



铣床运转500h后应由操作工人进行一级保养工作,并要求维修工人及时配合指导。
(1)一级保养内容
1)铣床外部。
①铣床各外表面、死角及防护罩内外都必须擦洗干净,无锈蚀,无油垢。
②清洗机床附件,并上油。
③检查外部有无缺件,如手柄胶木球,紧固手柄螺钉等。
④清洗各部丝杠及滑动部分,并上油。
2)铣床传动部分。
①修去导轨面的毛刺。清洗镶条并调整松紧。
②对丝杠与螺母之间的间隙和丝杠两端轴承间的间隙进行适当调整。
③用V带传动的,应擦净V带并调整松紧适当。
3)铣床冷却系统。
①清洗过滤网和切削液槽,要求无切屑、杂物。
②根据具体情况调换切削液。
4)铣床润滑系统。
①使油路畅通无阻,清洗油毛毡(不能留有切屑),要求油窗明亮。
②检查手动油泵的工作情况,泵周围应清洁无油污。
③检查油质,要求油质保持良好。
5)铣床电气部分。
①清洗电气箱,擦净电动机外部。
②检查电气装置是否牢固、整齐。
③检查限位装置等是否安全可靠。
(2)一级保养安全技术 进行一级保养时,必须做到安全生产,以防安全事故和设备事故的发生。
1)应首先切断电源,以防触电或造成人身事故,然后进行工作。
2)拆卸机件时,要防止跌落而损坏机件或砸伤操作者。
3)拆卸纵向工作台,如无起重设备起吊,应用架子放稳后移出,以防砸伤操作者或损伤导轨滑动面。
2.一级保养操作步骤
(1)拆卸刀杆及移动悬梁
1)切断电源。操作前应先将电源开关转换至停止位置。
2)拆卸刀杆。拆下挂架(托架),松开刀杆的拉紧丝杆,取出刀杆。
3)移动悬梁(横梁)。松开悬梁左侧紧固螺母,移动悬梁至与垂向导轨相齐,紧固悬梁紧固螺母。
(2)拆洗纵向工作台 拆卸铣床工作台是铣床一级保养中的主要工作。拆卸的方法和步骤如下:
1)先将工作台T形槽内的切屑、垃圾清扫干净。
