



铣床的型号较多,现重点介绍X6132型卧式万能铣床,它的各个操作位置如图1-4所示。
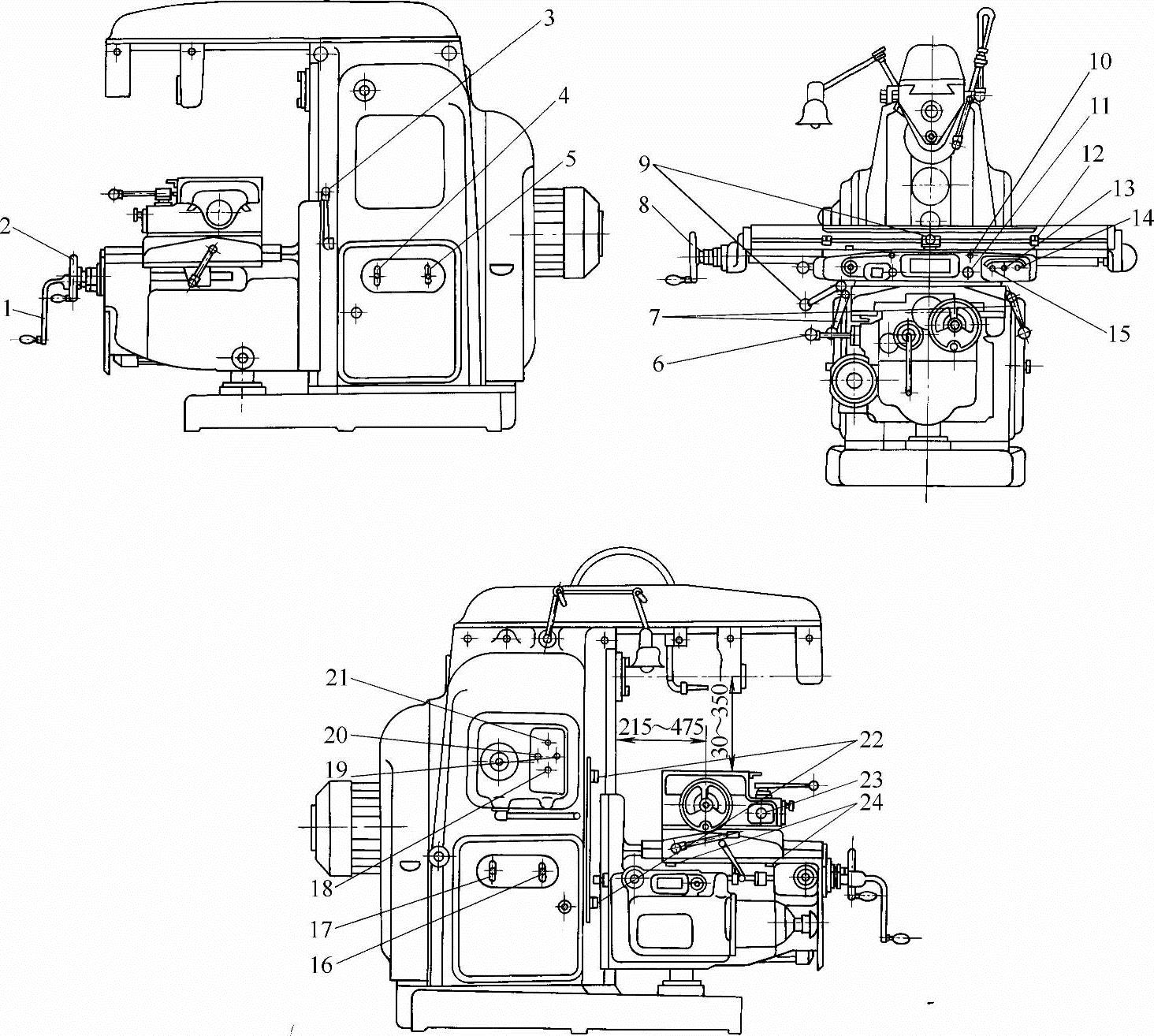
图1-4 X6132型卧式万能铣床操作位置图
1—工作台垂向手动进给手柄 2—工作台横向手动进给手柄 3—垂向工作台紧固手柄 4—切削液泵转换开关 5—圆工作台转换开关 6—工作台横向及垂向机动进给手柄 7—横向工作台紧固手柄 8—工作台纵向手动进给手柄 9—工作台纵向机动进给手柄 10—纵向工作台紧固螺钉 11—回转盘紧固螺钉 12—纵向机动进给停止挡铁 13、20—主轴及工作台起动按钮 14、19—主轴及工作台停止按钮 15、21—工作台快速移动按钮 16—主轴换向转换开关 17—电源转换开关 18—主轴上刀制动开关 22—垂向机动进给停止挡铁 23—手动油泵手柄 24—横向机动进给停止挡铁
1.机床电器部分操作
(1)电源转换开关 电源转换开关17在床身左侧下部,操作机床时,先将转换开关按顺时针方向转换至接通位置,操作结束时,按逆时针方向转换至断开位置。
(2)主轴换向转换开关 主轴换向转换开关16在电源转换开关右边,处于中间位置时主轴停止,将换向开关按顺时针方向转换至右转位置时,主轴右向旋转,按逆时针方向转换至左转位置时,则主轴左向旋转。
(3)切削液泵转换开关 切削液泵转换开关4在床身右侧下部,操作中使用切削液时,将切削液泵转换开关转换至接通位置。
(4)圆工作台转换开关 圆工作台转换开关5在切削液泵转换开关右边,使用机动回转工作台时,将转换开关转换至接通位置。一般情况放在停止位置,否则机动进给全部停止。
(5)主轴及工作台起动按钮 主轴及工作台起动按钮13、20在床身左侧中部及横向工作台右上方,两边为连动按钮,起动时,用手指按动按钮,主轴即起动。
(6)主轴及工作台停止按钮 主轴及工作台停止按钮14、19在起动按钮右面,用手指按动停止按钮,主轴即停止转动。
