



1.铣床的维护保养
1)严格遵守操作规程。
2)熟悉机床性能和使用范围,不超负荷工作。
3)如发现机床有异常现象,立即停机检查。
4)工作台、导轨面上不准乱放工具或杂物,毛坯工件直接装夹在工作台上时应用垫片。
5)工作前应先检查各手柄是否放在规定位置,然后使铣床空运转数分钟,观看机床是否正常运转。
6)工作完毕,应将机床擦拭干净,并注润滑油。做到每天一小擦,每周一大擦,定期一级保养。
2.铣床的润滑
铣床的各润滑点如图1-10所示。必须按期、按油质要求注润滑油。注油工具一般是手捏式油壶。
(1)每班注油一次处
1)垂向导轨处油孔是弹子油杯,注油时,将油壶嘴压住弹子后注入。
2)纵向工作台两端油孔,各有一个弹子油杯,注油方法同垂向导轨油孔。
3)横向丝杠处,用油壶直接注射于丝杠表面,并摇动横向工作台,使整个丝杠都注到油。
4)导轨滑动表面,工作前、后擦净表面后注油。(https://www.xing528.com)
5)手动油泵在纵向工作台左下方,注油时,开动纵向机动进给,使工作台往复移动的同时,拉(或压)动手动油泵(每班润滑工作台3次,每次拉8回)使润滑油流至纵向工作台运动部位。
(2)两天注油一次处
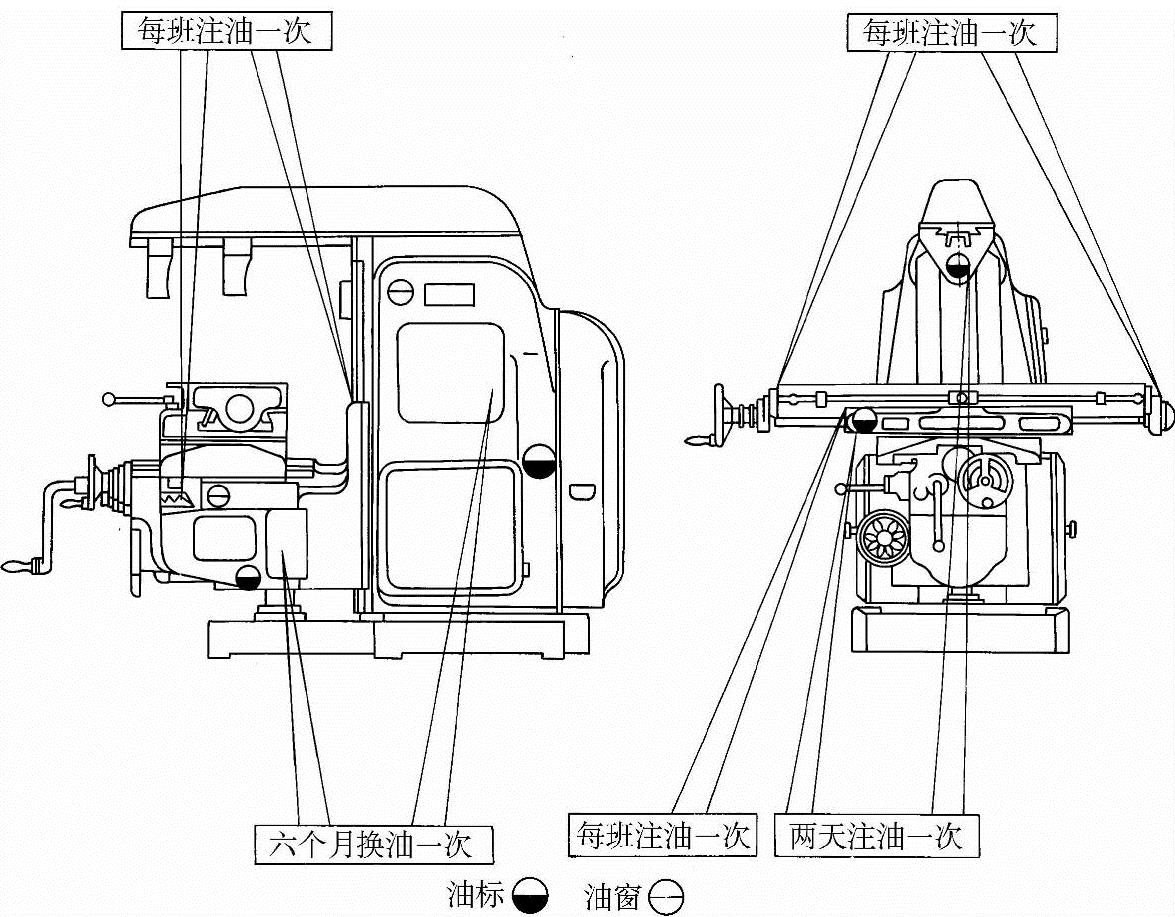
图1-10 X6132型万能铣床各润滑点
1)手动油泵油池在横向工作台左上方,注油时,旋开油池盖,注入润滑油至油标线处。
2)挂架上油池在挂架轴承处,注油方法同手动油泵油池。
(3)六个月换油一次处
1)主轴传动箱油池,为了保证油质,六个月调换一次,一般由机修人员负责。
2)进给传动箱油池,换油情况同主轴传动箱油池。
(4)油量观察点
1)带油标的油池共有四个,即主轴传动箱、进给传动箱、手动油泵和挂架上油池,要经常注意油池内的油量,当油量低于标线时,应及时补足。
2)观油窗有两个,即主轴传动箱、进给传动箱。起动机床后,观察油窗是否有油流动,如没有,应及时处理。
各润滑点润滑油的油质,应清洁无杂质,一般使用L-AN32全损耗系统用油。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。