



【摘要】:切断方法1)对刀。切断后,用游标卡尺测量工件长度为30mm±0.31mm,并用宽座直角尺检查切口与基面的垂直度。2)装夹工件时,工件的上平面必须与工作台台面平行,切断处应尽量靠近夹紧点。5)切断工件时,通常采用逆铣,并缓慢均匀地手动进给。6)切断钢件材料时,自始至终都要充分浇注切削液。7)锯片铣刀只能用作切断及铣削窄槽,不得用于铣削端面。
(1)切断方法
1)对刀。
①侧面对刀。移动工作台,使垂向工作台升高至超出工件厚度约1mm;移动横向工作台,使铣刀侧面与工件端面相接触(见图5-4a)。纵向退出工件,然后移动横向工作台,移动量S=L+B=3mm+30mm=33mm(见图5-4b)。再紧固横向工作台。
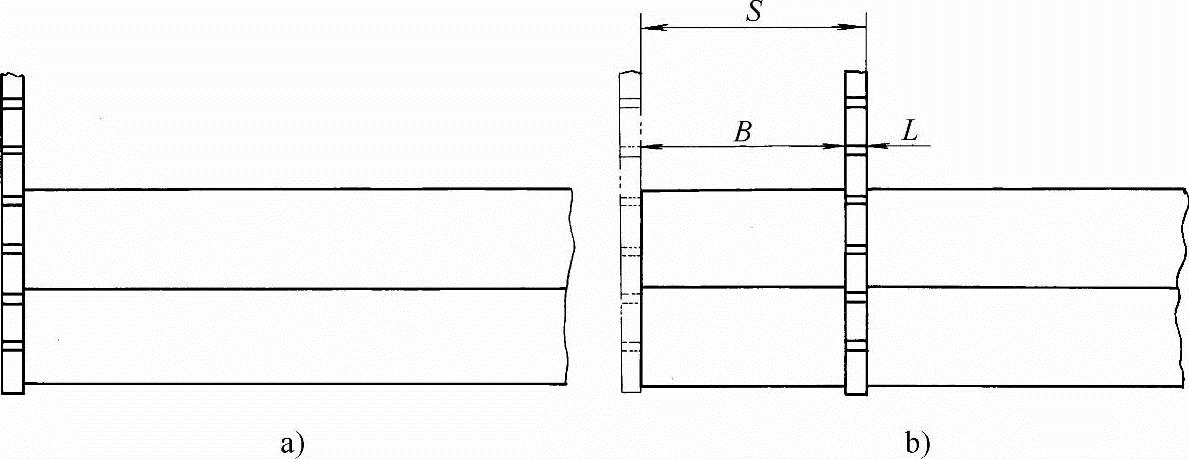
图5-4 侧面对刀
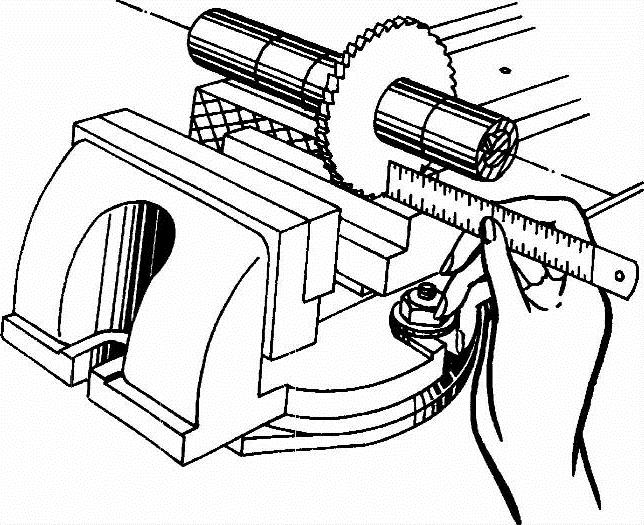
②测量对刀。移动工作台,使垂向工作台升高至工件上平面,将钢直尺端面靠向铣刀的侧面,移动横向工作台,使钢直尺30mm刻线处与工件端面对齐(见图5-5)。再紧固横向工作台,纵向退出工件,垂向工作台升高29mm。
2)切断。开动机床,摇动纵向手柄,当铣刀切到工件后,缓慢均匀手动进给,切断一件后,松开虎钳,移动工件,再按上述方法装夹及对刀,依次进行切断。
3)测量。切断后,用游标卡尺测量工件长度为30mm±0.31mm,并用宽座直角尺检查切口与基面的垂直度。
(2)注意事项
 (https://www.xing528.com)
(https://www.xing528.com)
图5-5 测量对刀
1)装夹工件前必须校正固定钳口与横向工件台进给方向平行。
2)装夹工件时,工件的上平面必须与工作台台面平行,切断处应尽量靠近夹紧点。
3)工件必须装夹牢固,并使铣削力朝向固定钳口。
4)安装铣刀时应尽量靠近主轴,并可在靠近螺母处的垫圈内安装平键,以防垫圈转动而折断铣刀。
5)切断工件时,通常采用逆铣,并缓慢均匀地手动进给。
6)切断钢件材料时,自始至终都要充分浇注切削液。
7)锯片铣刀只能用作切断及铣削窄槽,不得用于铣削端面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。