(7)工作台快速移动按钮 工作台快速移动按钮15、21在起动、停止按钮上方,是横向工作台右上方左边的一个按钮,要使工作台快速移动时,先开动进给手柄,再按着按钮,工作台即按原运动方向作快速移动,放开快速按钮,快速进给立即停止,仍以原进给速度继续进给。
(8)主轴上刀制动开关 主轴上刀制动开关18在床身左侧中部,起动、停止按钮下方,当上刀或换刀时,先将转换开关转换到接通位置,然后再上刀或换刀,此时主轴不旋转,上刀完毕,再将转换开关转换到断开位置。
2.主轴、进给变速操作
(1)主轴变速操作 主轴变速箱装在床身左侧窗口上,变速主轴转速由手柄3和转数盘2来实现,如图1-5所示。主轴转速有30~1500r/min共18种。变速时,操作步骤如下:
1)手握变速手柄3,把手柄向下压,使手柄的榫块自固定环4的槽Ⅰ中脱出,再将手柄外拉,使手柄的榫块落入固定环的槽Ⅱ内。
2)转动转数盘2,把所需的转速数字对准指示箭头1。
3)把手柄3向下压后推回至原来位置,使榫块落进固定环槽Ⅰ,并使之嵌入槽中。
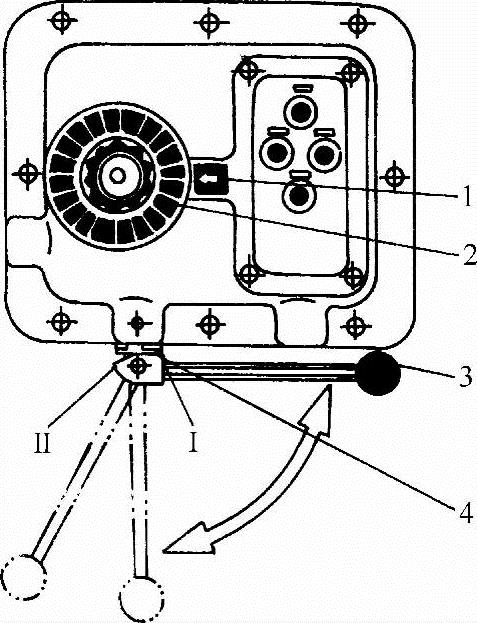
图1-5 主轴变速操作
1—指示箭头 2—转数盘 3—手柄 4—固定环
变速时,扳动手柄要求推动速度快一些,在接近最终位置时,推动速度减慢,以便使齿轮啮合,变速时,若发现齿轮相碰声,应待主轴停稳后再变速。为了避免损坏齿轮,主轴转动时严禁变速。
(2)进给变速操作 进给变速箱是一个独立部件,装在垂向工作台的左边,有18种进给速度,为23.5~1180mm/min。速度的交换由进给操作箱来控制,操作箱装在进给变速箱的前面,如图1-6所示。变换进给速度的操作步骤如下:
1)双手把蘑菇形手柄1向外拉出。
2)转动手柄,把转数盘2上所需的进给速度对准指示箭头3。
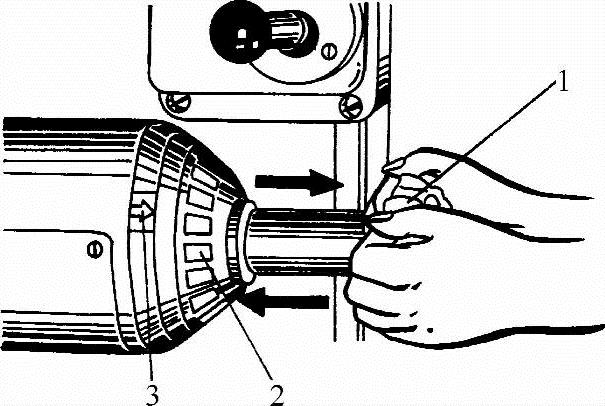
图1-6 进给变速操作
1—蘑菇形手柄 2—转数盘 3—指示箭头
3)将蘑菇形手柄1再推回至原始位置。
变换进给速度时,如发现手柄无法推回至原始位置时,可再转动转数盘或将机动进给手柄开动一下。允许在机床开动情况下进行进给变速,但机动进给时不允许变换进给速度。
