



【摘要】:选择基准面 加工矩形工件时,应选择较大平面作为基准面,根据坯件尺寸及形状65mm×55mm×75mm,应选择A面作为精基准面,而B面为粗基准。通常采用平口虎钳装夹工件。将工件基准面与固定钳口相贴合,虎钳的导轨面垫上平行垫铁,夹紧工件。压紧工件时,压板应选用两块以上,将压板的一端压在工件上,另一端压在垫铁上,垫铁的高度应等于或略高于压紧部位,螺栓至工件之间的距离应略小于螺栓至垫铁间的距离。
(1)选择基准面 加工矩形工件时,应选择较大平面作为基准面,根据坯件尺寸及形状65mm×55mm×75mm,应选择A面作为精基准面,而B面为粗基准。
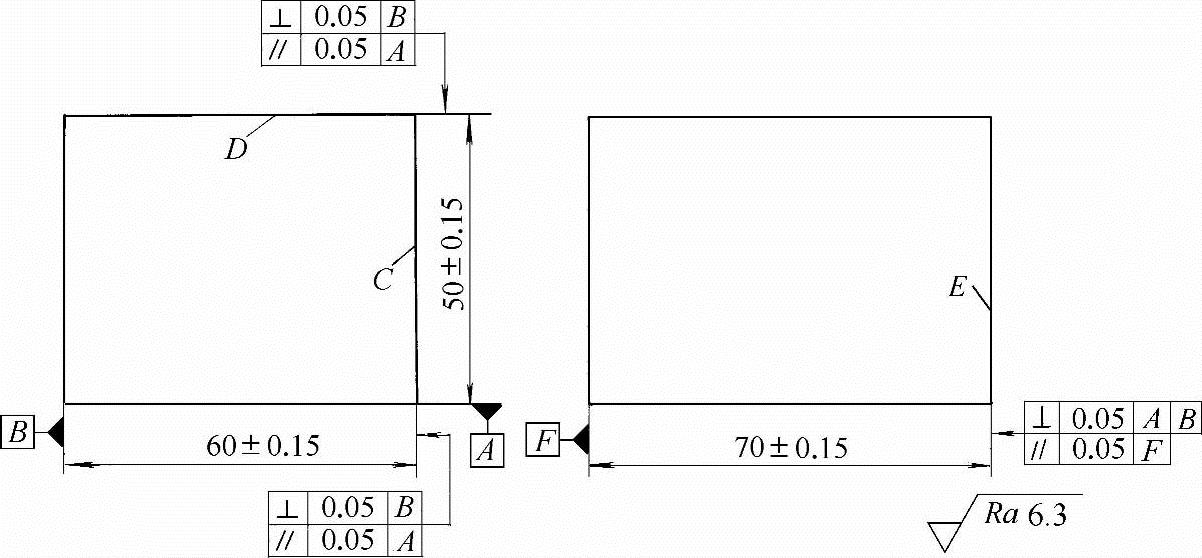
图3-25 矩形零件图
(2)装夹工件
1)一般工件的装夹。通常采用平口虎钳装夹工件。将工件基准面与固定钳口相贴合,虎钳的导轨面垫上平行垫铁,夹紧工件。
2)较大工件的装夹。当工件宽度大于钳口张开尺寸时,其装夹方法有以下两种:
①用角铁装夹。将角铁底面擦净后放在工作台面上,用T形螺栓将角铁压紧,把工件的基准面贴紧在角铁上,用C形夹头或平行夹将工件压紧,如图3-26a所示,也可用螺栓及压板将工件压紧,如图3-26b所示。
