



刻线刀具可利用废刀具(立铣刀、中心钻、锯片铣刀)或高速钢车刀及硬质合金刀杆等磨制而成。
(1)刻线刀具的几何角度 刻线刀具一般前角γo≈0°~8°、刀尖角εr≈45°~60°、后角αo≈6°~10°,如图7-2所示。
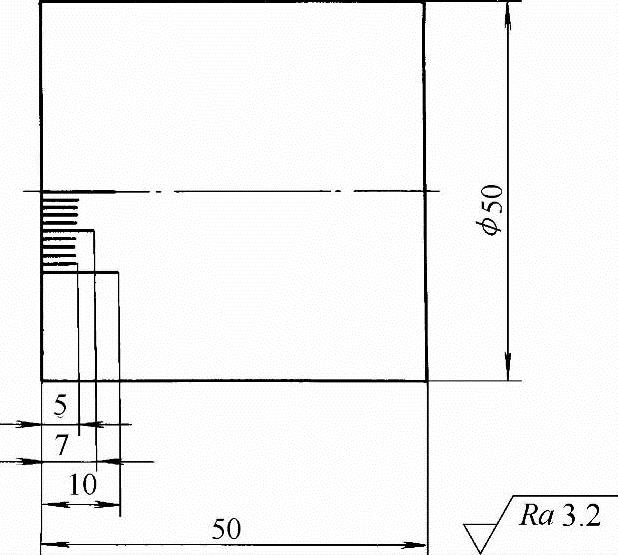
图7-1 刻线零件图
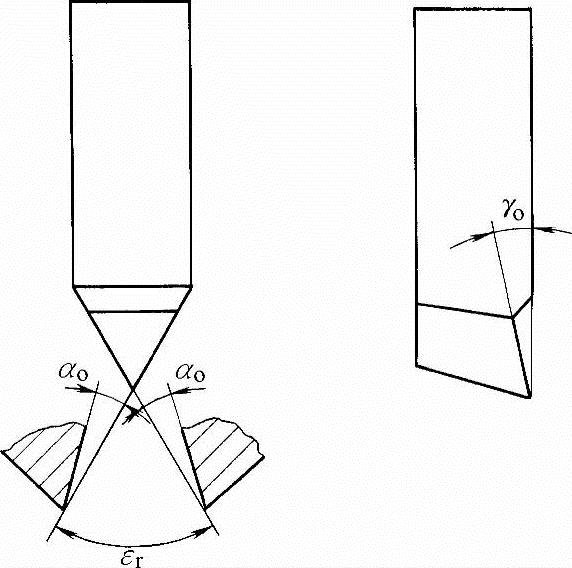
图7-2 刻线刀具的几何角度
(2)刻线刀具的刃磨 刻线刀具可在普通砂轮机上刃磨,高速钢刀具在氧化铝(白色)砂轮上磨削;硬质合金刀具在碳化硅(绿色)砂轮上磨削。刃磨的步骤和要求如下:
1)刃磨刀尖角左面。两手握刀体,右手在前,左手在后,前刀面向上,刀体左侧面与砂轮圆周面相交成约25°夹角,刀体自然向上倾斜8°左右,使之磨成εr/2≈25°、后角αo≈8°。刃磨时适当用力使刀头的主后面与砂轮圆周接触,再左、右缓慢移动,刃磨出后刀面,同时磨出刀尖左面(见图7-3a)。
2)刃磨刀尖角右面。两手握刀体,左手在前,右手在后,前刀面向上,刀体右侧面与砂轮圆周面相交成约25°夹角,刀体自然向上倾斜8°左右(见图7-3b)。刃磨方法与磨左面相同。
3)刃磨前刀面。两手握刀体,左手在前,右手在后,刀体水平放置,前刀面靠向砂轮圆周面,使柄部向前倾斜约7°夹角,适当用力,磨出前刀面(见图7-3c)。
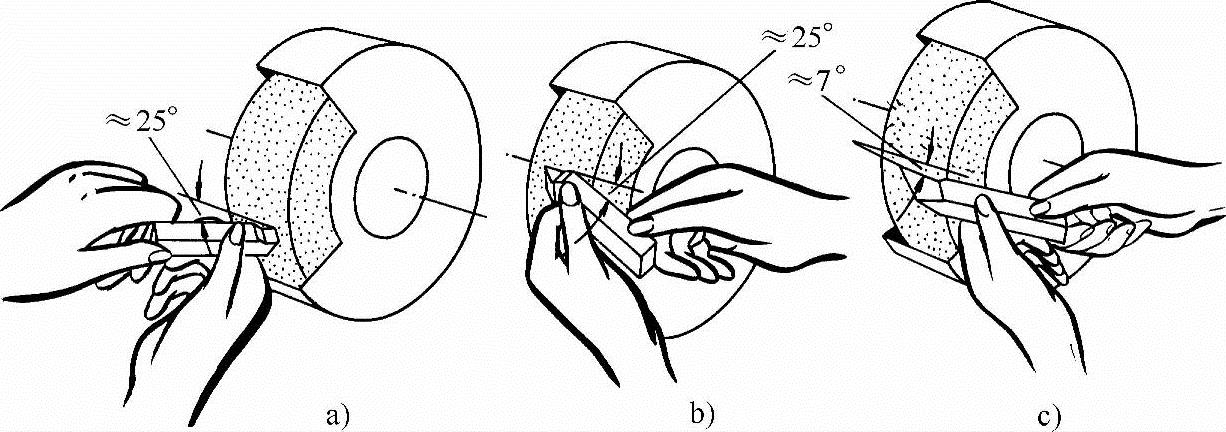
图7-3 刻线刀的刃磨步骤
a)刃磨刀尖角左面 b)刃磨刀尖角右面 c)刃磨前刀面
4)磨石修磨。为了提高刃口质量,刀具刃磨后,用磨石修磨前、后刀面。修磨时,在磨石上放少量润滑油。(https://www.xing528.com)
(3)刃磨要求
1)前、后刀面平直,角度准确,刀尖对称于刀杆中心。
2)刃口锋利,刀尖不允许有崩刃、钝口、退火等现象。
(4)刃磨时的注意事项
1)起动砂轮时,应避开旋转的砂轮,待运转正常后进行刃磨。
2)刃磨时,要拿稳刀体,用力不能过猛,防止发生工伤事故。
3)戴好防护眼镜。
(5)安装刻线刀具
1)卧式铣床。可用如图7-4所示刀夹安装刀具。先把刀夹安装在刀杆上,然后将刻线刀插入方孔内,用螺钉紧固。通常也可将刻线刀用垫圈直接夹紧在铣刀杆上。
2)立式铣床。可用铣夹头、弹性套,将由废旧立铣刀等改制成的刻线刀具,安装在立铣头的主轴孔中。
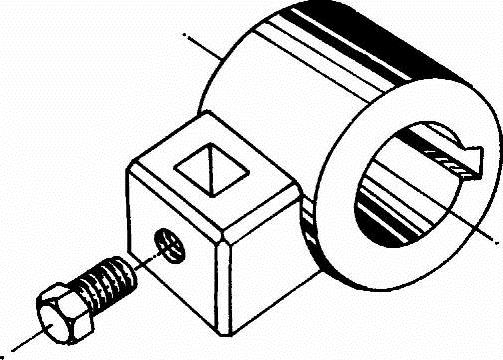
图7-4 刻线用刀夹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。