



(1)选择铣刀
1)铣键侧用刀具。先铣键侧,铣刀宽度可适当大些,现选用φ63mm×8mm直齿三面刃铣刀。
2)铣小径用刀具。选用成形刀头(见图8-3),安装方法如图8-8所示。
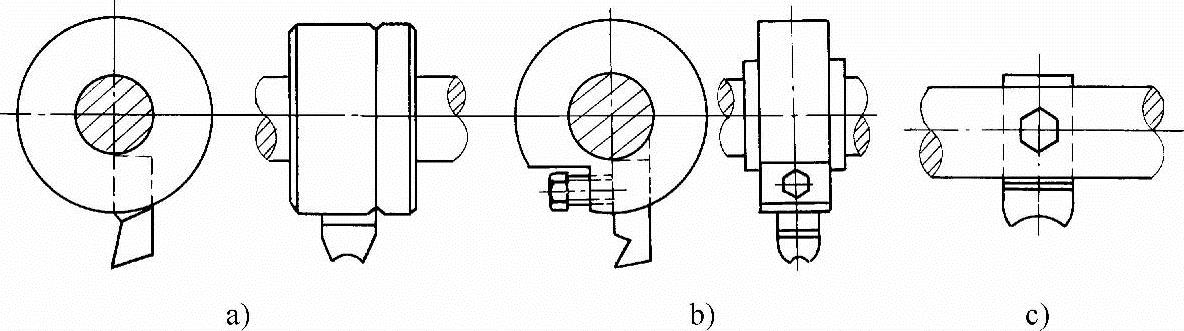
图8-8 成形刀头的安装方法
a)用夹紧刀盘安装 b)用紧固刀盘安装 c)用方孔刀杆安装
(2)检查、安装及校正工件 与先铣中间槽,后铣键侧相同。
(3)铣外花键的步骤
1)对刀。对刀方法较多,现采用划线对刀法,将工件装夹、找正后划线,再对刀。
①划中心线。将游标高度卡尺调整到125mm游标刻度上,在工件外圆两侧面上各划一条线,然后将工件转过180°,再在两侧面上重划一次,观察两次所划的线是否重合,如不重合,将游标高度卡尺调整至两条线的中间重复再划,直至重合。
②划键宽线。根据正确中心线的刻度,将游标高度卡尺调高或调低至键宽尺寸的一半(3.7mm),再在工件外圆两侧面上各划一条线,然后将工件转过180°,再划两条线,就得到对称的键宽线(7.4mm),如图8-9所示。
③对刀。划线后,将工件转过90°,使所划的线转至上方,作为对刀时参考。试铣对刀,使三面刃铣刀的侧刃离开键宽线约0.3~0.5mm,并在横向刻度盘上画线做记号。紧固横向工作台。
2)调整铣削长度。根据铣削长度,安装好自动停止挡铁。
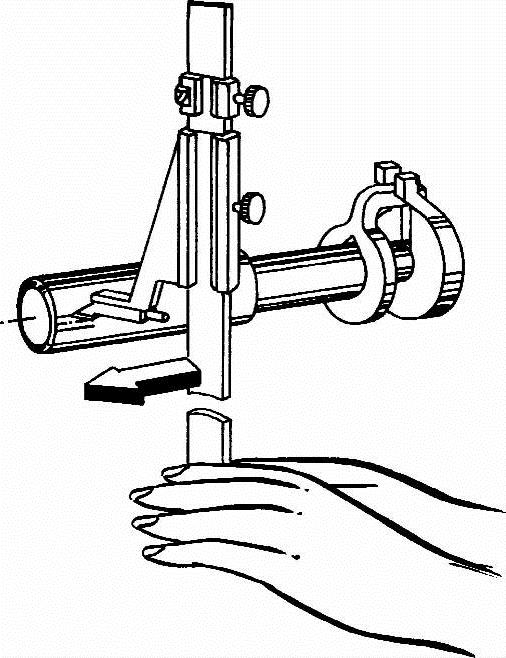
图8-9 铣外花键时划键宽线
3)调整铣削层深度。使铣刀微微擦到工件表面后,工作台垂向上升H。

即垂向上升量为3.22mm(式中0.4为齿侧加深量)。(https://www.xing528.com)
4)试铣键侧1。调整好铣削层深度后,开动机床铣键侧1(见图8-10a)。
