



铣削过程中,如果出现机床振动和工作台窜动,而影响零件加工质量时,主要应对下面三个部分进行调整。
1.调整丝杠轴向间隙和传动间隙
(1)调整纵向工作台丝杠轴向间隙(见图1-16) 工作台两端轴承座中的推力轴承与丝杠轴向间隙过大,会造成工作台轴向窜动,使加工工件表面粗糙。调整步骤如下:
1)卸下螺钉、垫圈、手轮、弹簧、刻度盘紧固螺母1和刻度盘2。
2)扳直圆螺母用止动垫圈4卡爪,松开圆螺母3,转动圆螺母5。
3)装上手轮,逆时针方向摇动,使丝杠轴向间隙存在于一个方向。将圆螺母5用手旋紧,再紧固圆螺母3,摇动手柄用0.01~0.02mm塞尺检查,一般要求间隙不大于0.03mm。
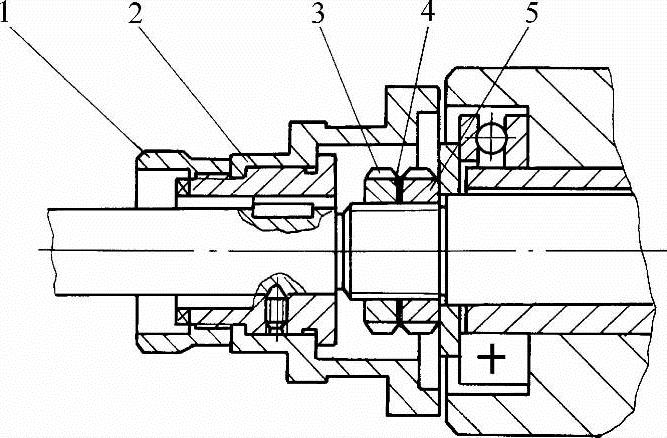
图1-16 丝杠轴向间隙的调整
1—刻度盘紧固螺母 2—刻度盘 3、5—圆螺母 4—圆螺母用止动垫圈
4)调整好间隙后,压下圆螺母用止动垫圈4卡爪,并装上刻度盘和紧固螺母、弹簧、手轮、垫圈、螺钉使之扳紧。
(2)调整纵向工作台丝杠传动间隙(见图1-17) 由于铣床长期使用,致使丝杠与螺母的螺纹侧面磨损,因而间隙增大,需进行调整。调整方法如下:
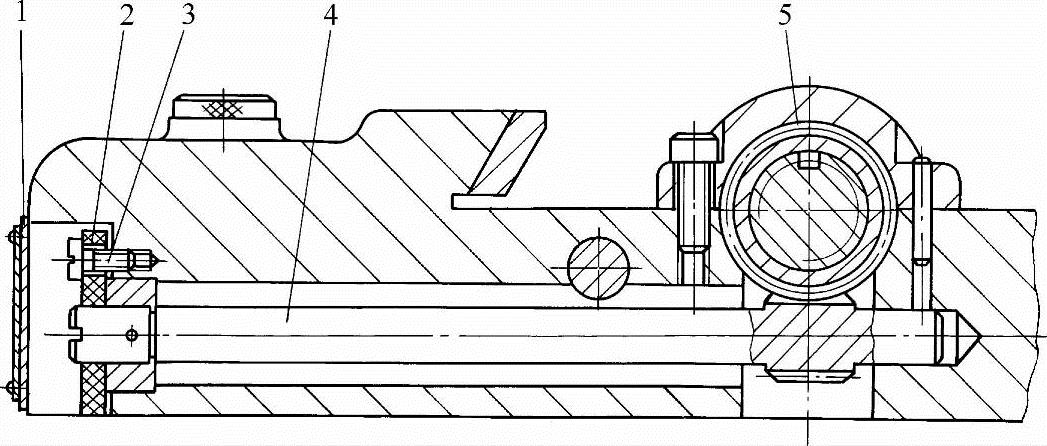
图1-17 丝杠传动间隙的调整
1—盖板 2—锁紧板 3—螺钉 4—调节蜗杆 5—蜗轮
1)用一字槽螺钉旋具松开横向工作台前侧面的盖板1。(https://www.xing528.com)
2)旋松锁紧板2上的三个螺钉3,并顺时针方向转动调节蜗杆4,使其带动蜗轮5转动,从而使丝杠与螺母的间隙减小。摇动手柄,使工作台移动时的松紧程度合适,则停止转动调节蜗杆4。
