



根据图7-1所示工件要求,现确定在X6132型卧式万能铣床上加工,加工步骤如下:
(1)刻线刀具的安装 采用正方形高速钢车刀条,即宽度为12mm、长度为100mm的正方形高速钢车刀条,安装在φ32mm长刀杆上,并用垫圈扳紧(见图7-5a)。主轴转速调整到最低挡,并将主轴换向开关转换至“停止”位置。
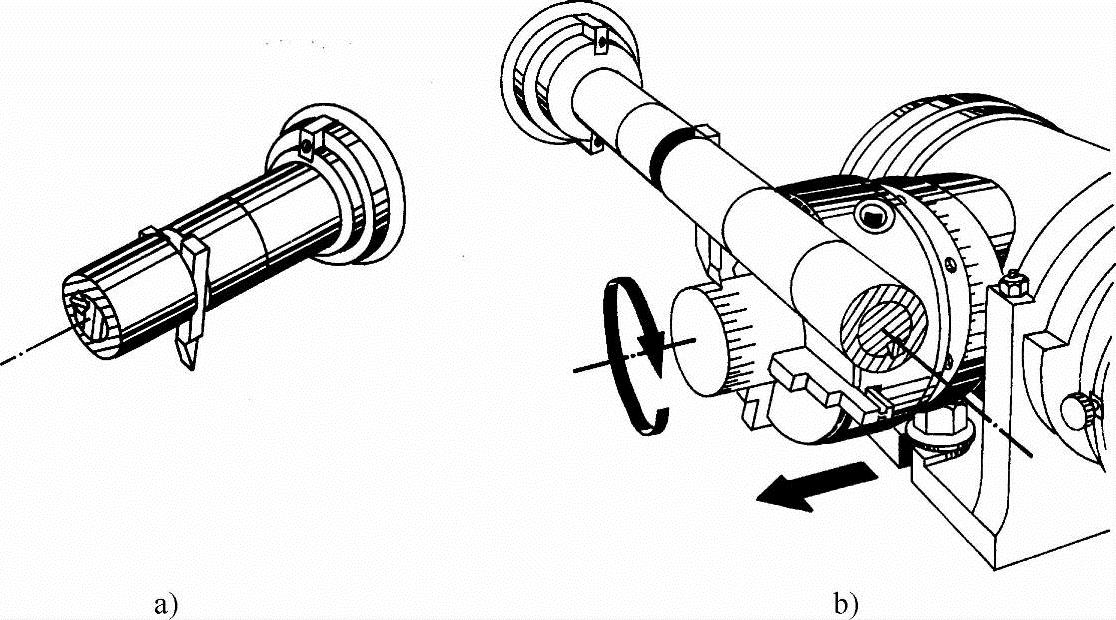
图7-5 刻线刀安装与刻线
(2)装夹与找正工件 将F11-125型分度头水平安置,校正分度头主轴轴线与工作台面平行,并与纵向工作台进给方向平行。工件用自定心卡盘装夹,找正圆柱表面的径向圆跳动小于0.03mm即可。
(3)分度计算与分度叉的调整
1)分度计算。现要求刻60等分线条,根据公式计算分度手柄转数。
即每刻一条线后,分度手柄应在66孔圆上转过44个孔距。
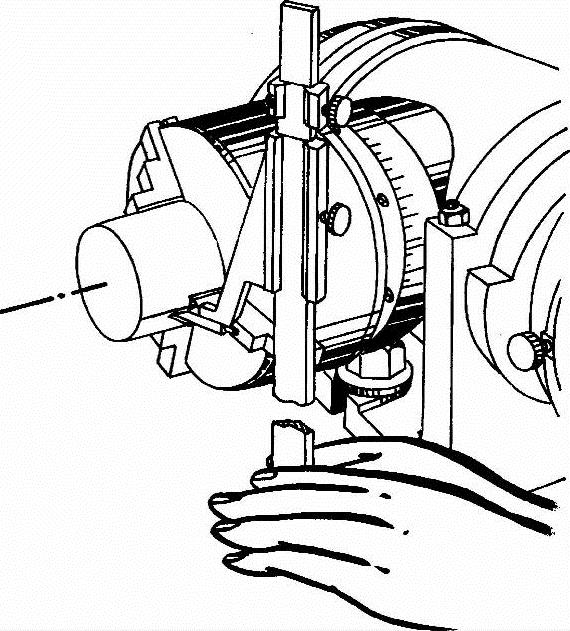
图7-6 划中心线
2)调整分度叉。先将分度定位销调整在66孔圈的位置上,然后调整两分度叉之间孔数为45。
(4)刻线方法
1)对刀。在工件的圆柱面上划出中心线(见图7-6)。划线时先将游标高度卡尺调整到125mm,在工件的一侧划出一条线,在另一侧也划出一条线,然后将分度头转过180°,用游标高度卡尺再重划一次。如两次划出的线重合,说明划线已准,如不重合,则按其偏差一半进行调整,直至划出的线重合。然后分度头转过90°(手柄摇10转),使划出的线处于上方,将刻线刀的刀尖对准划出的线,紧固横向工作台。
2)调整划线长度。使刻线刀的刀尖刚好与工件端面对齐,然后在纵向进给刻度盘上画线做记号,下降工作台,根据记号,摇动纵向手柄,长线10mm用粉笔在纵向刻盘上做记号;中线7mm用另一种颜色粉笔做记号;短线5mm再用一种颜色粉笔做记号。
3)刻线。摇动纵向工作台,使刻线刀处于刻线部位,垂向微微上升,使刀尖与外圆刚好接触,在垂向刻度盘上做记号,下降工作台,纵向退出工件。垂向工作台上升0.1mm左右(注意,刻线的深浅程度随刀尖角大小、工件材料性质和刻线疏密等不同而有变化),刻出长线,观看线条粗细是否符合要求,若过细,则再调整垂向工作台。刻完一条线后分度手柄在66孔圈上摇过44个孔距,再分别刻短线和中线(见图7-5b)。(https://www.xing528.com)
(5)刻线的质量分析
1)刻线粗细不均匀。其原因是:
①工件圆跳动过大。
②工作时,刻线刀位移或中途磨损。
2)刻线长短不一致。其原因是:
①操作不慎,摇错刻度。
②操作中机床刻度盘松动。
3)刻线不等分。其原因是:
①分度计算错误,或分度叉孔数调整错误。
②操作时,摇错分度手柄。
③分度头传动系统间隙未消除。
4)线条毛刺过大。其原因是:
①刻线刀具不锋利。
②刻线刀角度磨得不准确(前角γo、后角αo过小)。
③安装刻线刀时,前刀面与进给方向不垂直。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。