2)用一字槽螺钉旋具拆下工作台前侧面上左、右撞块限位螺钉1,并用专用六角套筒扳手拆下左、右撞块(自动停止挡铁)3、T形螺钉2,如图1-11所示。
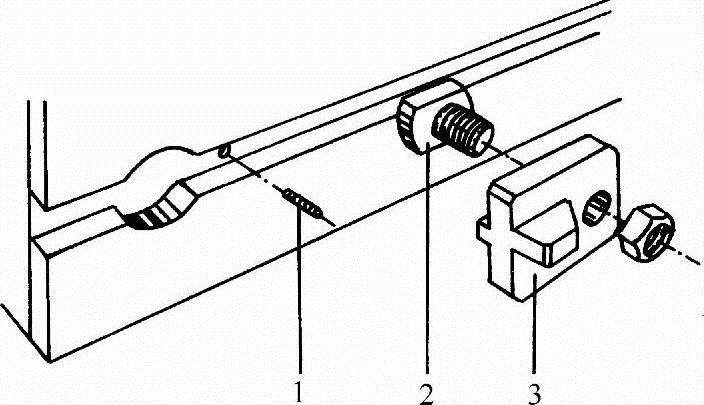
图1-11 拆卸左、右撞块
1—螺钉 2—T形螺钉 3—撞块
 (https://www.xing528.com)
(https://www.xing528.com)
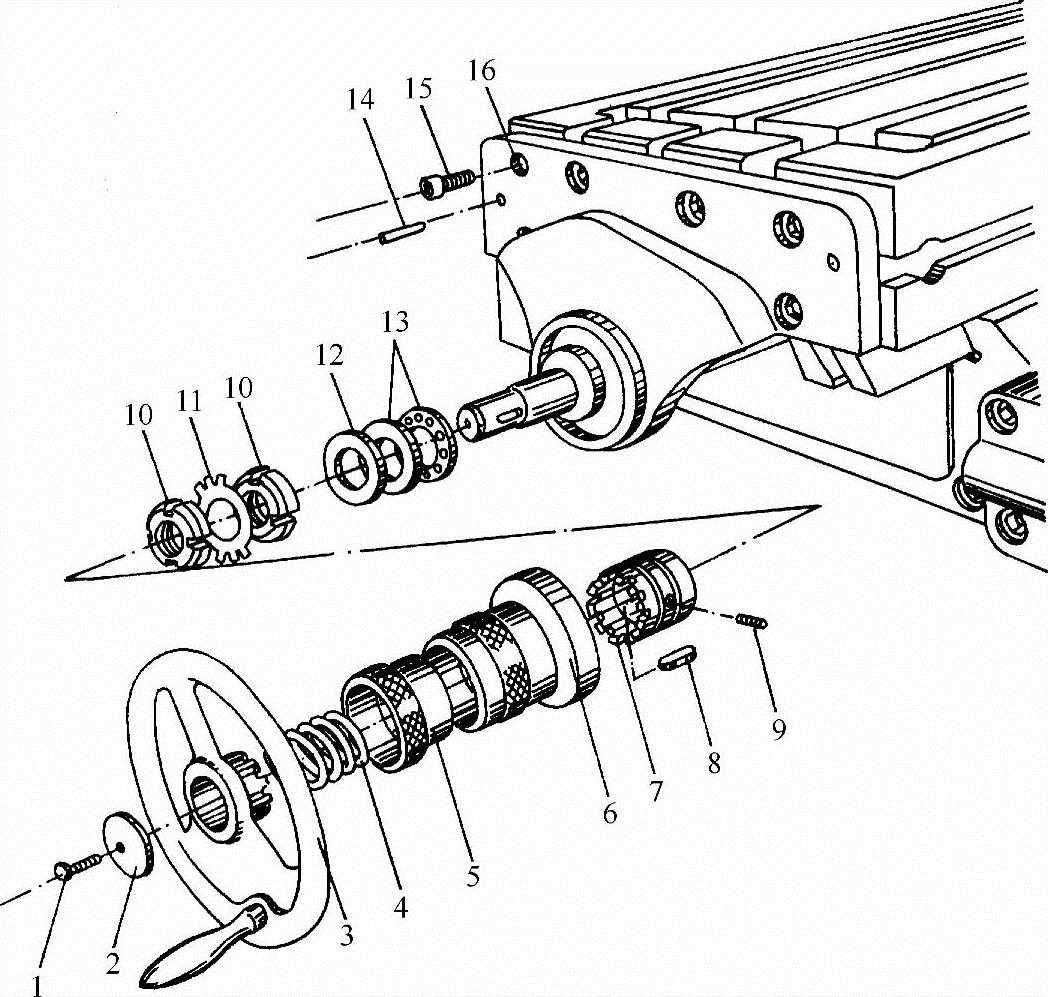
图1-12 纵向工作台左端部件拆装图
1—螺钉 2、12—垫圈 3—手轮 4—弹簧 5—刻度盘紧固螺母 6—刻度盘 7—离合器 8—平键 9—紧定螺钉 10—圆螺母 11—圆螺母用止动垫圈 13—推力轴承 14—圆锥销 15—内六角螺钉 16—轴承座
3)拆卸纵向工作台左端部件(见图1-12)。用活扳手松开手柄处螺钉1、取下垫圈2、取出手轮3、弹簧4、松开刻度盘紧固螺母5、卸下刻度盘6、用内六角扳手松开离合器上的紧定螺钉9、拆卸离合器7、取出平键8,用铜棒、锤子敲直圆螺母用止动垫圈卡爪、用钩形扳手松开并取出圆螺母用止动垫圈11及圆螺母10、垫圈12,用拔销器拔松左端轴承座16上的两只圆锥销14,用内六角扳手松开左端轴承座内的6个内六角螺钉15,松开时的顺序为1、6、5、4、2、3,如图1-13所示。拔出圆锥销14,用铜棒敲松左端轴承座16,取下6个内六角螺钉15,卸下轴承座16及推力轴承13。
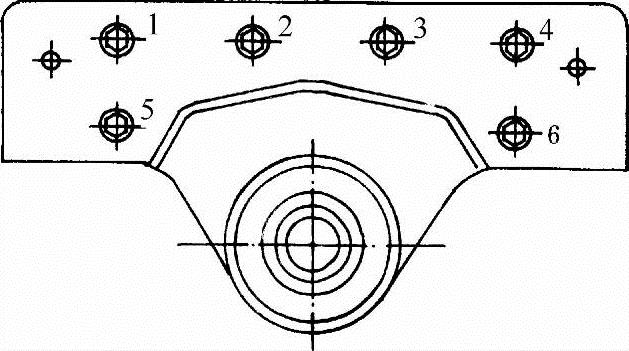
图1-13 松开螺钉顺序图
4)拆卸纵向工作台导轨镶条(见图1-14)。先松开螺母2及圆螺母4,用一字槽螺钉旋具逆时针方向旋转调节螺杆3,带动镶条1向外移出,取下镶条1并平稳安放。
