



现仍以图3-1所示工件为例,铣削50mm±0.15mm两平面,确定在X5032型立式铣床上加工。
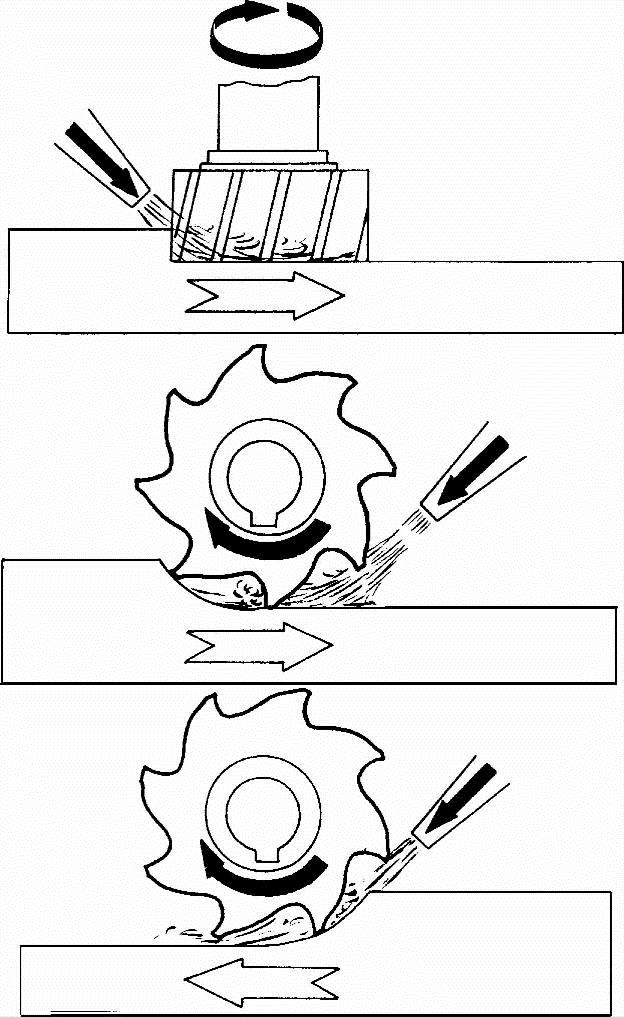
图3-14 切削液的喷淋
(1)铣刀的选择及安装
1)选择铣刀。根据工件的宽度为50mm,选用外径D=80mm、长度L=45mm、内径d=27mm、齿数z=10的套式立铣刀,如图3-15所示。
2)安装铣刀。用凸缘端面上带有键的刀杆安装铣刀,如图3-16所示。
①先将主轴锥孔与刀杆1锥柄部分擦净。
②将刀杆1上的槽对准主轴端部凸键后用拉紧螺杆紧固。
③装上凸缘2,并使凸缘2上的键对准刀杆1上的槽。
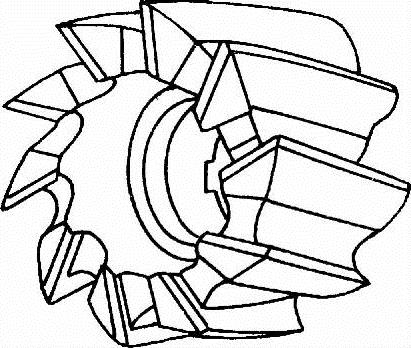
图3-15 套式立铣刀
④安装铣刀3,将铣刀端面及孔径擦净,使铣刀端面上的槽对准凸缘上的键,然后旋入螺钉4,用十字扳手扳紧。
(2)选择铣削用量
1)粗铣。取铣削速度vc=16m/min,每齿进给量fz=0.10mm/z,则铣床主轴转速和进给量分别为

vf=fzzn=0.1mm/z×10×60r/mm=60mm/min
实际调整铣床主轴转速n=60r/min,每分钟进给量vf=60mm/min。铣削层深度t=2.5mm,铣削层宽度B=60mm。
2)精铣。取铣削速度vc=20m/min,实际调整铣床主轴转速为n=75r/min,每分钟进给量vf=47.5mm/min,铣削层深度t=0.5mm,铣削层宽度B=60mm。