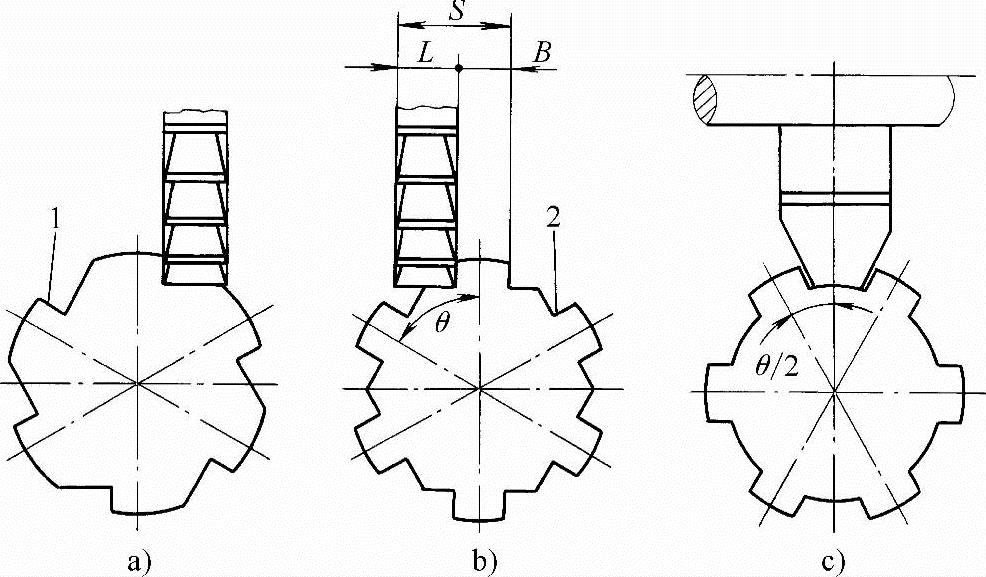
图8-10 铣外花键步骤
a)铣键侧面1 b)铣键侧面2 c)铣小径圆弧面
5)试铣键侧2。键侧1试铣完后,横向工作台移动S后,铣出键侧2(见图8-10b)。
S=L+B+2×(0.3~0.5)mm=8mm+7.4mm+0.8mm=16.2mm即横向工作台移动16.2mm(式中0.3~0.5为预铣时单面留的铣削余量)。
6)预检键的对称度。测量对称度的方法如图8-6所示。
7)铣键侧1。根据预检结果,若测得键侧1比键侧2少铣去0.2mm,则将工件转过90°,使键处于上方,然后移动横向工作台,将键侧1铣去0.2mm。再测出键宽实际尺寸,按图样尺寸与实测尺寸的差值一半,调整横向工作台铣键侧1,然后分度依次铣毕各键的同一侧面。
8)铣键侧2。键侧1全部铣完后,移动横向工作台并保证键宽尺寸达到7.4mm±0.045mm,依次铣出全部键侧2。
9)铣小径圆弧面。当键侧全部铣完后,调换安装成形刀头,铣小径圆弧面。
①对刀。使外花键键宽两尖角同时与刀头圆弧面接触(见图8-11)。紧固横向工作台。
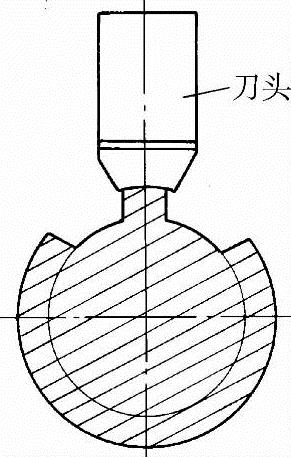
图8-11 成形刀头对刀
②调整工件转角。当对刀完成后,将分度头转过
 。
。
③试铣。工作台垂向微量上升切到槽底,铣出圆弧面后,退出工件,将工件转过180°,铣出另一圆弧面后,用千分尺测量小径尺寸。
④铣小径圆弧面。当测量出小径尺寸后,垂向上升小径尺寸余量的一半,依次铣完小径圆弧面,如图8-10c所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。