



现以图3-67所示工件(材料为45钢)为例,介绍在卧式和立式铣床上铣削六角的操作方法。
1.在卧式铣床上铣六角
现确定该工件在X6132型卧式万能铣床上,用三面刃铣刀加工,操作步骤如下:
(1)铣刀的选择与安装
1)选择与安装铣刀。根据图样要求铣削长度为24mm,因此选用φ100mm×12mm直齿三面刃铣刀,并安装在铣刀杆的中间位置上,铣刀顺时针方向旋转。
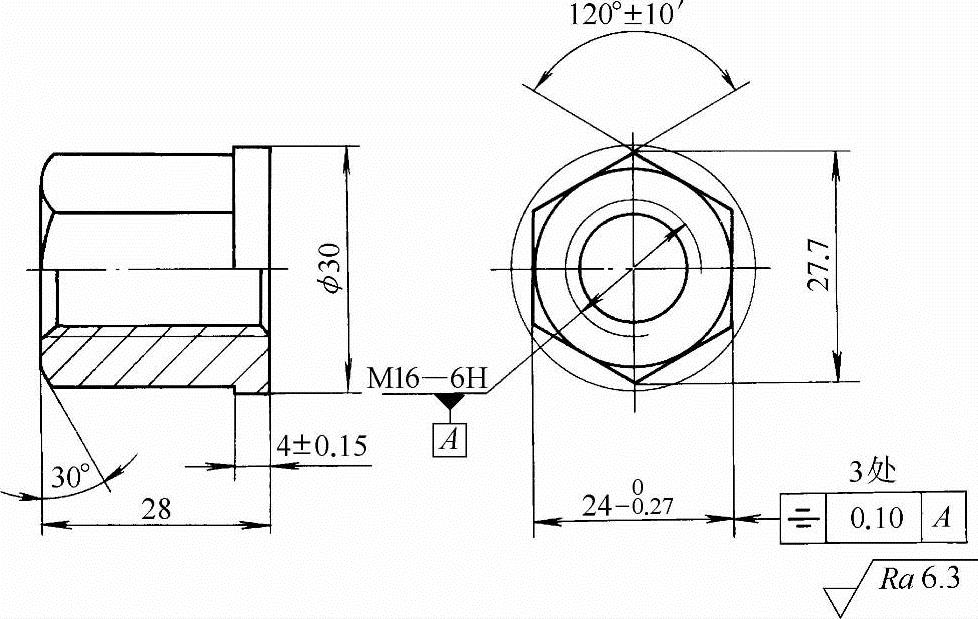
图3-67 六角零件图
2)调整铣削用量。调整主轴转速n=75r/min(vc≈23m/min),垂向进给vf=95mm/min。
(2)工件的装夹与找正
1)安装与校正分度头。将分度头水平安放在工作台中间T形槽偏右端,校正方法与自定心卡盘夹持圆棒校正相同。
2)装夹工件。将带有螺纹的专用心轴装夹在自定心卡盘上,校正心轴的同轴度在φ0.05mm以内,然后将工件用管子钳扳紧在心轴上。
(3)分度计算及分度定位销和分度叉的调整
1)根据简单分度公式计算分度。

即每铣完一面后,分度手柄应在66孔圈上转过6转又44个孔距。
2)调整分度定位销和分度叉。将分度定位销调整到66孔圈的位置上,调整分度叉夹角间为45个孔。
(4)铣削步骤
1)调整铣刀位置。铣削时为了使工件上受的铣削力与工件旋转方向一致。铣刀应调整在工件的外侧面。
2)对刀。与铣四方相同,每面铣削层深度为(30mm-24mm)÷2=3mm,由横向刻度盘控制,铣削长度为24mm,由纵向刻度盘控制。
