



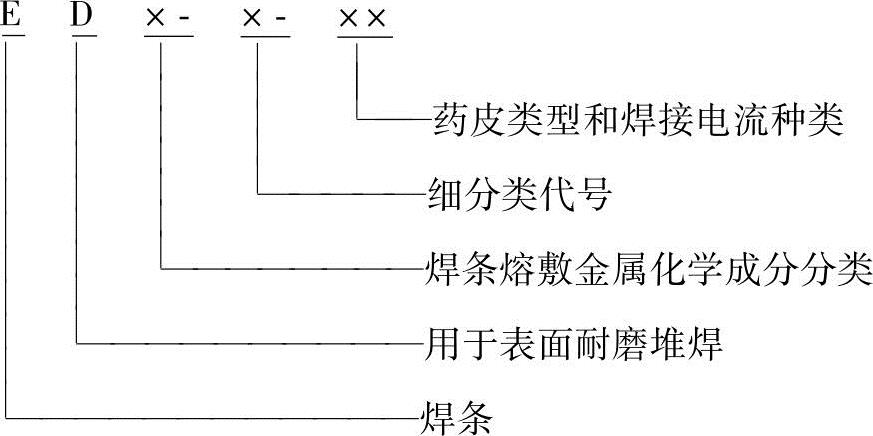
1.焊条型号组成
1)型号中第一个字母“E”表示焊条。
2)第二个字母“D”表示用于表面耐磨堆焊。
3)D后面用一位或两位字母、元素符号表示焊条熔敷金属化学成分分类代号,见表2-15。还可以附加一些主要成分的元素符号。
表2-15 堆焊焊条熔敷金属化学成分分类

4)在基本型号内可用数字、字母进行细分类,细分类代号也可用短划“-”与前面符号分开。
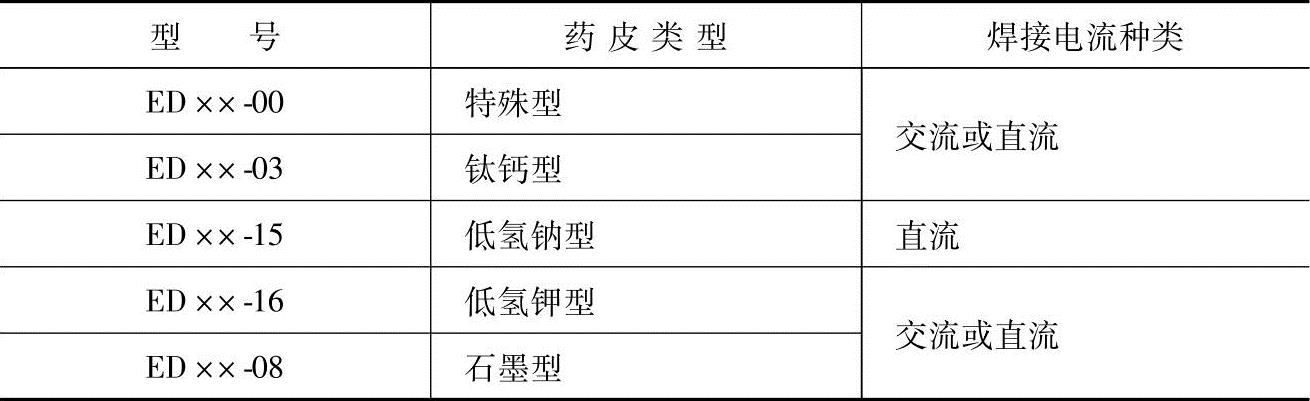
5)型号中最后两位数字表示药皮类型和焊接电流种类,用短划“-”与前面符号分开,见表2-16。
表2-16 堆焊焊条药皮类型和焊接电流种类
型号示例:
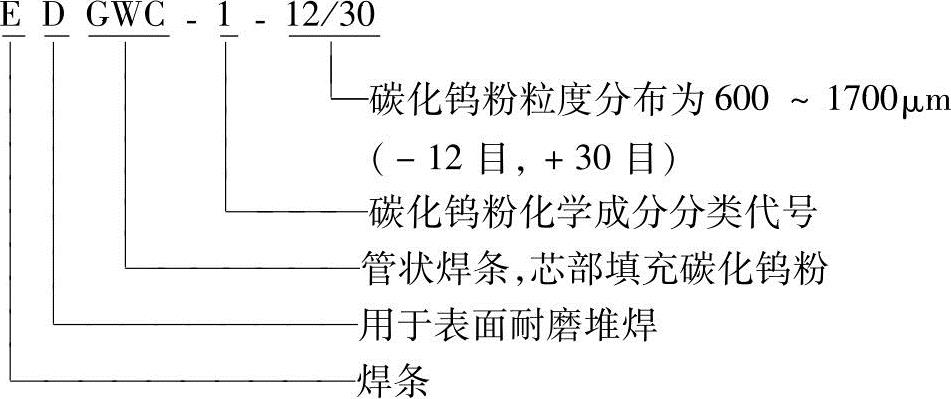
碳化钨管状焊条型号表示方法:
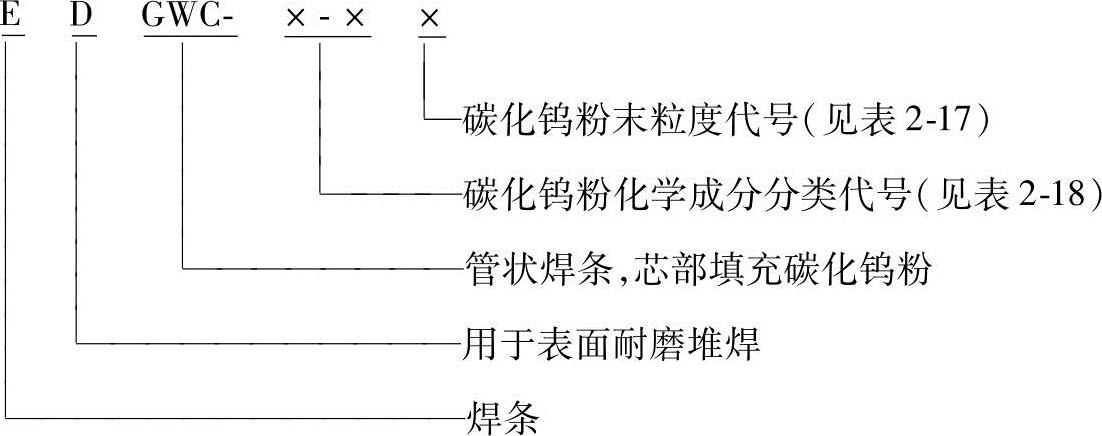
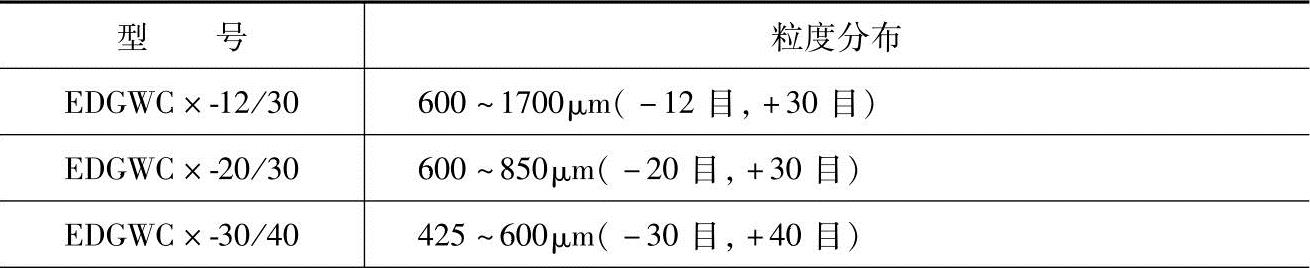
表2-17 堆焊焊条碳化钨粉的粒度
(续)(https://www.xing528.com)