3.工作台部分进给操作
(1)工作台手动进给操作(https://www.xing528.com)
1)纵向手动进给。工作台纵向手动进给手柄8(见图1-4)在工作台左端,当手动进给时,将手柄与纵向丝杠接通,左手握手柄并略加力向里推,右手扶轮子并旋转,如图1-7所示。转动时速度要均匀适当,顺时针转动时,工作台向右移动作进给运动,反之则向左移动。纵向刻度盘圆周刻线120格,每转一转,工作台移动6mm,每转动一格,工作台移动0.05mm。
2)横向手动进给。工作台横向手动进给手柄2(见图1-4)在垂向工作台前面,手动进给时,将手柄与横向丝杠接通,右手握手柄,左手扶轮子并旋转,顺时针方向转动时,工作台向前移动,反之向后移动。每转一转,工作台移动6mm,每转动一格,工作台移动0.05mm。
3)垂向手动进给。工作台垂向手动进给手柄1(见图1-4)在垂向工作台前面左侧,手动进给时,使手柄离合器接通,双手握手柄,顺时针方向转动时,工作台向上移动,反之向下移动。垂向刻度盘上刻有40格,每转一转时,工作台移动2mm,每转动一格,工作台移动0.05mm。
4)手动进给时的注意事项。
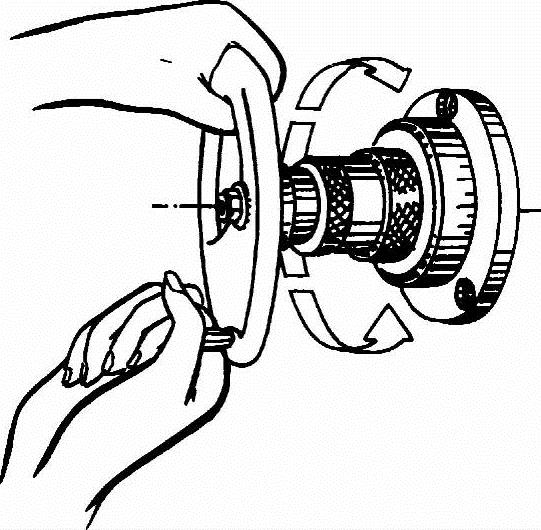
图1-7 纵向手动进给姿势
①当工作台被紧固手柄紧固时,不允许转动手柄。
②因为丝杠螺母间存在间隙,所以转动手柄时如超过刻线,不能直接退回到刻线处,而应将手柄退回约一转后,再重新转至要求的刻线处。
③摇转完毕,应将手柄离合器与丝杠脱开。以防快速移动工作台时,手柄转动伤人。
(2)工作台机动进给操作
1)纵向机动进给。工作台纵向机动进给手柄9(见图1-4)为复式,手柄有三个位置,向右、向左及停止。当手柄向右扳动时,工作台向右进给,中间为停止位置,手柄向左扳动时,工作台向左进给,如图1-8所示。
2)横向、垂向机动进给。工作台横向、垂向机动进给手柄6(见图1-4)为复式,手柄有五个位置,向上、向下、向前、向后及停止。当手柄向上扳时,工作台向上进给,反之向下;当手柄向前扳时,工作台向里进给,反之向外;当手柄处于中间位置时,进给停止,如图1-9所示。