3)铣削。调整好铣削层深度和长度后,将横向、纵向工作台紧固,垂向机动进给,铣完一面后,分度手柄在66孔圈上转过20转,铣出对应面,经测量后,再进行调整。每铣完一面后,分度手柄在66孔圈上转过6转又44个孔距,依次铣完六面,如图3-68所示。
4)检测。用千分尺测量六角对边尺寸为240-0.27mm,用游标卡尺测量台阶尺寸为4mm±0.15mm,用游标万能角度尺测量角度为120°±10′,如图3-69所示。
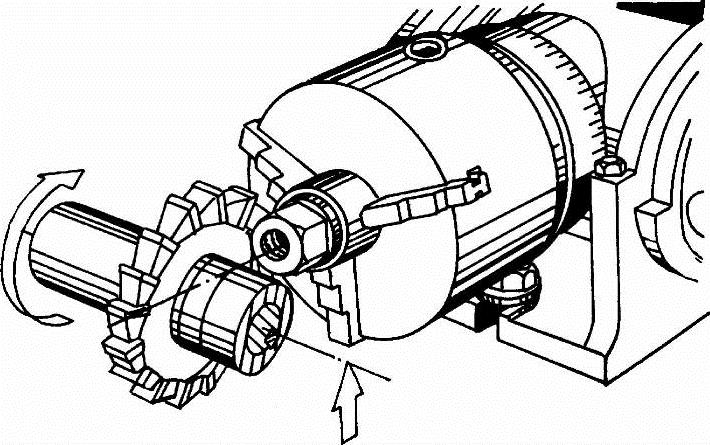
图3-68 在卧式铣床上用三面刃铣刀铣六角
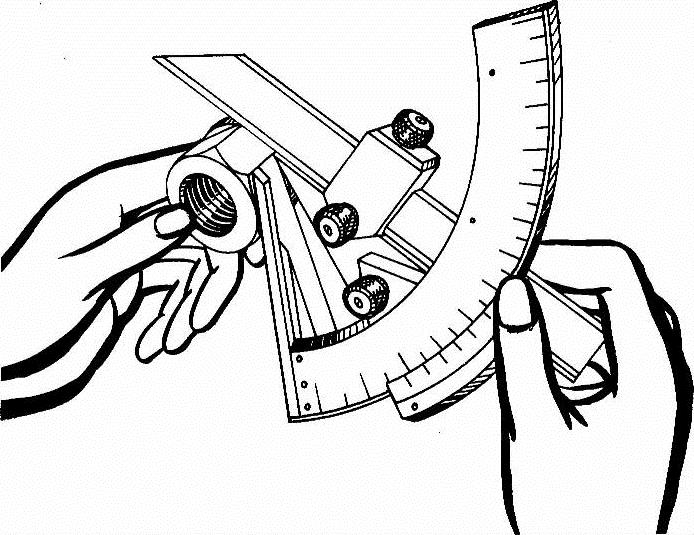
图3-69 用万能角度尺测量六角(https://www.xing528.com)
2.在立式铣床上铣六角
现确定该工件在X5032型立式铣床上,用锥柄立铣刀加工,操作步骤如下:
(1)铣刀的选择与安装 根据图样要求铣削宽度为24mm,选用φ30mm锥柄立铣刀,用变径套将立铣刀安装在立铣头主轴锥孔内,并用拉紧螺杆并紧;调整主轴转速n=190r/min(vc≈18m/min),每分钟进给量vf=47.5mm/min。
装夹与找正工件、分度计算及分度定位销、分度叉的调整均与在卧式铣床上铣六角相同。
(2)铣削步骤 除与在卧式铣床上铣六角的铣削步骤相同外,垂向控制240-0.27mm对边尺寸,纵向控制4mm±0.15mm台阶尺寸,横向工作台作进给铣削。
3.在卧式铣床上用组合三面刃铣刀铣六角
铣削数量较多的四方、六方零件,可采用两把三面刃铣刀在卧式铣床上组合铣削,它能保证产品质量和提高工效。现以如图3-67所示六角零件为例介绍组合铣削加工六角的操作方法。
铣刀的选择与安装方法如下:
