



【摘要】:与键槽对称度检测方法基本相同。操作过程与用三面刃铣刀铣半封闭键槽对刀相同,对刀后将横向及纵向工作台固紧。调整铣削层深度 擦到工件后,垂向升高量H为H=30mm-24mm=6mm铣削 由于半圆键槽铣刀的铣削面由小到大,铣刀强度又较差,所以一般用手动进给铣削。铣削完第一条半圆键槽后,垂向工作台下降,松开纵向工作台,移动40mm后固紧,再铣削第二条半圆键槽。图6-32 铣半圆键槽图6-32 铣半圆键槽图6-33 测量槽深2)质量分析。
(1)对刀
1)调整铣削位置。用钢直尺确定铣刀中心至工件端面距离为20mm(见图6-31)。然后垂向微量上升,切出浅痕,用钢直尺或游标卡尺测量工件端面至切痕中间的距离是否等于20mm,若不符,则调整纵向工作台。
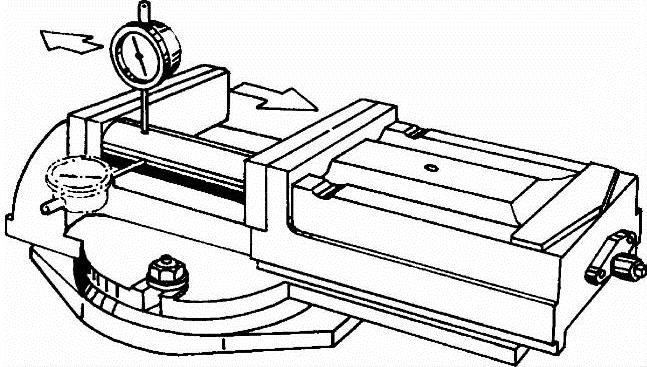
图6-30 装夹工件与找正
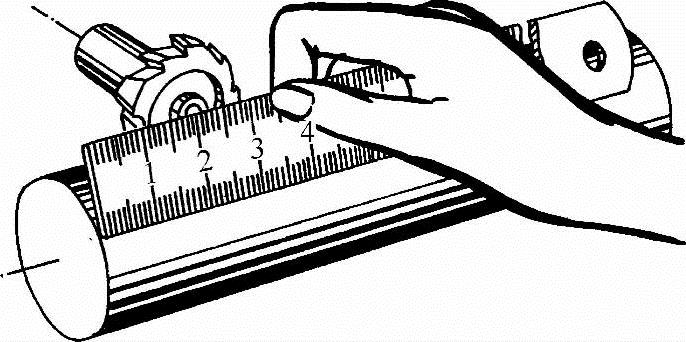
图6-31 铣槽位置
2)切痕对刀。操作过程与用三面刃铣刀铣半封闭键槽对刀相同,对刀后将横向及纵向工作台固紧。
(2)调整铣削层深度 擦到工件后,垂向升高量H为
H=30mm-24mm=6mm
(3)铣削(见图6-32) 由于半圆键槽铣刀的铣削面由小到大,铣刀强度又较差,所以一般用手动进给铣削。铣至尺寸后让铣刀空转数转后停机,以提高表面质量。因为刀具刚度较差,排屑困难,所以,铣削过程中应充分冲注切削液。
铣削完第一条半圆键槽后,垂向工作台下降,松开纵向工作台,移动40mm后固紧,再铣削第二条半圆键槽。
(4)检测与质量分析
1)半圆键槽的检测。
①测量槽宽。一般用塞规检测,稍宽的槽也可用内测千分尺测量。(https://www.xing528.com)
②测量对称度。与键槽对称度检测方法基本相同。
③测量槽深。测量时,将圆片(φ21mm×5mm)放入槽内(见图6-33)。用千分尺或游标卡尺测得读数后减去圆片直径即为槽深尺寸。
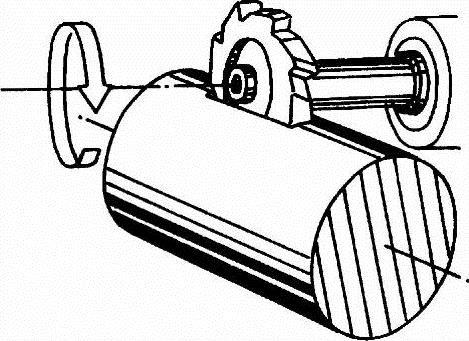
图6-32 铣半圆键槽
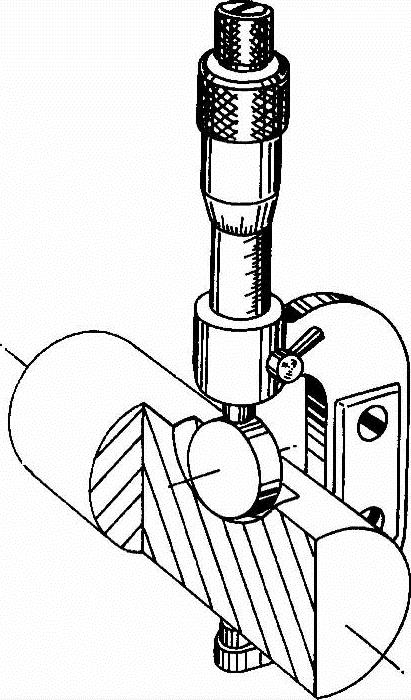
图6-33 测量槽深
2)质量分析。
①槽宽尺寸超差。其原因是:
a)铣刀选得不准确。
b)铣刀轴向圆跳动过大。
②对称度超差。其原因是:
a)对刀不准。
b)工件侧素线未校正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。