3)机动进给时的注意事项。
①机动进给完毕,应将操纵手柄放在停止位置。
②不能两个方向同时使用机动进给。
③当工作台某方向被紧固时,则该方向不允许使用机动进给。
④检查机动进给方向是否正确。
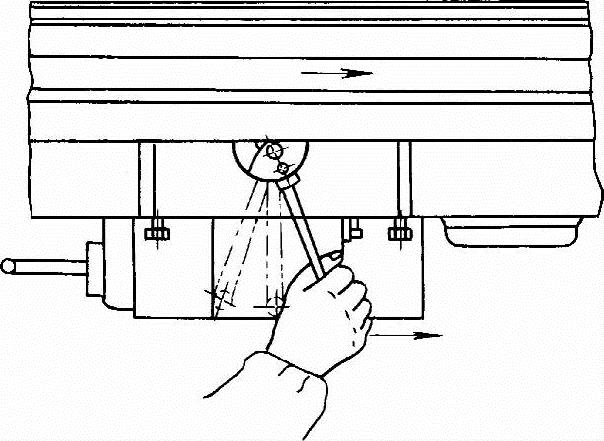
图1-8 工作台纵向机动进给操作
4.机动进给停止挡铁的调整
机动进给停止挡铁有纵向、横向和垂向三个方向,各有两块(见图1-4中12、24和22)。一般情况下均安装在限位柱范围以内,不准随意拆掉,以防发生机床事故。但在操作中可根据铣削行程,安装自动停止挡铁,铣削完毕,工作台即停止进给。
(1)纵向机动进给停止挡铁12的调整 根据纵向进给方向及行程距离,用14mm专用六角套筒扳手,松开挡铁螺母,将挡铁移至要求位置后,将挡铁螺母拧紧。
(2)横向机动进给停止挡铁24的调整 根据横向进给方向及行程距离,用14~17mm双头扳手,松开挡铁螺母,将挡铁移至要求的位置后,拧紧挡铁螺母。
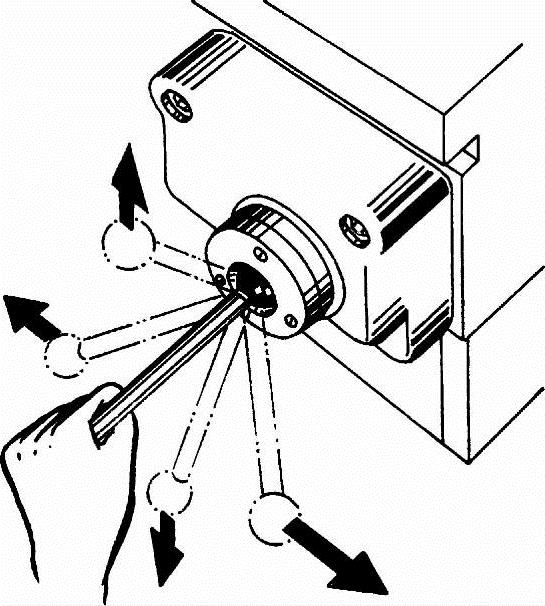
图1-9 工作台横向、垂向机动进给操作
(3)垂向机动进给停止挡铁22的调整 调整方法与横向进给相同。
5.工作台紧固手柄的使用方法
铣削加工中,为了减少振动,保证加工精度,避免因铣削力而导致工作台位移,对不使用进给方向的工作台应予紧固。工作完毕,即刻松开。
(1)紧固纵向工作台 工作台纵向紧固螺钉10(见图1-4)有两个。紧固纵向工作台时,将8mm内六角扳手插入紧固螺钉孔中后扳紧。
(2)紧固横向工作台 横向工作台紧固手柄7(见图1-4)左、右各有一个。紧固时,将手柄向下推,松开时手柄向上拉。
(3)紧固垂向工作台 垂向工作台紧固手柄3见图1-4。将手柄向下扳,工作台被紧固,向上扳即松开。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。