(3)对称铣削与不对称铣削 对称铣削如图3-17a所示,不对称铣削如图3-17b、c所示。使用套式立铣刀铣平面时,一般都采用不对称逆铣或对称铣削。
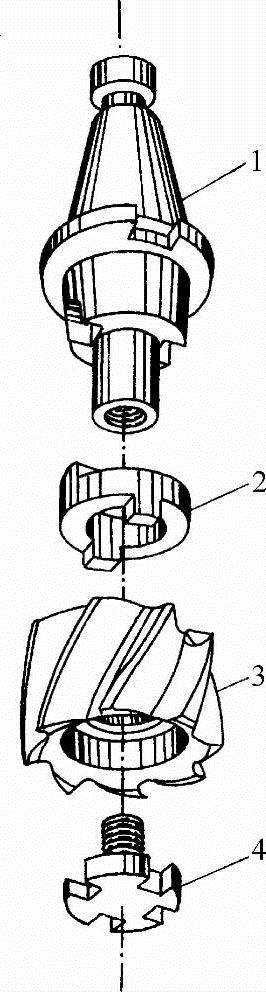
图3-16 套式立铣刀的安装
1—刀杆 2—凸缘 3—铣刀 4—螺钉
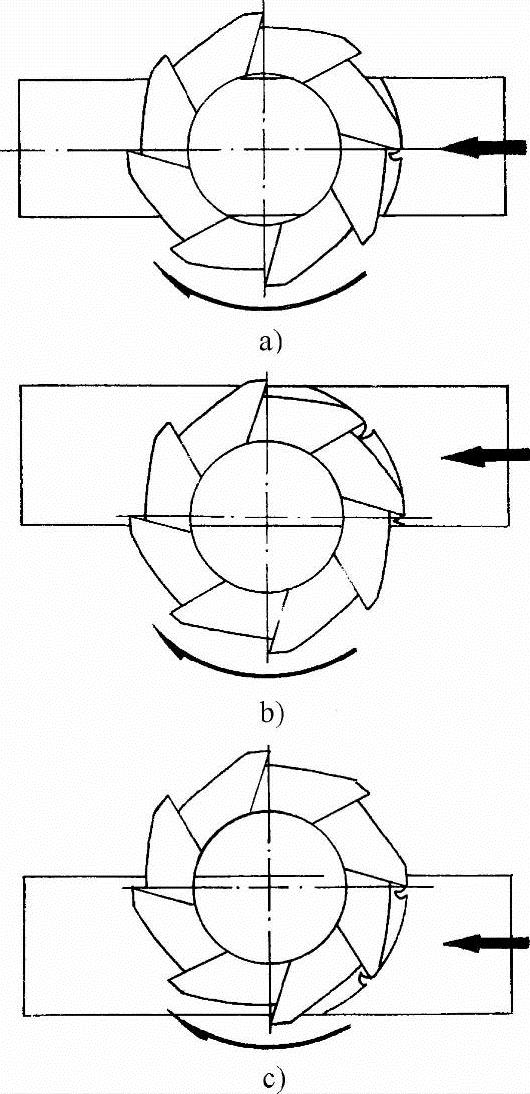
图3-17 端铣的铣削方式
a)对称铣削 b)不对称逆铣 c)不对称顺铣
(4)铣平面的操作方法
1)对刀。在工件表面贴一薄纸,使铣刀处于工件中间位置,然后紧固横向工作台。摇动纵向、垂向手柄,使工件处于铣刀下方,如图3-18所示。开动机床,垂向缓缓上升,使铣刀刚好擦到薄纸,在垂向刻度盘上画线做记号,下降工作台,摇动纵向手柄,退出工件。
2)调整铣削层深度。粗铣时,根据记号垂向上升2.5mm,精铣时上升0.5mm。(https://www.xing528.com)
3)铣削。用手动进给铣削,均匀地摇动纵向手柄,粗铣时表面粗糙度值小于Ra12.5μm,精铣时表面粗糙度值小于Ra6.3μm,铣削完毕停机,下降垂向工作台,退出工件。然后再铣削另一平面。
4)测量。卸下工件,用游标卡尺或千分尺测量工件尺寸达到50mm±0.15mm。
(5)检测与质量分析
1)平面的检测。
①平面度的检测。
a)用刀口形直尺检验平面度。右手握住刀口形直尺,使刀口形直尺测量面贴在工件被测表面上,观察刀口形直尺测量面与工件平面间的透光缝隙大小或用塞尺直接测出缝隙的大小,如图2-4所示。
