



1.焊条型号的组成
焊条型号按熔敷金属化学成分、焊接位置和药皮类型等进行划分。焊条型号由四部分组成:
1)第一部分用字母“E”表示焊条。
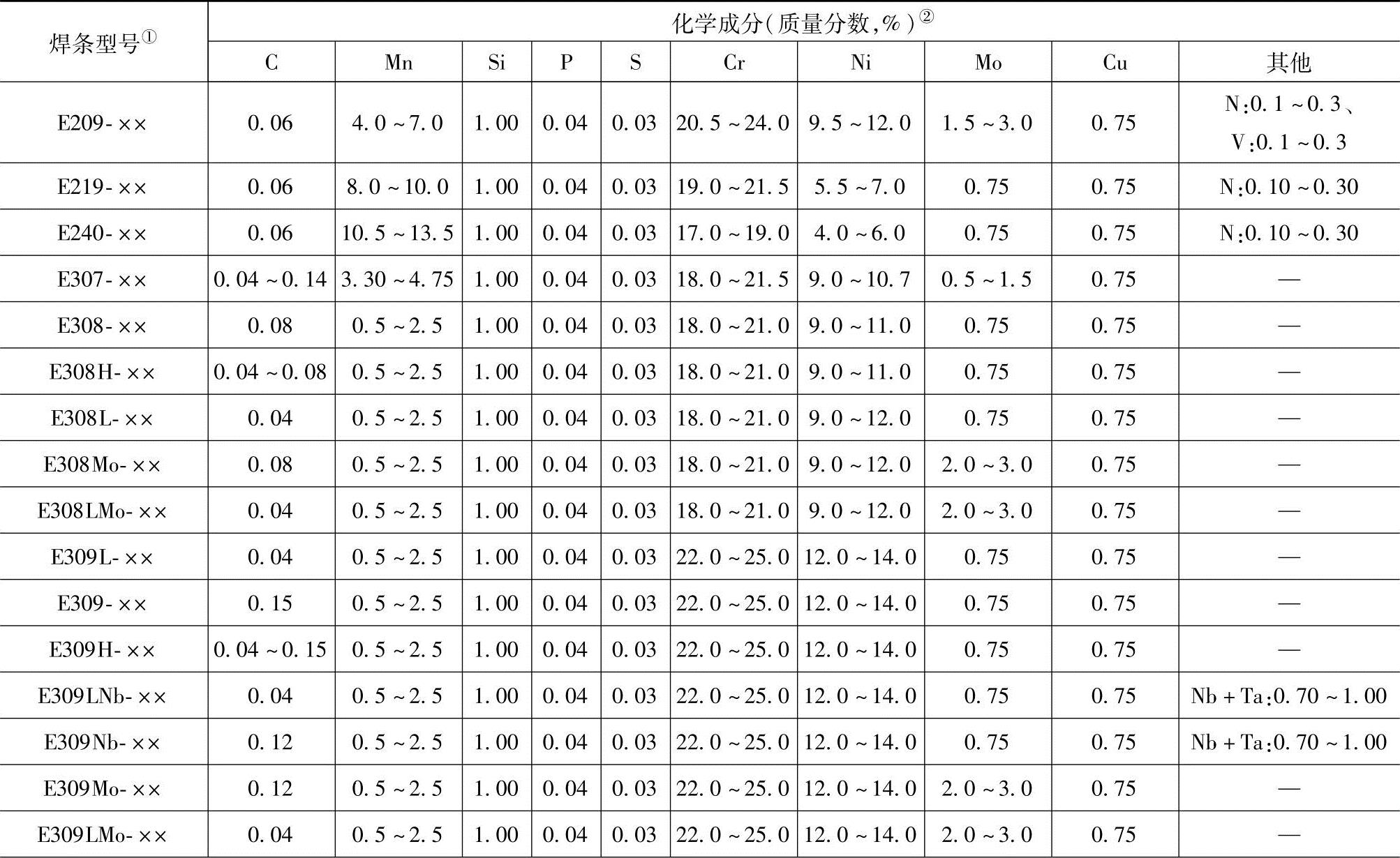
2)第二部分为字母“E”后面的数字,表示熔敷金属的化学成分分类,数字后面的“L”表示碳含量较低,“H”表示碳含量较高,如有其他特殊要