



【摘要】:现以图5-6所示工件为例,介绍将工件直接装夹在工作台面上进行切断的操作方法。用压板装夹工件时,要防止螺栓碰及刀杆垫圈,所以铣刀直径要稍大些,现选用φ160mm×3mm中齿锯片铣刀。图5-6 薄板零件3)选择铣削用量。紧固横向工作台,纵向退出工件。因为逆铣时铣削力向上拉起工件,容易造成薄板工件变形,所以切断薄板工件时大都采用顺铣。
现以图5-6所示工件(材料为45钢)为例,介绍将工件直接装夹在工作台面上进行切断的操作方法。
(1)铣刀的选择与安装
1)选择铣刀。用压板装夹工件时,要防止螺栓碰及刀杆垫圈,所以铣刀直径要稍大些,现选用φ160mm×3mm中齿锯片铣刀。
2)安装铣刀。将铣刀安装在φ32mm长刀杆的中间位置,为了增加刀具的刚度,可在铣刀的两边安装夹板(见图5-7)。
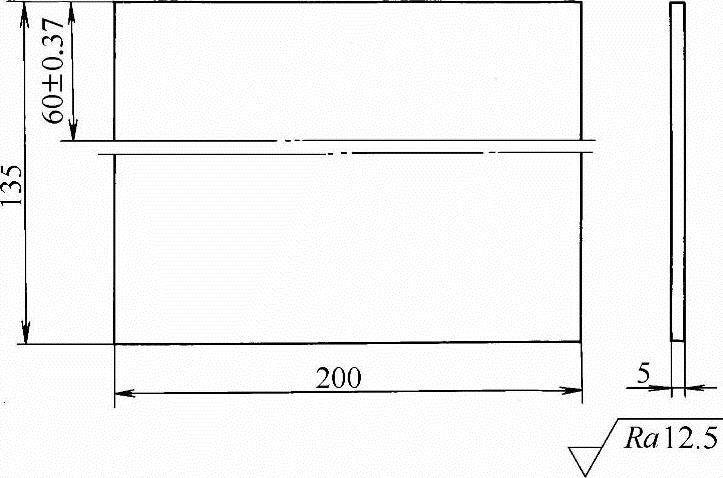
图5-6 薄板零件
3)选择铣削用量。调整主轴转速为n=47.5r/min(vc≈24m/min),每分钟进给量vf=23.5mm/min。
(2)工件的装夹及找正
1)安装定位块。在工作台适当位置装上定位块,并校正定位块与纵向工作台进给方向平行后夹紧(或在T形槽中直接安装定位块)。(https://www.xing528.com)
2)装夹工件。将工件侧面与定位块贴紧后用压板、螺栓压紧,如图5-8所示,但必须使铣刀的切口位置在T形槽中间,以防铣坏工作台面。
(3)铣削步骤图5-7 用夹板装夹铣刀
1)对刀。移动工作台,使工件上平面与锯片铣刀接近,将钢直尺的端面靠向铣刀侧面,移动横向工作台,使工件的端面与钢直尺60mm刻线处对齐,如图5-9所示。紧固横向工作台,纵向退出工件。
2)铣削。调整铣削距离,并安装好纵向自动停止挡铁,垂向工作台升高8mm,开动机床,摇动纵向工作台手柄,铣刀将要切到工件时顺铣机动进给,如图5-8所示。因为逆铣时铣削力向上拉起工件,容易造成薄板工件变形,所以切断薄板工件时大都采用顺铣。
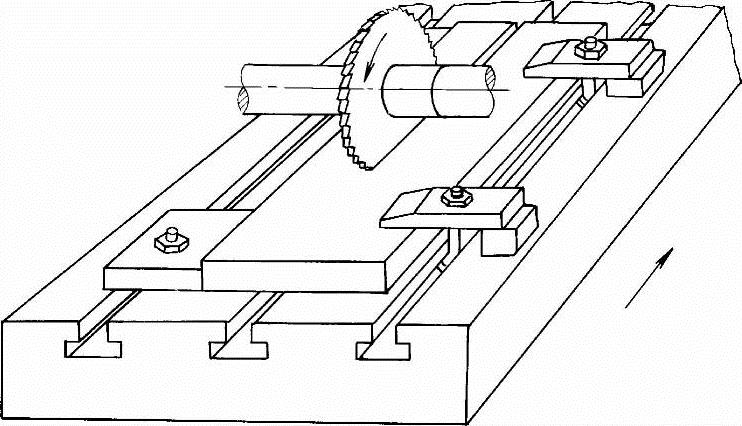
图5-8 工件装夹及铣削
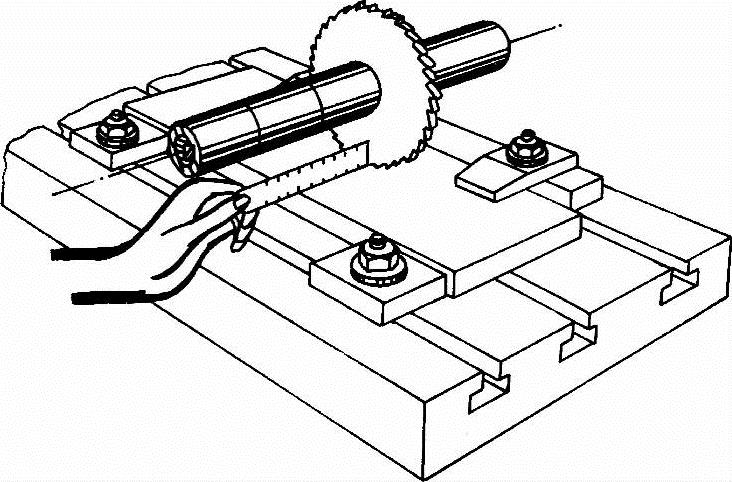
图5-9 薄板工件对刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。