3)旋紧锁紧板2上的三个螺钉3,装上盖板1。
4)调整好后,摇动手柄,移动工作台,检查在全长行程内有无松紧不一致的现象。
2.纵向、横向和垂向进给导轨镶条的调整
纵向、横向和垂向三个方向运动部件与导轨之间的间隙应适当,间隙过大则移动时松动,切削时不平稳,易振动,影响零件的表面质量;间隙过小,则移动时过紧,不灵活,加剧摩擦,易造成机床导轨较快磨损,一般间隙允许为0.03mm,可用塞尺检查。调整方法如下:
(1)调整纵向工作台导轨镶条(见图1-14) 松开螺母2和锁紧圆螺母4,然后旋转调节螺杆3,带动镶条1移动,使间隙增大或减小。一般可用0.03mm塞尺检查间隙大小后,将圆螺母4和螺母2紧固。
(2)调整横向工作台导轨镶条(见图1-18) 旋转调节螺杆2,即可带动镶条1移动,顺时针旋转为调紧,逆时针旋转为调松,用0.03mm塞尺检查间隙,然后停止旋转螺杆。
(3)垂向导轨镶条的调整(见图1-19) 垂向导轨镶条分两段,调整时先将下部的调节螺杆逆时针退出,转动上部调节螺杆2,带动镶条1移动,用0.03mm塞尺检查间隙,待合适后停止旋转螺杆2,并按顺时针方向旋转下部调节螺杆,使之并紧。
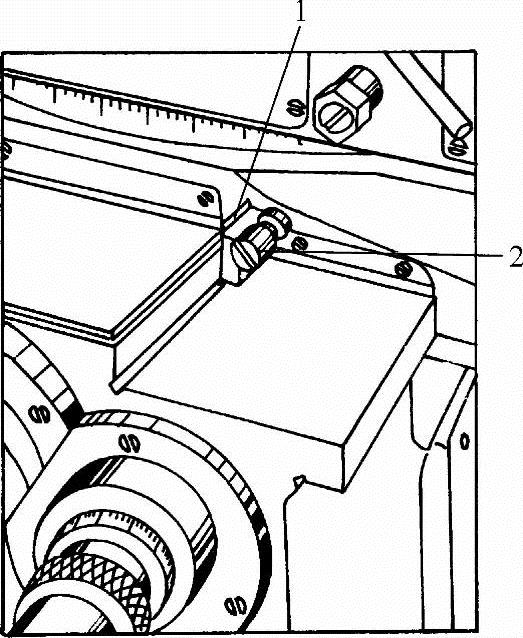
图1-18 横向工作台导轨镶条的调整
1—镶条 2—调节螺杆
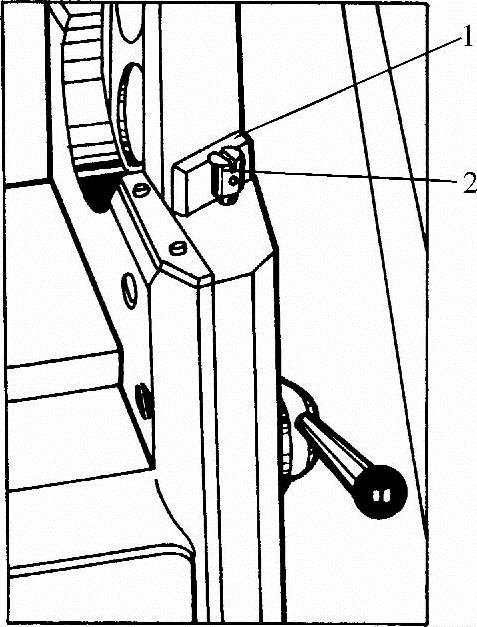
图1-19 垂向导轨镶条的调整
1—镶条 2—调节螺杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。