(1)选择铣刀 因铣削长度为24mm,选用直径完全相同的两把φ100mm×12mm直齿三面刃铣刀。
(2)安装刀具 先调整好两切削刃间的距离后安装,调整时应根据对边尺寸选择隔圈厚度。
(3)试切 铣刀安装好后,还须试切,经试切如尺寸不符,根据实际尺寸,再调整垫圈厚度。
(4)装夹工件 采用F11-100型分度头,主轴垂直安置。用自定心卡盘夹持螺纹专用心轴(F11-125型分度头则可做成锥柄螺纹心轴直接装入分度头主轴孔),将工件装夹在心轴上。
(5)对刀
1)目测对刀。使铣刀两内侧刃刚好与工件外圆相切(即工件调整到铣刀两侧刃中间位置),开动机床,试切,观看外圆上是否同时切出刀痕(见图3-70a)。如切痕大小不一致,则向切痕小的一面移动横向工作台。
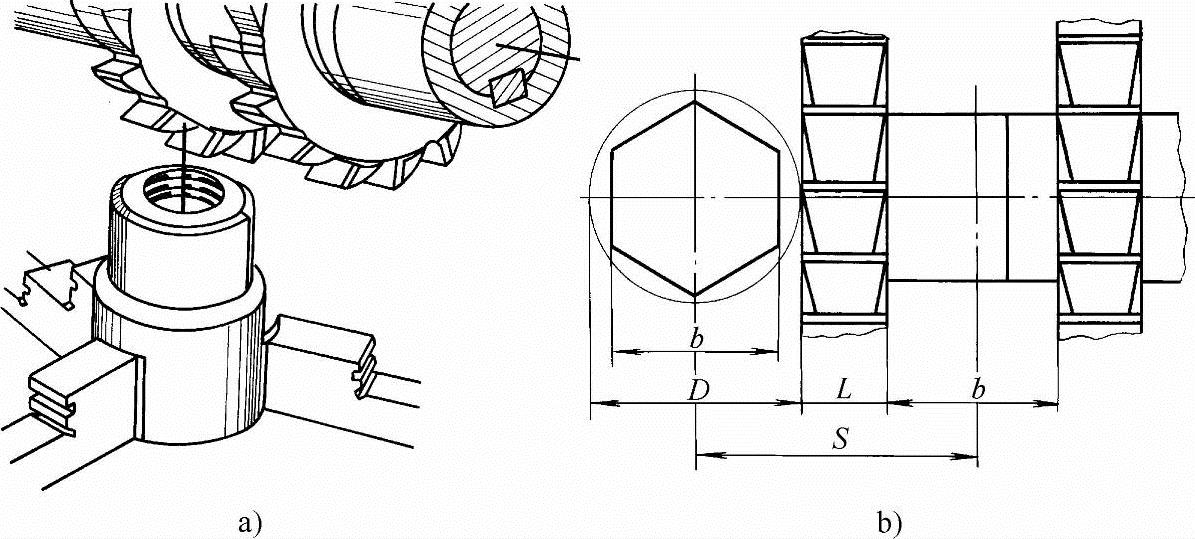
图3-70 铣六角时对刀
2)擦表面对刀。使铣刀外侧刃与工件外圆相接触,横向工作台移动一个距离s(见图3-70b)s为
对刀后,调整铣削层深度约为1mm,试切出1mm深的对边,然后将工件转过180°移动纵向工作台,再次切削,观看两次切痕是否重合。则根据切痕偏差值的一半调整横向工作台。
(6)铣削 对刀后,调整好铣削层深度,即可铣削,一次铣完,分度手柄在66孔圈上摇过6转又44个孔距,依次铣削三次(见图3-71)。
图3-71 组合铣削加工六角
[1]关于铣削层宽度B和铣削层深度t的概念,在GB/T 12204—2010《金属切削 基本术语》中,被相应的背吃刀量ap和侧吃刀量ae所取代。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。