



现以图3-37所示工件(材料为HT200)为例,介绍在X6132型卧式万能铣床上铣斜面的方法。
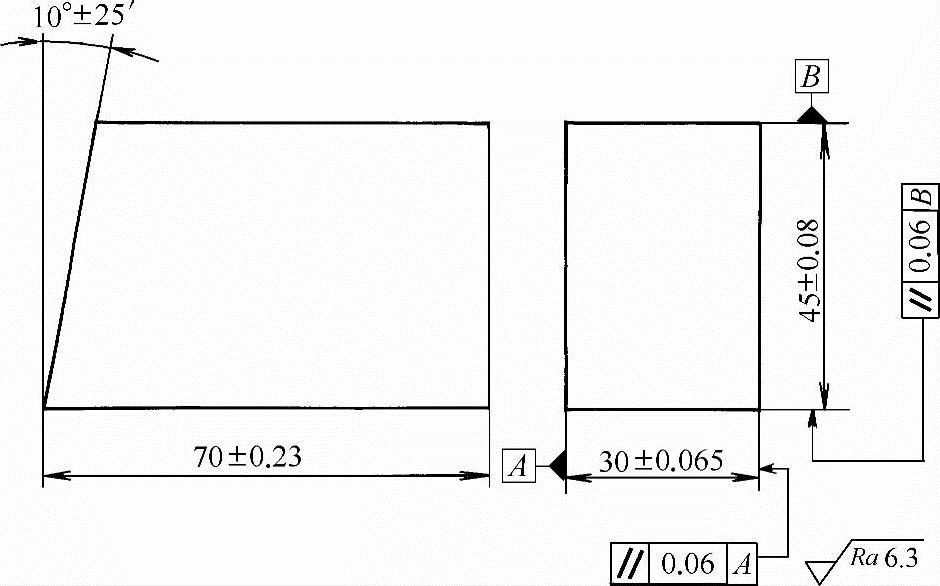
图3-37 斜面零件图(一)
(1)铣刀选择及安装 根据斜面的宽度,现选用63mm×80mm的圆柱形铣刀。将铣刀安装在长刀杆上,铣刀安装位置尽量靠近主轴,并紧固铣刀。调整铣床主轴转速n=75r/min(vc≈15m/min),每分钟进给量vf=47.5mm/min。
(2)工件装夹及找正
1)划线。在装夹工件前,先划出轮廓线。将Ⅰ型游标万能角度尺调整成10°夹角,再把工件的基准面贴在基尺的测量面上,移动游标万能角度尺,使直尺测量面与工件的边缘相交,用划针沿直尺测量面划出线条,如图3-38所示。然后在线条上打样冲眼,样冲眼的中心应准确打在线条上。
2)装夹工件。工件可用平口虎钳装夹,先将虎钳安放在纵向工作台中间,目测使固定钳口与横向工作台进给方向平行后压紧,使铣削力朝向固定钳口,然后把工件装夹在钳口中。
3)找正工件。目测使工件上所划的线与钳口上平面平行,并使线条略高于钳口,轻轻夹紧工件。将划线盘放在工作台面上,调整针尖与工件线条对准,如图3-39所示。移动划线盘,使工件两端的线条与针尖一致,再夹紧工件。

图3-38 用游标万能角度尺划线
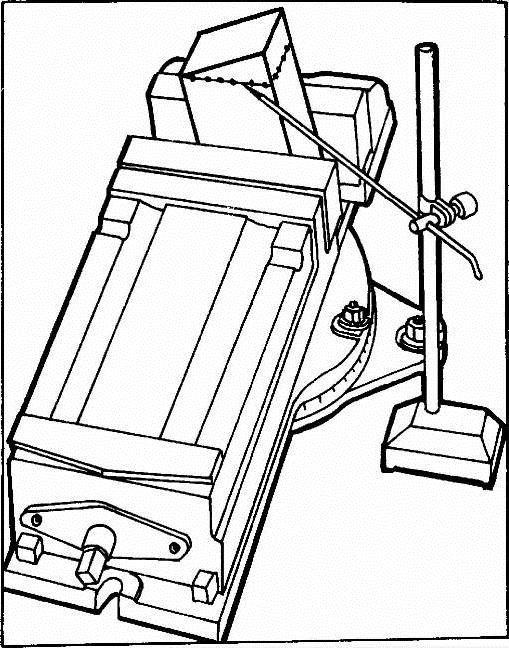
图3-39 用划线盘找正工件
(3)铣斜面的操作方法
1)对刀。摇动横向工作台,使铣刀处于铣削位置中间,紧固横向工作台,开动机床,移动纵向、垂向工作台,使铣刀与工件的最高点相接触,在垂向刻度盘上做记号,下降工作台,退出工件。(https://www.xing528.com)
2)粗铣斜面。根据刻度盘上的记号,垂向升高两次,每次约3.5mm,留精铣余量约1mm。然后纵向机动进给,粗铣出斜面。
3)精铣斜面。精铣前用划线盘重新找正一次,垂向再升高1mm,铣削至使工件上留有半个样冲眼。
4)测量。用Ⅰ型游标万能角度尺测量角度等于10°±25′,如图3-40所示,用游标卡尺测量工件长度达70mm±0.23mm。
(4)质量分析
1)角度超差。其原因是:
①划线不正确或找正有差错。
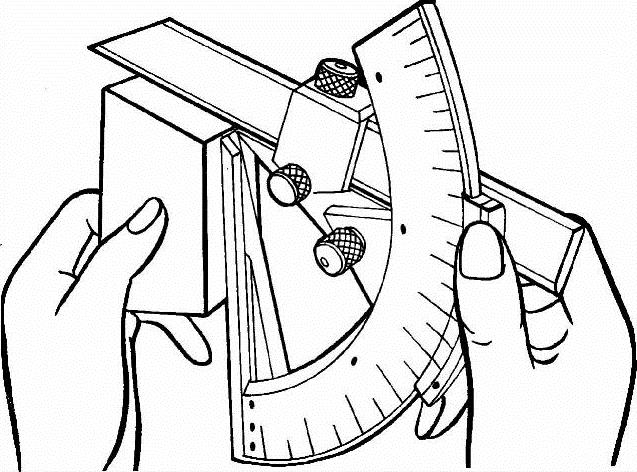
图3-40 用游标万能角度尺测量工件角度
②坯件精度误差较大。
③工件装夹不牢固,在铣削过程中松动。
④圆柱形铣刀铣削时,铣刀有锥度。
2)尺寸超差。划线不准确或未按划线铣削。
3)表面粗糙。其原因与铣平面相同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。