求的化学成分,该化学成分用元素符号表示放在后面,见表2-11。
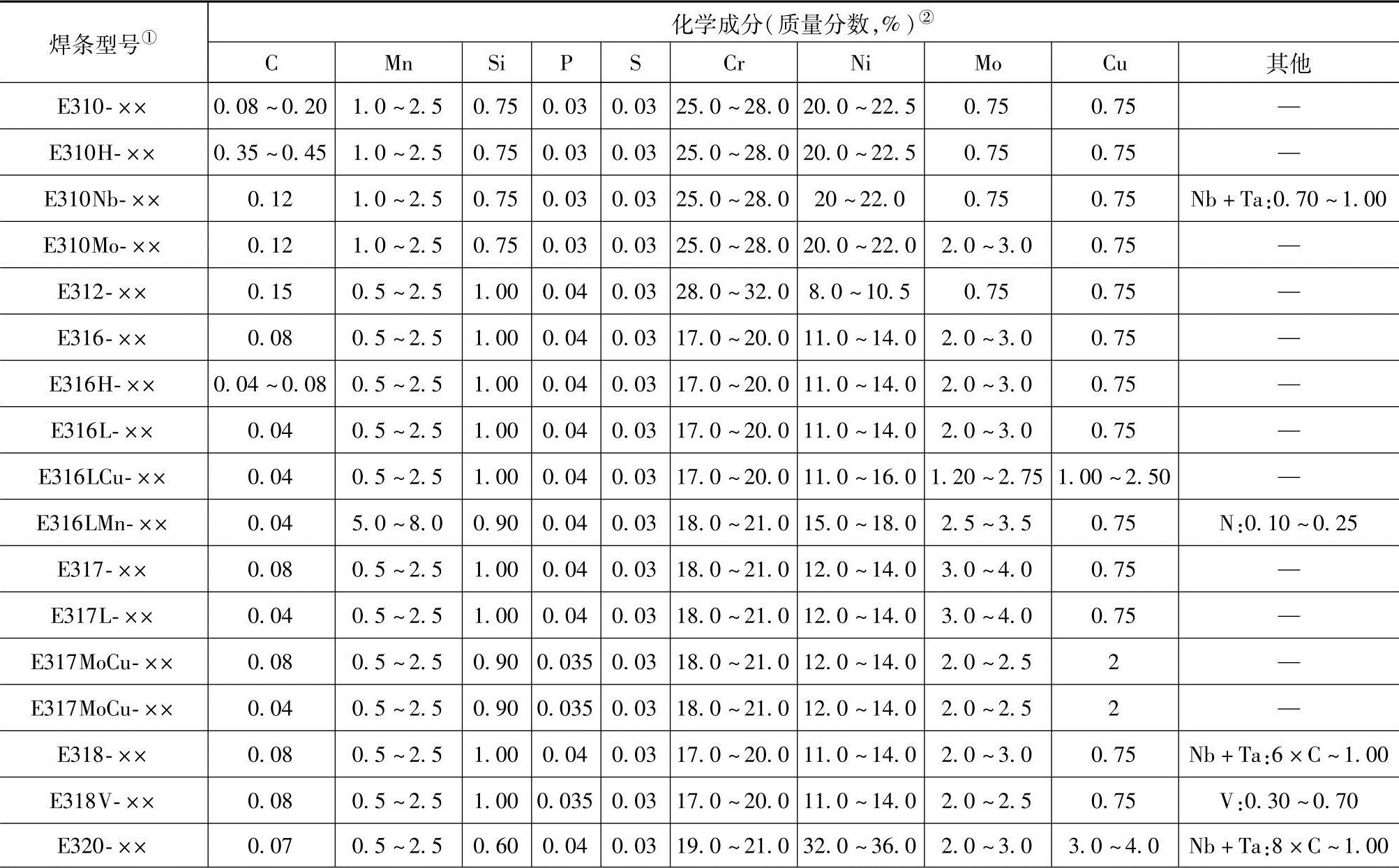
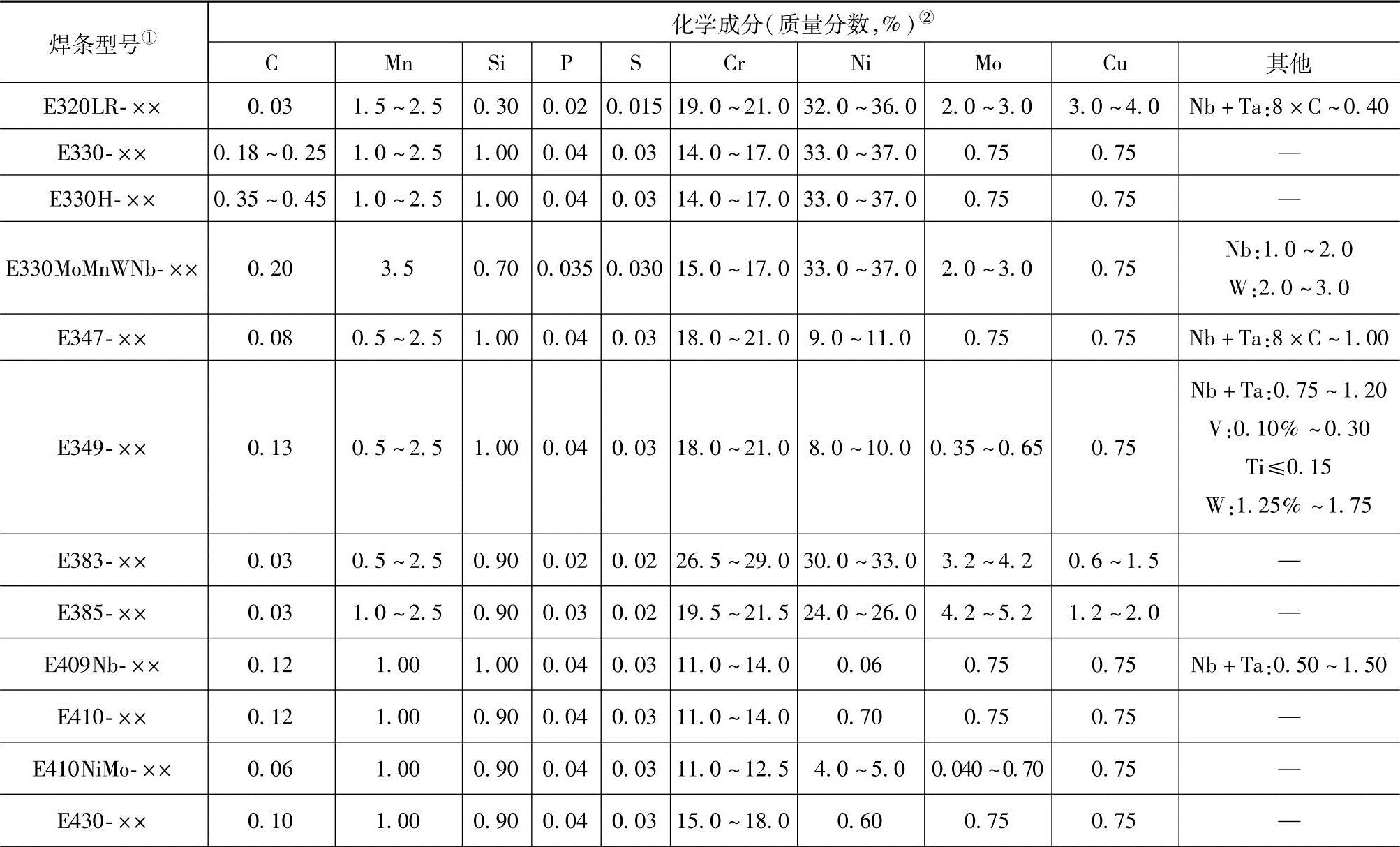
表2-11 不锈钢焊条熔敷金属化学成分
(续)
(续)
(续)
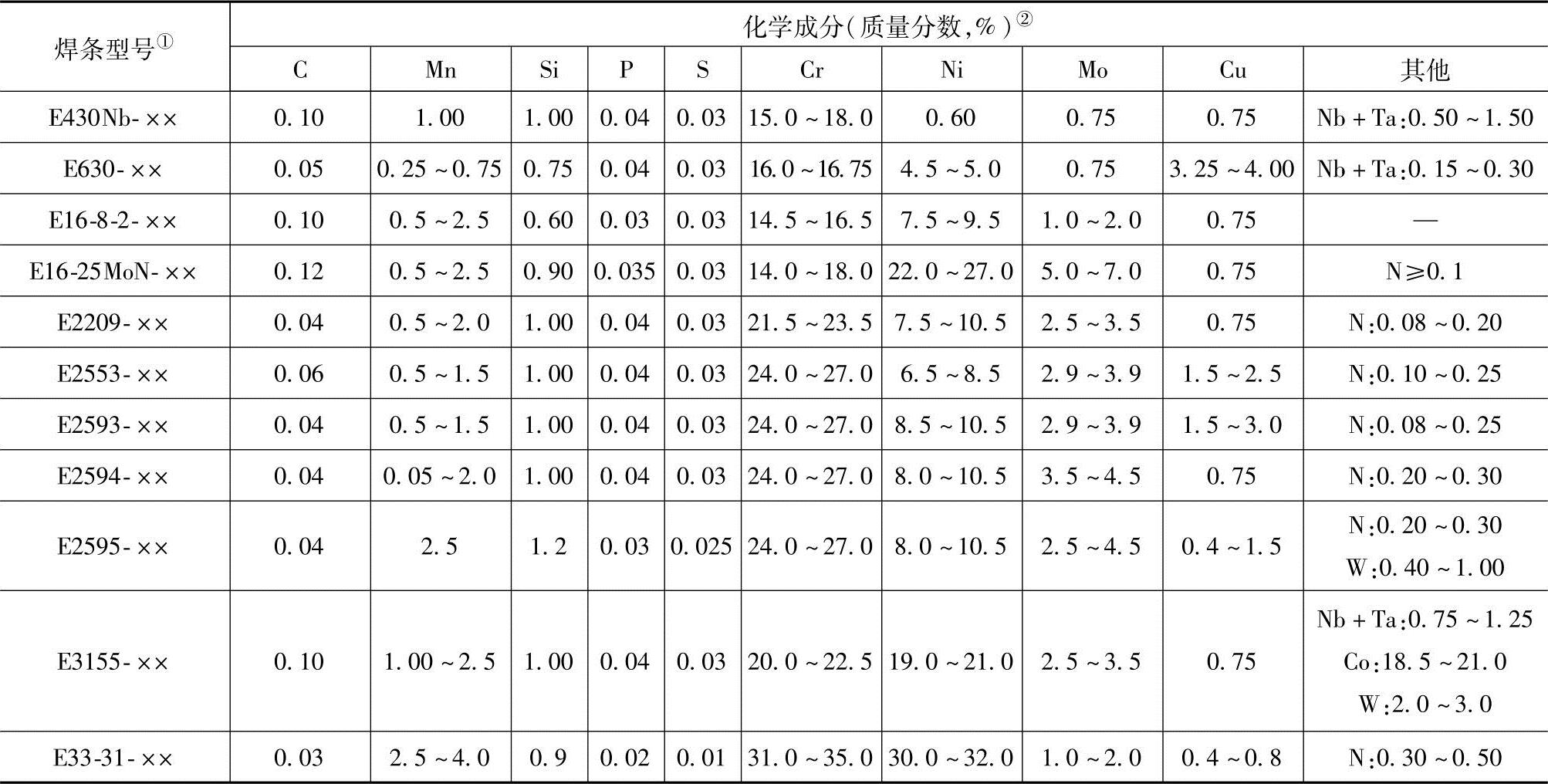
