



现仍以图6-1所示工件为例,介绍在X5032型立式铣床上调整立铣头主轴转角,铣削V形槽的方法。
(1)铣窄槽 一般在卧式铣床用锯片铣刀加工。
(2)铣V形槽
1)选择与安装铣刀。
①根据槽宽尺寸,选用外径为35mm的莫氏锥柄立铣刀。
②用变径套及拉紧螺杆安装立铣刀,安装方法与铣斜面相同。
③调整主轴转速n=150r/min(vc≈16m/min),每分钟进给量vf=37.5mm/min。
2)调整主轴转角。工件槽形角α=90°,主轴扳转 。左、右扳转均可。
。左、右扳转均可。
3)装夹与找正工件。将平口虎钳安放在纵向工作台左端或右端,否则扳转角度后无法加工。安装并校正固定钳口与横向工作台进给方向平行后压紧。然后将工件装夹在平口虎钳内,校正上平面与工作台面平行。
4)铣削方法。
①对刀(见图6-10)。将立铣刀刀尖基本对准窄槽中间。升高垂向工作台,并调整纵向工作台,使立铣刀端面齿刃和周边齿刃同时在窄槽两侧切出刀痕。观察两边切痕是否相同。如不一致,则调整纵向工作台。对刀完成后固紧纵向工作台。(https://www.xing528.com)
②调整铣削层深度。与双角铣刀铣V形槽相同。
③铣削。
a)粗铣。用横向进给按铣削层深度分几次切去大部分余量。粗铣后可用游标万能角度尺测量V形槽半角,以确定主轴扳转角度是否准确。如果不准,则重新调整主轴转角,直至符合要求。
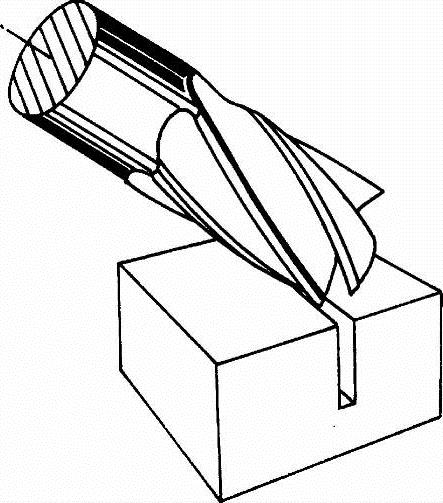
图6-10 对刀
b)精铣。精铣时可适当提高铣削速度,减小进给量,减少切削层深度,以保证加工质量。
c)换面法铣削。精铣时,也可以铣出V形槽一侧后(见图6-11a),将工件回转180°再铣削另一侧面(见图6-11b)。铣削时由于纵向工作台固定不动,铣削层深度一致,因此V形槽对称度也较好。
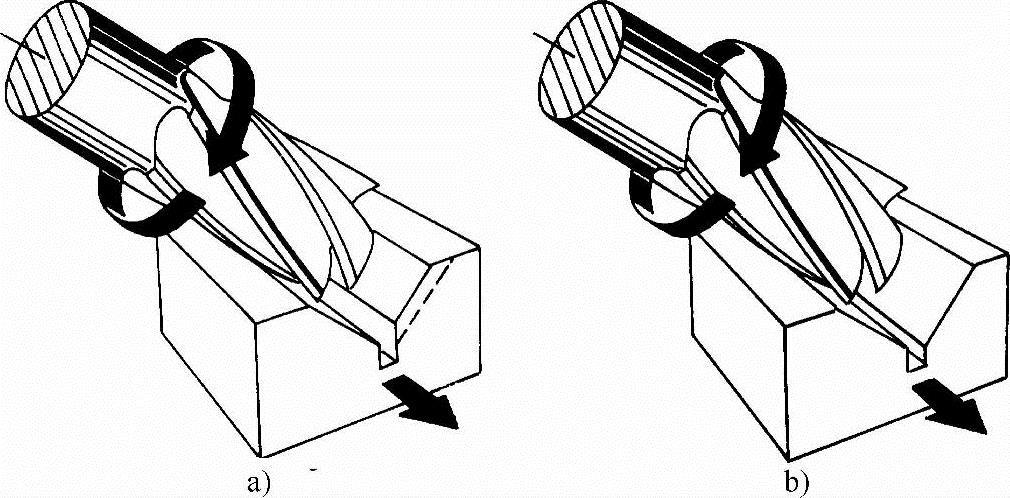
图6-11 换面法铣V形槽
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。