



【摘要】:铣刀的选择与安装1)选择铣刀。将锯片铣刀安装在φ27mm长刀杆上,在保证能切断工件的情况下尽可能靠近主轴处,并要控制铣刀的径向圆跳动和轴向圆跳动误差在0.06mm之内,避免铣刀折断。3)选择铣削用量。工件的装夹及找正 该工件采用平口虎钳装夹,将虎钳安放在工作台中间位置并校正固定钳口与横向工作台进给方向平行后夹紧。工件装夹在钳口内,垫上适当高度的平行垫铁,工件上平面与钳口等高,端面伸出钳口约35mm后夹紧。
(1)铣刀的选择与安装
1)选择铣刀。在铣床上切断工件时一般采用锯片铣刀(见图5-2)。
①铣刀外径D的选择。

式中 D——铣刀外径(mm);
δ——工件的厚度(mm);
——刀杆垫圈外径(mm)。
该工件δ=28mm, ,所以
,所以
D>;2δ+d'=2×28mm+40mm=96mm
②铣刀厚度L的选择。
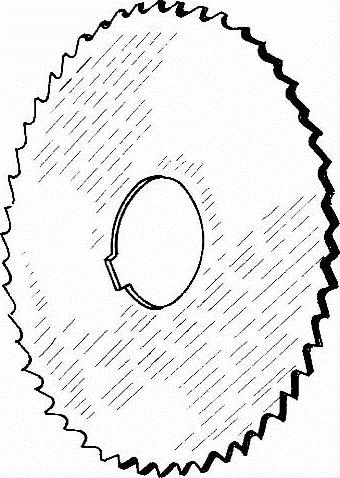
图5-2 锯片铣刀
 (https://www.xing528.com)
(https://www.xing528.com)
式中 L——铣刀厚度(mm);
 ——工件总长(mm);
——工件总长(mm);
B——每件长度(mm);
n——要切件数。
该工件B′=200mm,B=30mm,n=6,所以

现选用外径D=125mm、厚度L=3mm、内径d=27mm、齿数z=48的中齿锯片铣刀。
2)安装铣刀。将锯片铣刀安装在φ27mm长刀杆上,在保证能切断工件的情况下尽可能靠近主轴处,并要控制铣刀的径向圆跳动和轴向圆跳动误差在0.06mm之内,避免铣刀折断。
3)选择铣削用量。调整主轴转速n=60r/min(vc≈23m/min),每分钟进给量vf=30mm/min。
(2)工件的装夹及找正 该工件采用平口虎钳装夹,将虎钳安放在工作台中间位置并校正固定钳口与横向工作台进给方向平行后夹紧。工件装夹在钳口内,垫上适当高度的平行垫铁,工件上平面与钳口等高,端面伸出钳口约35mm后夹紧(见图5-3)。工件夹持部分较少时,可在虎钳另一端垫一块已锯下的工件一起夹紧。
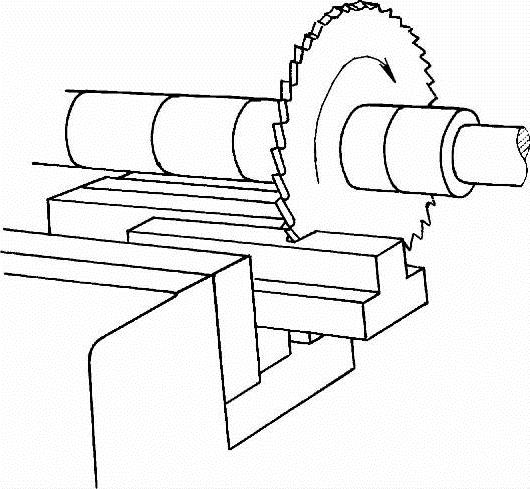
图5-3 工件的装夹
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。