



(1)铣刀选择及安装
1)角度铣刀的种类。有单角铣刀、不对称双角铣刀、对称双角铣刀,如图3-53所示。
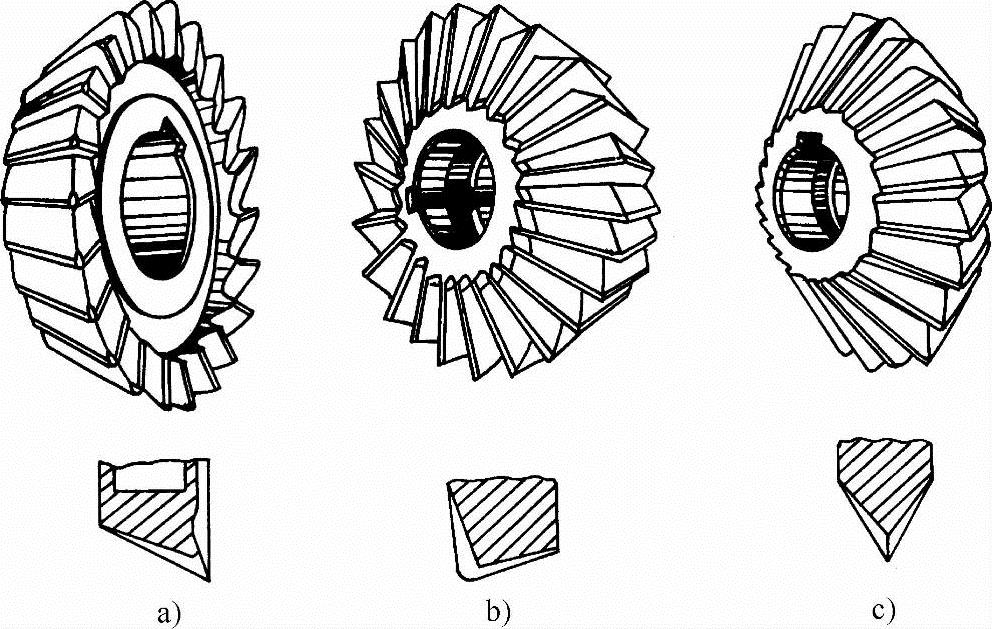
图3-53 角度铣刀
a)单角铣刀 b)不对称双角铣刀 c)对称双角铣刀
2)选择铣刀。选择铣刀时应根据斜面的宽度及角度要求而决定铣刀规格,一般采用单角铣刀加工,现选用外径D=63mm、内径d=22mm、角度θ=45°、z=20的单角铣刀。
3)安装铣刀。将单角铣刀装入φ22mm长刀杆的中间位置上,然后扳紧。
4)选择铣削用量。由于角度铣刀的刀尖强度差,排屑较困难,易损坏,所以应选择较小的铣削用量,调整主轴转速n=75r/min(vc≈15m/min),每分钟进给量vf=23.5mm/min。
(2)工件装夹及找正 将平口虎钳安放在纵向工作台中间位置上,校正固定钳口与纵向工作台进给方向平行后压紧。工件装夹在钳口中,垫上适当高度的平行垫铁,用铜棒轻轻敲击,使之与平行垫铁紧贴。
(3)斜面的铣削步骤
1)对刀。升高垂向工作台,使单角铣刀外径高出工件顶面约9mm,开动机床,摇动横向工作台,使单角铣刀的斜面齿刃与工件的交角处相接触(见图3-54a),在横向刻度盘上做好记号,退出工件。
2)铣一侧斜面。根据刻度盘记号,横向工作台移动7mm后紧固,纵向机动进给铣出一侧斜面(见图3-54b)。(https://www.xing528.com)
3)铣另一侧斜面 松开工件,将工件转过180°装夹,铣出另一侧斜面(见图3-54c)。
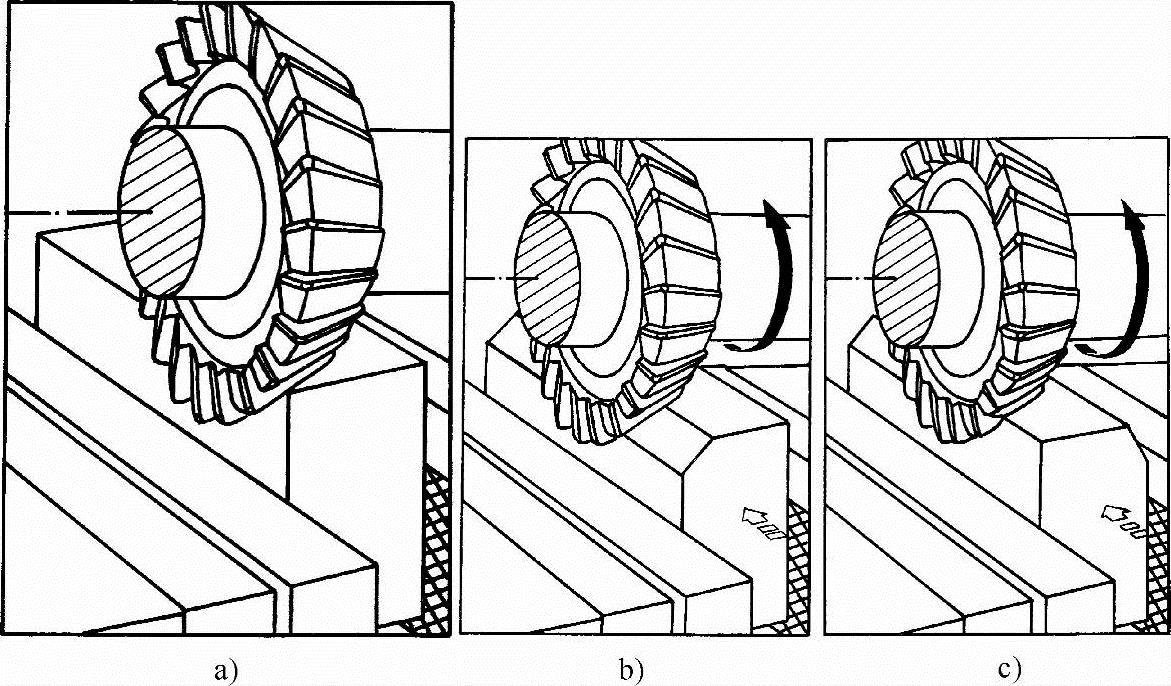
图3-54 单角度铣刀铣削斜面
4)测量。用游标卡尺测量两斜面间距离达14mm±0.35mm,并用游标万能角度尺测量角度为45°。
(4)质量分析及注意事项
1)质量分析。除与铣平面、铣斜面产生的质量问题相同外,主要是角度超差。其原因是选错铣刀角度或铣刀角度误差较大。
2)注意事项。
①由于角度铣刀的刀齿强度差,容屑槽较小,应选用较小的进给量。
②铣削时一般应采用逆铣。
③铣削钢件材料时应冲注足够的切削液。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。