注:表中的单值均为最大值。
① 焊条型号中-××表示焊接位置和药皮类型,见表2-12和表2-13。
② 化学分析应按表中规定的元素进行分析。如果在分析过程中发现其他化学成分,则应进一步分析这些元素的含量,除铁外,不应超过0.5%。
3)第三部分为短划“-”后面的第一位数字,表示焊接位置,见表2-12。
表2-12 焊接位置代号

① 焊接位置见GB/T 16672,其中PA=平焊、PB=平角焊、PD=仰角焊、PF=向上立焊、PG=向下立焊。
4)第四部分为最后一位数字,表示药皮类型和电流类型,见表2-13。(https://www.xing528.com)
表2-13 药皮类型代号

①46型采用直流焊接。
②47型采用直流焊接。
型号示例:
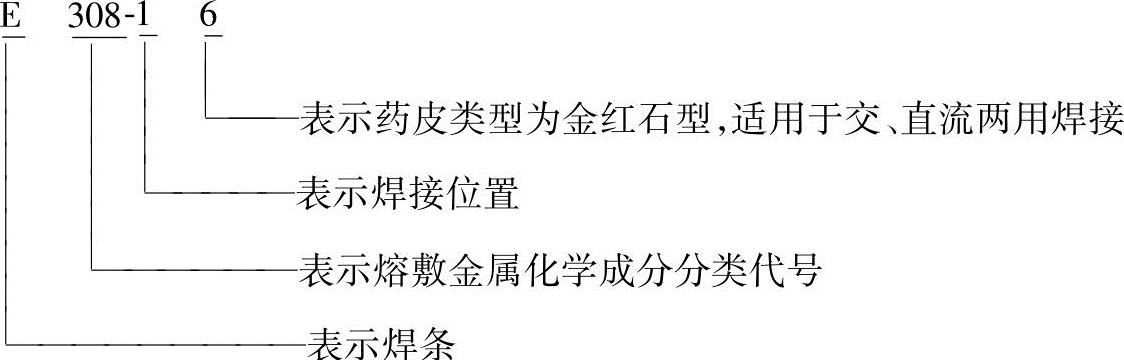
