方法与铣直齿条相同,即每铣完一齿槽后,横向工作台移动一个斜齿条的法向齿距pn(7.85mm),然后铣削第二个齿槽。待测量后,根据实际余量作第二次铣削,第二次铣削层深度调整计算与铣直齿条相同,经检查合格后,依次铣完全部齿槽。
(4)检测 斜齿条主要测量齿厚和齿距,测量方法与直齿条基本相同。
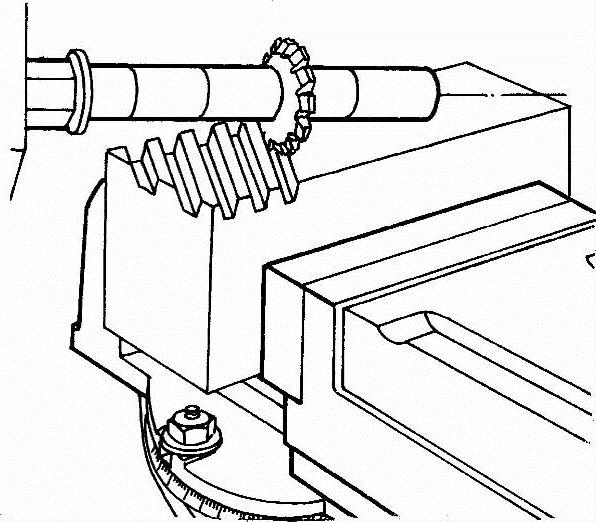
图9-27 铣削斜齿条(https://www.xing528.com)
1)测量齿厚。测量依据是法向齿厚sa=3.925-0.16-0.40mm、齿顶高ha=2.5mm。测量方法与直齿条相同,但应使齿高测量面与齿条上平面平行,两齿厚量爪与齿面平行。
2)测量齿距。测量依据是法向齿距pa(7.85mm±0.04mm),测量方法与直齿条相同。
(5)质量分析
1)齿厚和齿距超差。除了与铣直齿条原因相同外,主要是移距时将法向齿距与端面齿距弄错。
2)齿向超差。调整工件转角误差太大。
3)齿形超差。与铣直齿条原因相同。
4)齿面粗糙。与铣直齿条原因相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。