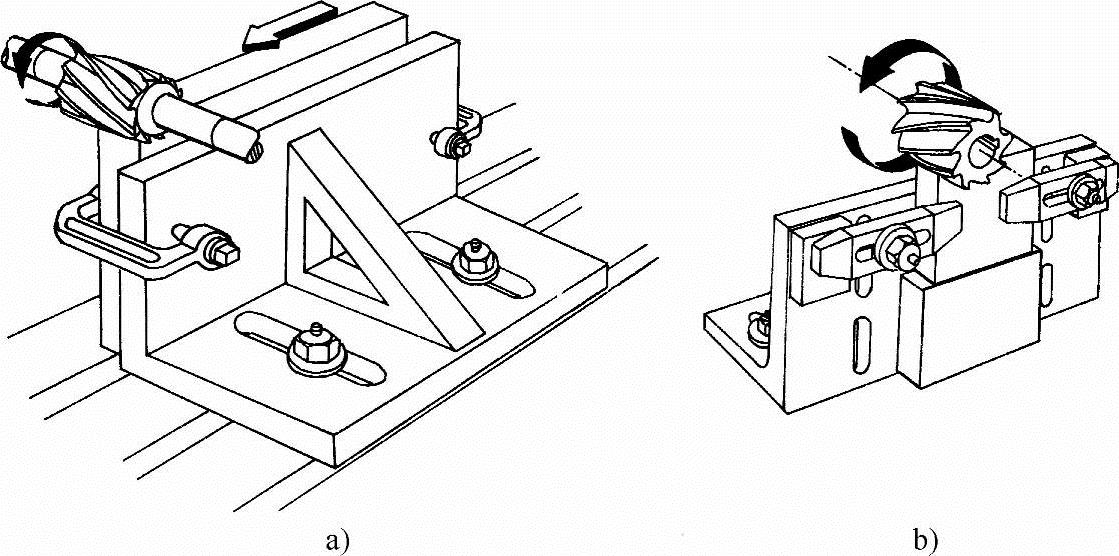
图3-26 角铁装夹工件
a)用C形夹头装夹工件 b)用螺栓及压板装夹工件
②用压板装夹。常用的压板、螺栓、垫铁见图3-27。(https://www.xing528.com)
压紧工件时,压板应选用两块以上,将压板的一端压在工件上,另一端压在垫铁上,垫铁的高度应等于或略高于压紧部位,螺栓至工件之间的距离应略小于螺栓至垫铁间的距离。用压板装夹工作如图3-28所示。
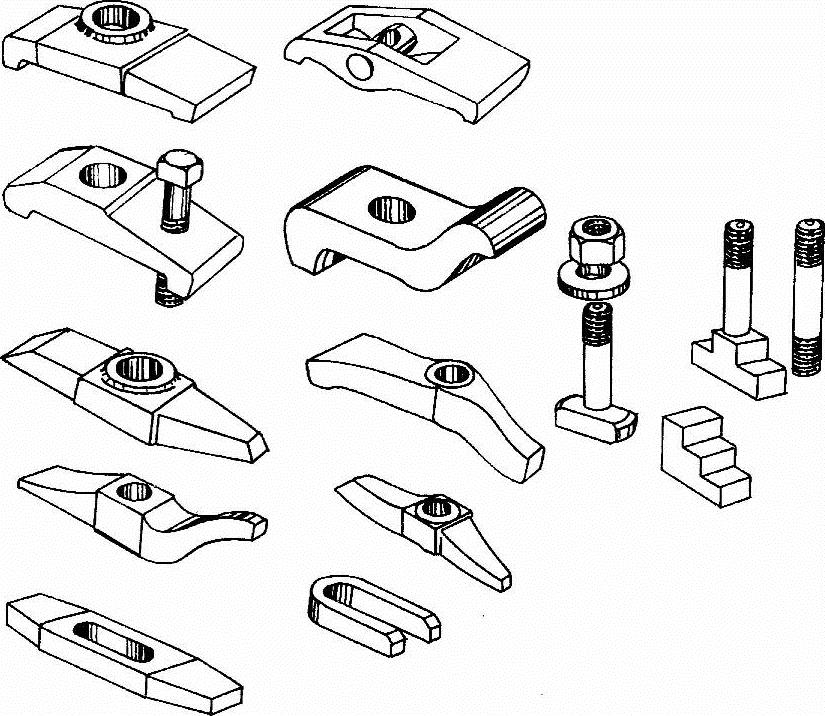
图3-27 压板、螺栓及垫铁
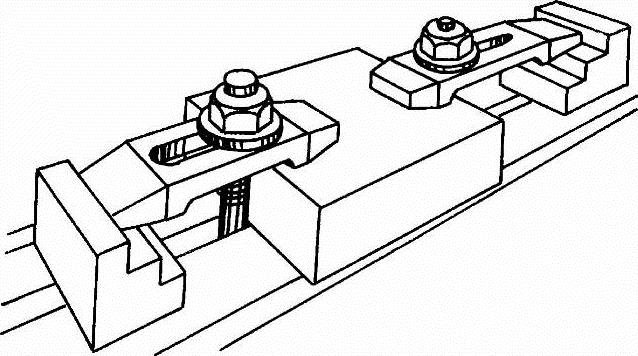
图3-28 用压板装夹工件
用压板装夹工件时,压板与工件的位置要适当,以免夹紧力不当而影响铣削质量以及造成事故,压板的正确装夹方法如图3-29所示。

图3-29 压板装夹的方法
a)正确 b)错误
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。