5)拆卸纵向工作台右端轴承座(见图1-15)。用一字螺钉旋具松开端盖上的螺钉1,取下端盖2,松开螺母3上的圆锥销4(或紧定螺钉),卸下螺母3,用上述方法拉松圆锥销6,松开右端轴承座上的6个内六角螺钉7,卸下右端轴承座8和推力轴承5。
6)拆卸纵向丝杠。在丝杠右端装上鸡心卡头,左手托住丝杠,右手摇转鸡心卡头,至顶端后,使丝杠键槽处于下方,取出丝杠,将丝杠安放在平稳处。
7)卸出纵向工作台。可在工作台两顶端处各旋入两个螺栓,作吊运工作台用,用手推动工作台活动后,在螺栓上挂上起吊用绳,用起重设备吊出工作台,安放在平稳的木块上。
图1-14 拆卸纵向工作台导轨镶条
1—镶条 2—螺母 3—调节螺杆 4—圆螺母
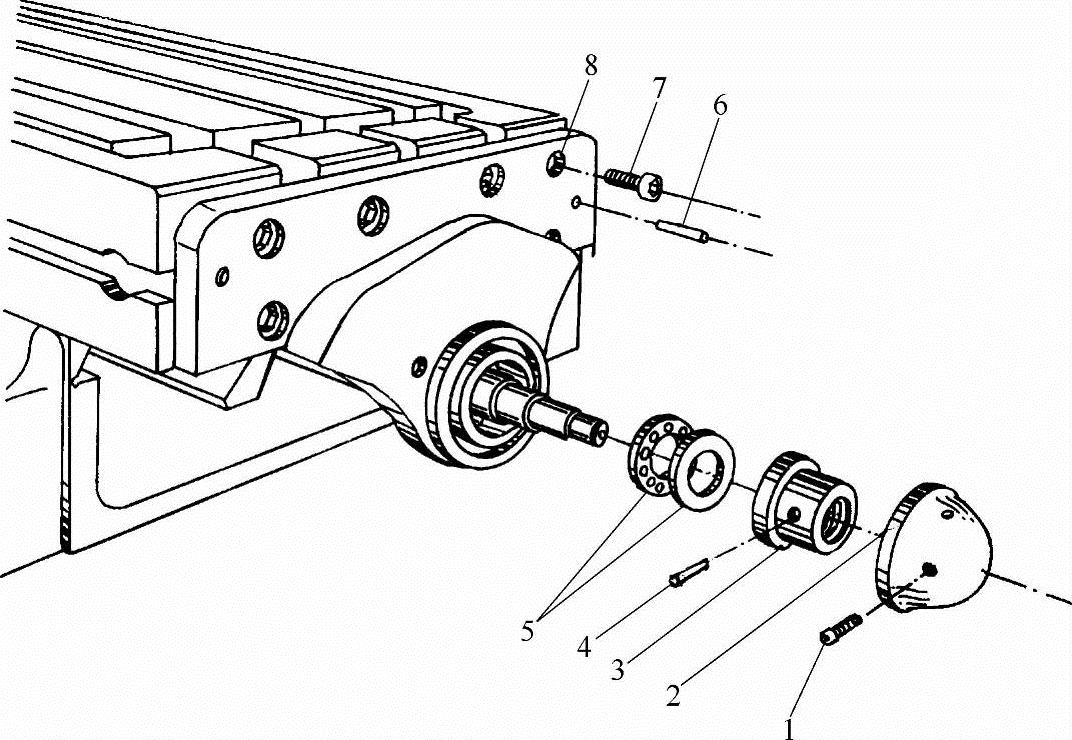
图1-15 纵向工作台右端部件拆装图
1—螺钉 2—端盖 3—螺母 4、6—圆锥销 5—推力轴承 7—内六角螺钉 8—轴承座
8)清洗纵向工作台与横向工作台之间的传动部分,取出活动丝杠螺母及台阶键,并清洗干净,加润滑油后装入。
9)检查导轨面,并用磨石修去毛刺,检查手动油泵工作是否正常,各油路是否畅通。
10)清洗纵向工作台上部各T形槽及切削液通道。将工作台反转,清洗工作台下部燕尾块导轨面,修去毛刺并注油。起吊后装入横向工作台上。
11)清洗及安装镶条。将镶条放入清洗油中清洗干净,用磨石修去镶条上的毛刺,加油后装入燕尾槽中,用调节螺杆调节镶条间隙为0.03mm左右。
12)清洗及安装纵向丝杠。将丝杠放入清洗油中,用刷子刷洗干净后擦净,加油后装入螺母中,安装时要注意使台阶键的位置对准丝杠键槽中。然后转动丝杠至中间。
