



(1)铣第一级台阶(见图4-12)
1)粗精铣台阶Ⅰ面(见图4-12a)。
①对刀。
a)深度对刀。在工件表面贴一张薄纸,摇动工作台各手柄,使工件铣削部位处于铣刀下方,开动机床,缓缓升高垂向工作台,使铣刀端面齿刃擦到薄纸(见图4-11a),在垂向刻度盘做记号,纵向退出工件后,垂向工作台升高11.5mm。
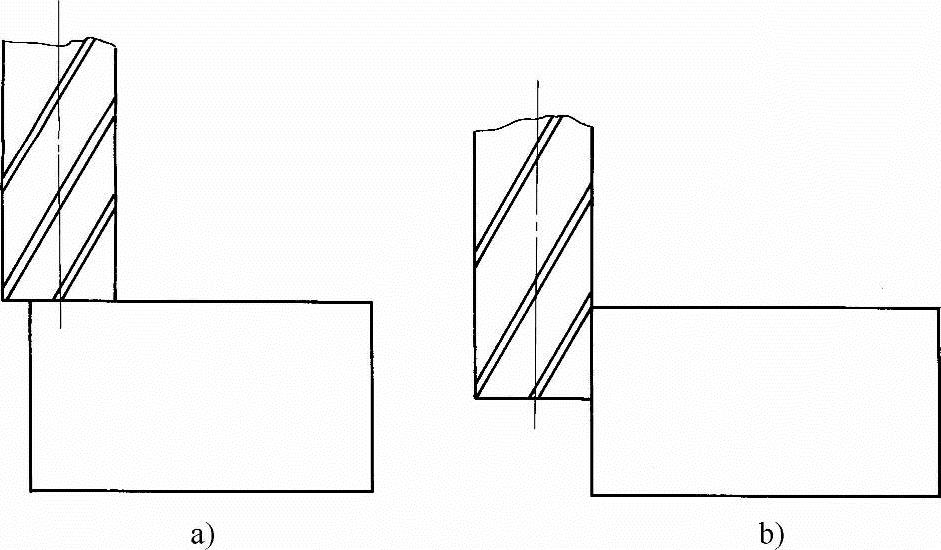
图4-11 对刀
a)深度对刀 b)侧面对刀
b)侧面对刀。在工件的侧面贴一张薄纸,开动机床,缓缓移动纵向工作台,使铣刀的周边齿刃刚好擦到薄纸(见图4-11b),在纵向刻度盘做好记号后,横向退出工件。
②粗铣。根据刻度盘记号,纵向工作台移动19mm,紧固纵向工作台并重新做好记号,横向机动进给,粗铣出台阶Ⅰ面(见图4-12a)。用千分尺测得工件一侧至铣出部位为41mm,用深度游标卡尺测得深度为11.5mm。
③精铣。根据粗铣后测得的尺寸,松开纵向工作台紧固螺钉后移动1mm,并重新做好记号,紧固纵向工作台,垂向工作台升高0.5mm,精铣出台阶Ⅰ面,测量工件达40mm±0.065mm,深度达12+0.180mm。
2)粗精铣台阶Ⅱ面(见图4-12b)。
①调整工作台位置。垂向工作台下降0.5mm,移动纵向工作台,移动量S=d+b=25mm+20mm=45mm,现移动46mm,留1mm精铣余量(见图4-12b)。
②粗铣。横向机动进给,铣出台阶Ⅱ面,用千分尺测得台阶宽为21mm,用游标深度卡尺测得深度为11.5mm。
③精铣。垂向工作台升高0.5mm,根据测得尺寸移动纵向工作台1mm,铣削后使台阶达20mm±0.065mm,深度为120-0.18mm。表面粗糙度值小于Ra6.3μm。
3)粗精铣台阶Ⅲ面(见图4-12)。
①粗铣。垂向工作台下降0.5mm,松开纵向工作台,移动纵向、横向工作台,使铣刀的周边齿刃擦着工件侧面,纵向退出工件,移动横向工作台19mm,紧固横向工作台,向左纵向机动进给,粗铣出台阶Ⅲ面。用千分尺测量工件尺寸为19mm,台阶深度为11.5mm(见图4-12c)。
②精铣。松开横向工作台,根据测得尺寸移动横向工作台1mm后紧固,垂向工作台升高0.5mm,精铣出台阶Ⅲ面。测量出台阶尺寸为18mm±0.065mm,并与台阶Ⅰ、Ⅱ底面接平,表面粗糙度值小于Ra6.3μm。
(2)铣第二级台阶
1)粗精铣台阶Ⅳ面(见图4-12d)。(https://www.xing528.com)
①对刀。垂向工作台升高11.5mm,移动横向、纵向工作台,使铣刀周边齿刃刚好擦着工件侧面后,横向退出工件。
②粗铣。纵向工作台移动9mm,紧固纵向工作台,横向机动进给,粗铣出台阶Ⅳ面(见图4-12d)。用游标卡尺测量Ⅳ面至工件侧面为51mm,深度为11.5mm。
③精铣。根据测得尺寸,移动纵向工作台1mm,垂向工作台升高0.5mm,精铣出台阶Ⅳ面。测得Ⅳ面至工件侧面达50mm±0.08mm,深度达12+0.180mm,表面粗糙度值小于Ra6.3μm。
2)粗精铣台阶Ⅴ面(见图4-12e)。
①调整工作台位置。垂向工作台下降0.5mm,松开纵向工作台,移动纵向工作台,移动量S=d+b=25mm+40mm=65mm,现移动66mm,留1mm精铣余量(见图4-12e)。
②粗铣。横向机动进给,粗铣出台阶Ⅴ。用千分尺测得台阶宽度为41mm,深度为11.5mm。

图4-12 铣削双层台阶的步骤
a)粗铣台阶Ⅰ面 b)粗精铣台阶Ⅱ面 c)粗精铣台阶Ⅲ面 d)粗精铣台阶Ⅳ面 e)粗精铣台阶Ⅴ面 f)粗精铣台阶Ⅵ面
③精铣。根据测得尺寸,移动纵向工作台1mm,垂向工作台升高0.5mm,精铣出台阶Ⅴ。测得台阶宽度为40mm±0.08mm,深度为12+0.180mm,表面粗糙度值小于Ra6.3μm。
3)粗精铣台阶Ⅵ面(见图4-12f)。
①粗铣。垂向工作台下降0.5mm,移动纵向、横向工作台,使铣刀的周边齿刃刚擦到工件侧面。纵向退出工件,移动横向工作台9mm,纵向机动进给粗铣出台阶Ⅵ面。用千分尺测得工件尺寸为29mm(见图4-12f)。
②精铣。根据测得尺寸,横向工作台移动1mm,垂向工作台升高0.5mm,精铣出台阶Ⅵ面。测得台阶尺寸达28mm±0.08mm,深度与Ⅳ、Ⅴ台阶底面接平,表面粗糙度值小于Ra6.3μm。
(3)注意事项
1)应尽量选择较大直径的立铣刀,安装时减少伸出长度,增大刚度,以免铣削时影响表面粗糙度、台阶的对称度及尺寸精度。同时应分粗、精铣加工。
2)立铣刀安装应牢固,否则容易造成深度超差。
3)由于铣削力较大,因此对不使用进给的工作台应预紧固。
4)应尽量不采用顺铣,以防铣刀折断。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。