



【摘要】:与粗铣直角沟槽相同,校正铣刀的径向圆跳动在0.04mm之内。开动机床,垂向手动进给铣出槽的顶端。图4-24 测量立铣刀直径2)铣出槽长尺寸。松开纵向工作台紧固螺钉,纵向机动进给至粗铣记号前改为手动进给,铣出槽长尺寸。如图4-23所示,用游标卡尺测量280-0.21mm、46+0.250mm及对称度,目测表面粗糙度值小于Ra6.3μm。2)立铣刀的径向圆跳动不宜过大。3)立铣刀铣削沟槽时,要考虑让刀。4)立铣刀装夹时必须牢固。5)铣削时避免使用顺铣,以防折断铣刀。
(1)铣刀的选择及安装
1)选择铣刀。选用φ14mm锥柄立铣刀,并用三沟千分尺测量铣刀的直径在14~14.04mm之内(见图4-24)。
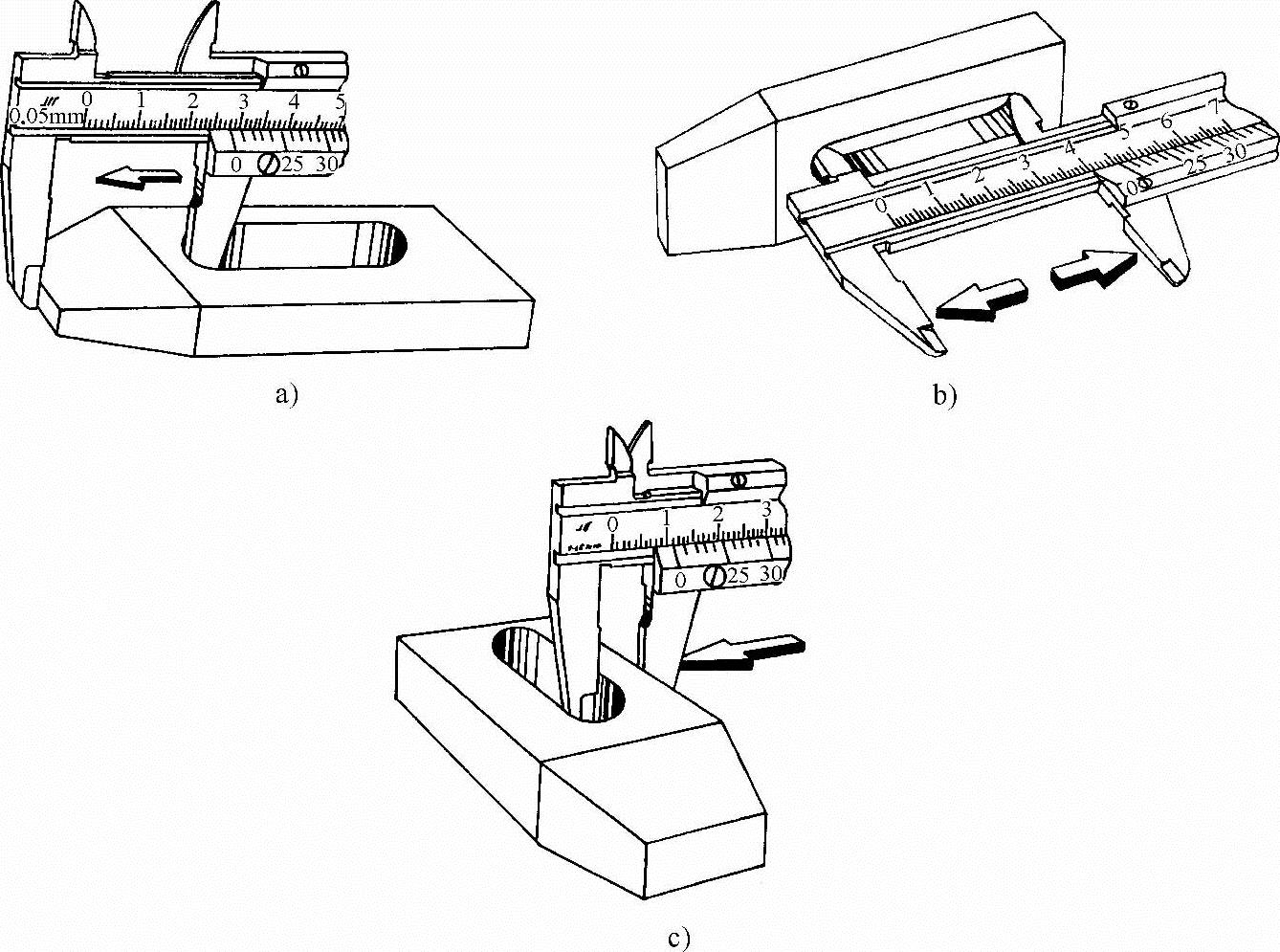
图4-23 测量工件尺寸
a)顶端尺寸 b)槽长 c)槽的对称度
2)安装铣刀。与粗铣直角沟槽相同,校正铣刀的径向圆跳动在0.04mm之内。
3)选择铣削用量。调整主轴转速n=375r/min(vc≈16m/min)、每分钟进给量vf=30mm/min。
(2)铣削步骤
1)铣出槽的端部。根据测得尺寸,移动纵向工作台至顶端记号处后固紧。开动机床,垂向手动进给铣出槽的顶端。
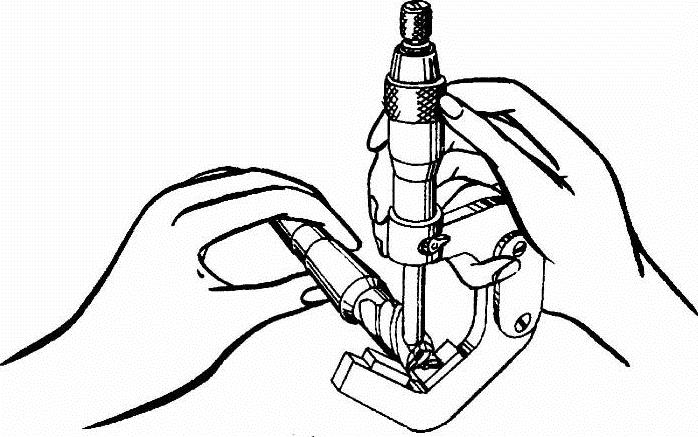
图4-24 测量立铣刀直径(https://www.xing528.com)
2)铣出槽长尺寸。松开纵向工作台紧固螺钉,纵向机动进给至粗铣记号前改为手动进给,铣出槽长尺寸。
3)测量。如图4-23所示,用游标卡尺测量280-0.21mm、46+0.250mm及对称度,目测表面粗糙度值小于Ra6.3μm。
(3)注意事项 使用立铣刀铣削时,应注意以下几点:
1)选用立铣刀铣削时,外径尺寸要符合要求。
2)立铣刀的径向圆跳动不宜过大。
3)立铣刀铣削沟槽时,要考虑让刀。
4)立铣刀装夹时必须牢固。
5)铣削时避免使用顺铣,以防折断铣刀。
6)非机动进给方向工作台应予紧固。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。