



(1)计算交换齿轮
1)根据公式计算导程。
Ph=πDcotβ
式中 Ph——螺旋线导程(mm);
D——工件直径(mm);
β——螺旋角(°)。
本例中Ph=πDcotβ=3.1416×35×cot26°34′
≈220mm
2)根据公式计算交换齿轮。
式中 z1、z3——主动交换齿轮;
z2、z4——从动交换齿轮;
P丝——机床纵向丝杠螺距(mm),X6132型机床P丝=6mm;
Ph——工件导程(mm)。
本例中交换齿轮为
即主动轮z1=60,从动轮z4=55。
(2)配置交换齿轮的方法 交换齿轮的配置方法如图8-19所示。
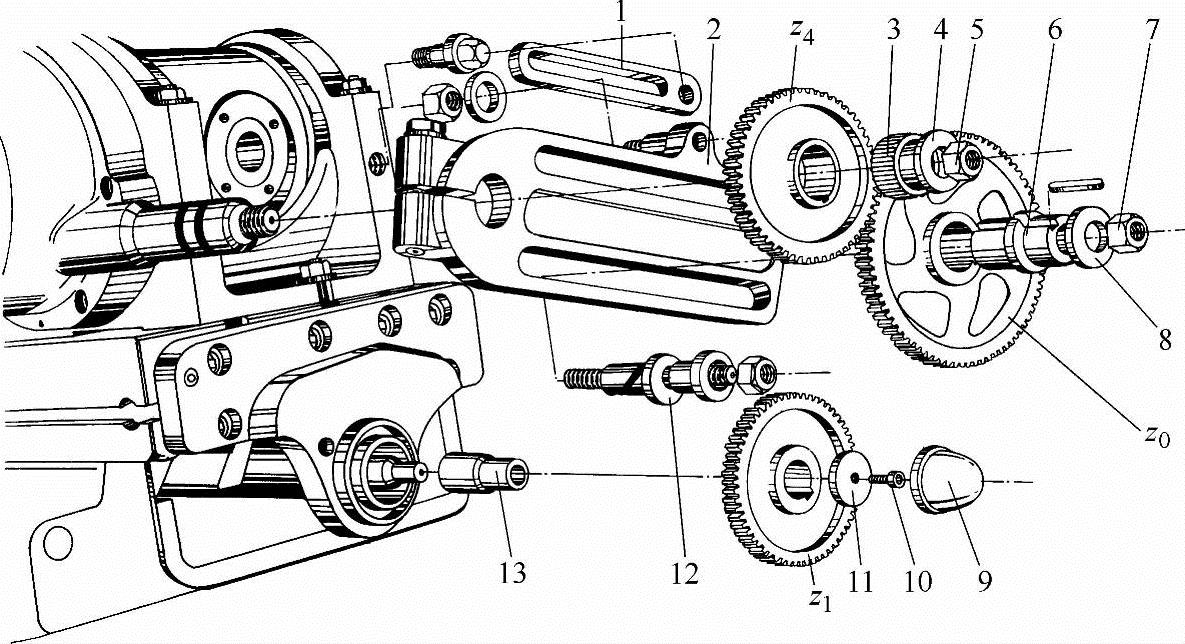
图8-19 交换齿轮的配置方法(https://www.xing528.com)
1—压板 2—交换齿轮架 3—套圈 4、8、11—垫圈 5、7—螺母 6—齿轮套 9—端盖 10—螺钉 12—交换齿轮轴 13—轴套
1)拆下端盖9。
2)在纵向丝杠右端装上轴套13。
3)装上主动轮z1,z1=60。
4)装上垫圈11及螺钉10,以防齿轮传动时脱落。
5)在分度头侧轴处装上交换齿轮架2。
6)在侧轴上安装从动轮z4,z4=55。
7)装上套圈3、垫圈4及螺母5。
8)紧固交换齿轮架,在交换齿轮架上装上交换齿轮轴12及齿轮套6,再装上中间轮z0,然后装上垫圈8,螺母7,使中间轮与从动轮啮合适当(啮合后齿轮之间摆动5°左右)。
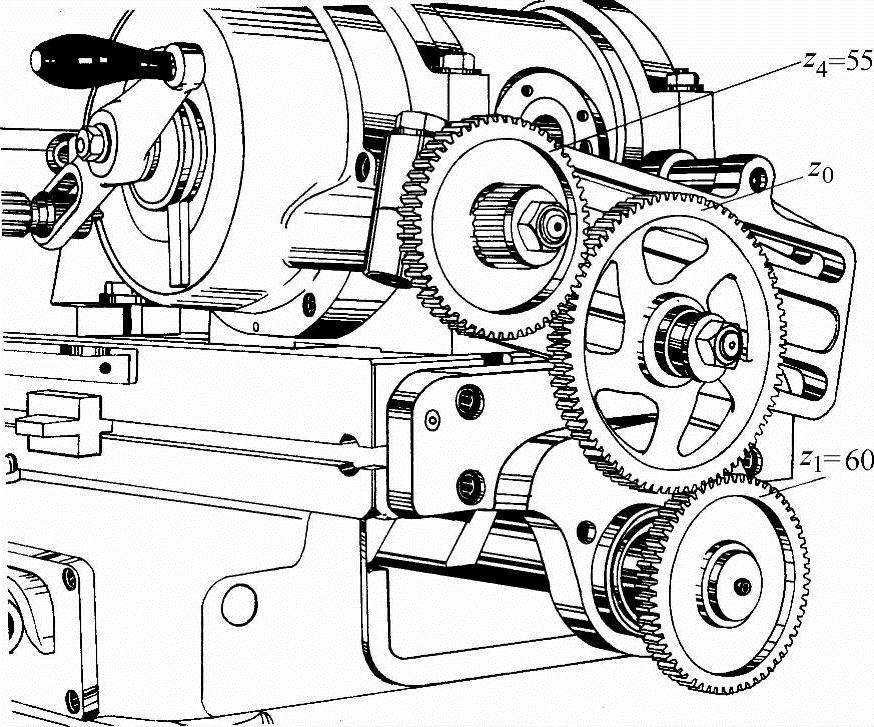
图8-20 交换齿轮组装图
9)松开交换齿轮架,使中间轮与主动轮啮合适当,然后紧固交换齿轮架。
10)紧固分度头与交换齿轮架上的压板1。
11)在交换齿轮与交换齿轮轴套部分加润滑油。
12)检查交换齿轮并摇动纵向手柄检查啮合情况。
交换齿轮组装如图8-20所示。
(3)检验导程和螺旋方向
1)检验导程。在纵向工作台移动部位A点及纵向刻度盘以及分度头主轴前端刻度盘处划线做记号(见图8-21a)。松开分度头紧固手柄及分度盘紧固螺钉,并将分度定位销插入孔中,然后移动纵向工作台使之从A点至B点,即移动220mm时,观察分度头主轴前端刻度盘记号是否刚好转过一整转(见图8-21b)。说明交换齿轮配置正确与否。
2)检验螺旋方向。现加工的工件为右旋,可在工件圆柱面上划一右旋的线条,使纵向工作台向进给方向移动,观察工件是否按右旋的线条方向转动,如不对,则可增加或减少中间轮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。