13)安装右端轴承座部件。将拆卸下来的零件清洗后加油,按拆卸次序先后装入。
14)安装左端轴承座部件。将拆卸下来的零件清洗后加油,先装上轴承座、装入圆锥销、内六角螺钉并扳紧,将丝杠沿逆时针方向旋紧,装入推力轴承、垫圈,旋入圆螺母,装入圆螺母用止动垫圈,再旋入圆螺母,松紧合适后,将圆螺母用止动垫圈上的卡爪对准圆螺母槽后,嵌入槽中防止螺母松动。在丝杠左端轴上装入平键和离合器后,将紧定螺钉旋紧,装入刻度盘及紧固螺母后紧固。装入弹簧、手轮、垫圈及螺钉后用扳手将螺钉扳紧。
(3)清洗横向工作台部分 清洗横向工作台导轨及丝杠的顺序如下:
1)摇动横向工作台手柄,使工作台移动后,用磨石修光导轨面并加油。
2)清洗油毛毡。
3)拆卸横向工作台镶条,清洗后修去毛刺,加油后装入镶条并进行调整,手摇时轻重合适。
4)清洗横向丝杠,用清洗油清洗后擦净,并加润滑油。
(4)清洗垂向导轨及主轴孔
1)擦净主轴孔及端面,检查孔径内是否碰毛,如有碰毛则用磨石修光,并检查主轴顶端键是否扳紧。
2)清洗垂向导轨面,上下移动垂向工作台,修去导轨面上毛刺后加油。
3)摇动垂向手柄使工作台上升,用清洗油及刷子刷洗垂向丝杠数次,待擦干净后注润滑油。
(5)清扫电动机及冷却泵部分
1)卸下电动机防护罩并擦干净电动机外部,清扫电器箱、电线保护管等,并检查是否安全可靠。
2)拆卸切削液泵并清洗滤油网,发现切削液变质要及时调换。
(6)擦干净整机外部及试运行
1)擦洗悬梁部位。擦干净悬梁导轨面、齿条、挂架及轴承孔,并加润滑油。
2)擦干净整机外部,检查各传动部分及润滑系统。确实无误后,接通电源,先手动后机动进给,使机床运转,观看油窗油路是否畅通,运转是否正常。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。