注:1.焊条型号中的“×”代表“1”或“2”或“3”。
2.允许通过(“-”)筛网的筛上物≤5%,不通过(“+”)筛网的筛下物≤20%。
表2-18 堆焊焊条碳化钨粉的化学成分

堆焊焊条型号举例:

碳化钨管状焊条型号举例:
2.堆焊焊条药皮类型说明
1)药皮类型有特殊型,可用交流或直流电进行焊接。
2)药皮类型有钛钙型,可用交流或直流电进行焊接,药皮含30%(质量分数)以上的氧化钛和20%(质量分数)以下的钙或镁的碳酸盐矿石。熔渣流动性良好,脱渣容易;熔深适中,电弧较稳定,飞溅少,焊缝美观。
3)药皮类型有低氢钠型,可用直流电进行焊接。药皮主要组成物是碳酸盐矿石和氟化物,熔渣是碱性的。焊接工艺性能一般,焊接过程要短弧操作,熔渣流动性好,焊缝较高。焊接时要求焊条药皮很干燥,该类型焊条具有良好的抗裂性能和力学性能。
4)药皮类型有低氢钾型,可用交流或直流电进行焊接。为了用交流电焊接,在药皮中除用硅酸钾作粘合剂外,还加入了稳弧组成物。
5)药皮类型有石墨型,可用交流或直流电进行焊接。这类焊条除含有碱性氧化物、酸性氧化物外,在药皮中还加入较多的石墨,使焊缝金属获得较高的游离碳或碳化物。本焊条在焊接过程中会产生较大的烟雾,容易引弧,熔深较浅,工艺性能较好,焊接飞溅少,施焊时要用小规范为宜。适用于交流或直流电焊接,该焊条的药皮强度较差,所以在包装、运输、贮存及使用中应予注意。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。