b)用百分表检测平面度。将工件放在平板上,用三个千斤顶支撑(千斤顶开距尽量大些),在游标高度卡尺上安装百分表,测量千斤顶三个顶尖附近平面的高度,通过调节千斤顶,使三点高度相等,然后以此高度为准测量工件上平面各点,百分表上的读数差即为平面度误差值,如图3-19所示。
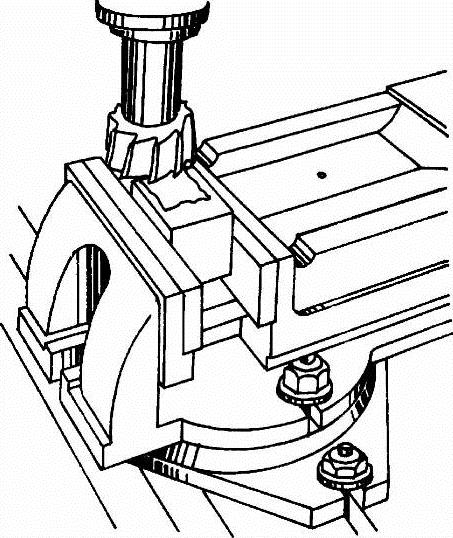
图3-18 套式立铣刀铣平面对刀
②检测表面粗糙度。用标准样板比较测定或根据经验目测。
2)质量分析。
①平面度超差。其原因是:
a)用圆柱形铣刀铣削时,铣刀的圆柱度不好或有锥度。
b)用套式立铣刀铣削时,主轴与工作台台面不垂直,铣削后工件产生凹面,如图3-20所示。
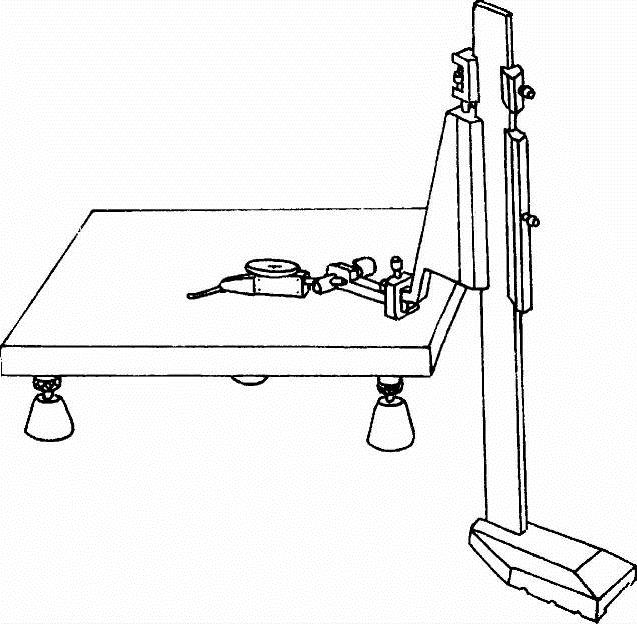
图3-19 用百分表检测平面度
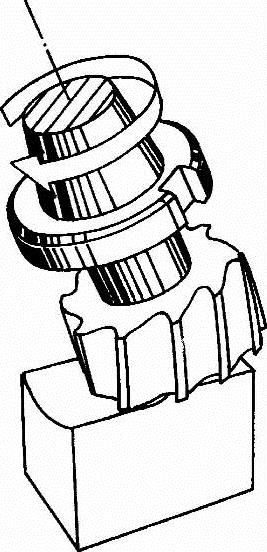
图3-20 铣削时产生凹面
②表面粗糙。其原因是:
a)铣刀不锋利。
b)铣削用量选择不当。
c)刀杆弯曲或刀杆垫圈不平行引起铣刀轴向窜动和径向圆跳动过大。
d)挂架铜轴承间隙过大,缺少润滑油。
e)机床振动大,主轴松动或工作台导轨塞铁间隙过大。
f)用圆柱形铣刀铣削时,中途停止进给,使工件表面产生“深啃”。
g)切削液使用不当或切削液不充分。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。