2.焊条药皮类型说明
本标准不锈钢药皮类型有三种:
1)碱性药皮类型5,此类型药皮含有大量碱性矿物质和化学物质,如石灰石(碳酸钙)、白云石(碳酸钙、碳酸镁)和萤石(氟化钙)。焊条通常只使用直流反接。
2)金红石药皮类型6,此类型药皮含有大量金红石矿物质,主要是二氧化钛(氧化钛)。这类焊条药皮中含有低电离元素。用此类焊条焊接时,可以使用交直流焊接。
3)钛酸型药皮类型7,此类型药皮是已改进的金红石类,使用一部分二氧化硅代替氧化钛。此类药皮特征是熔渣流动性好,引弧性能良好,电弧易喷射过渡。但是不适用于薄板的立向上位置的焊接。
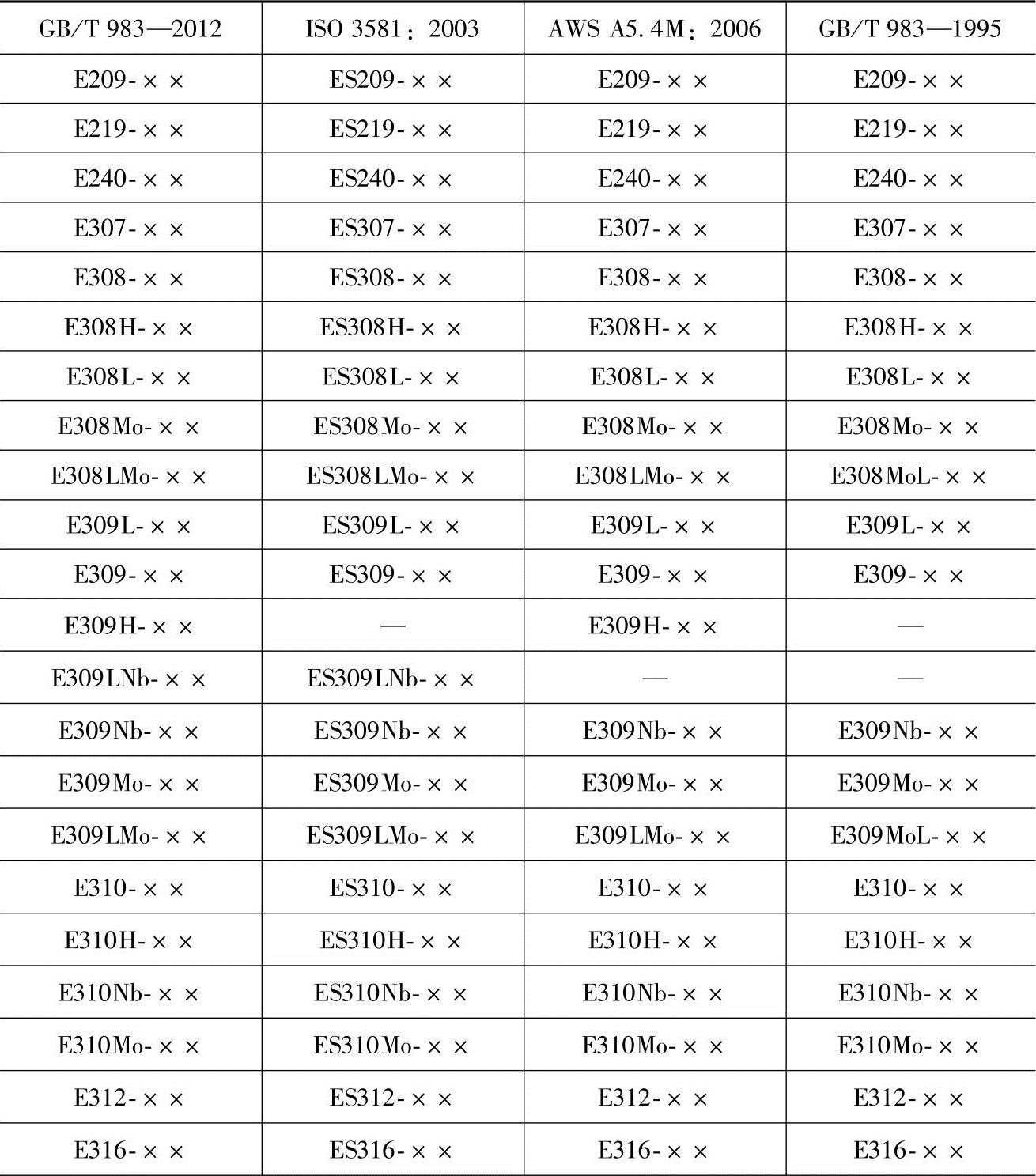
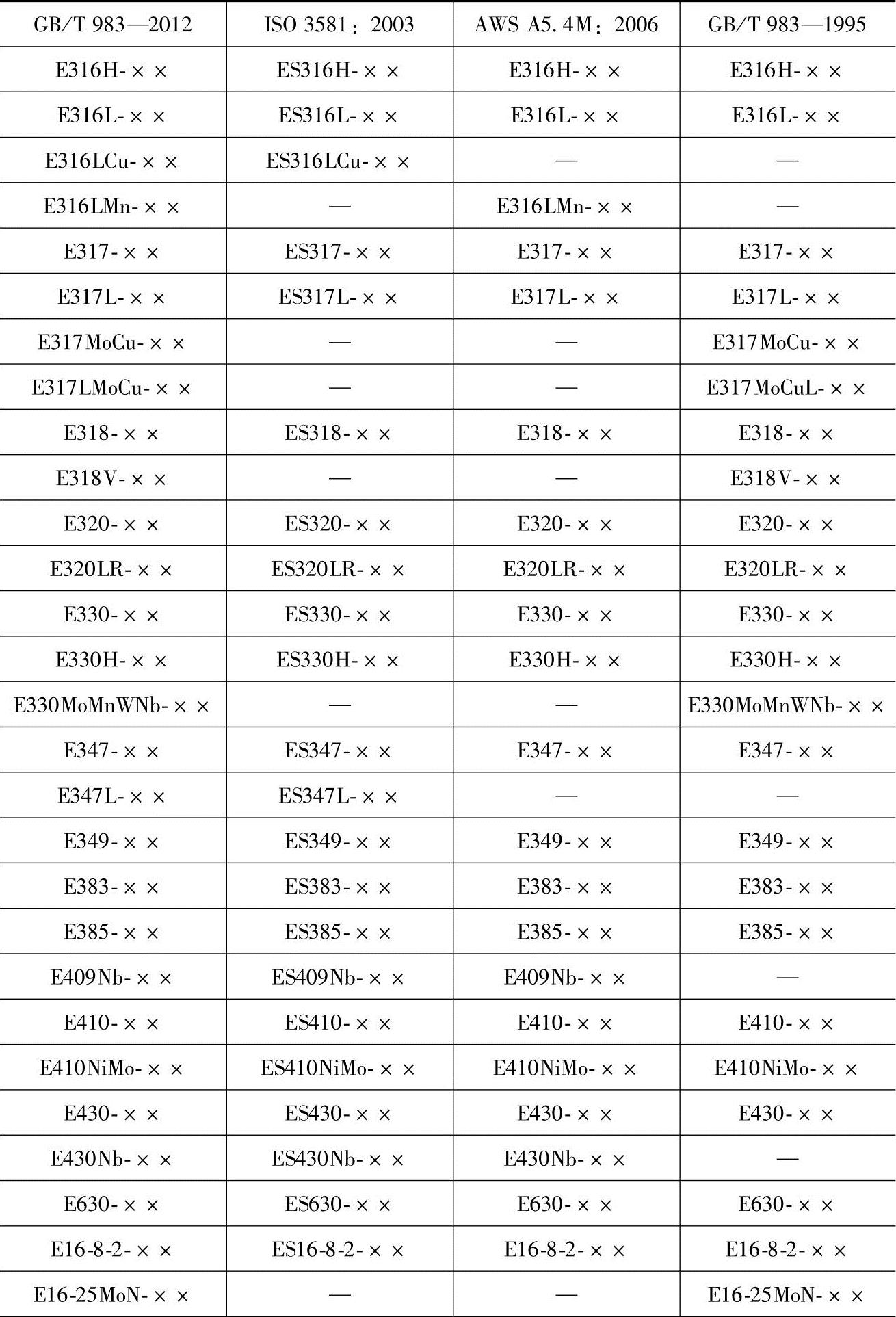
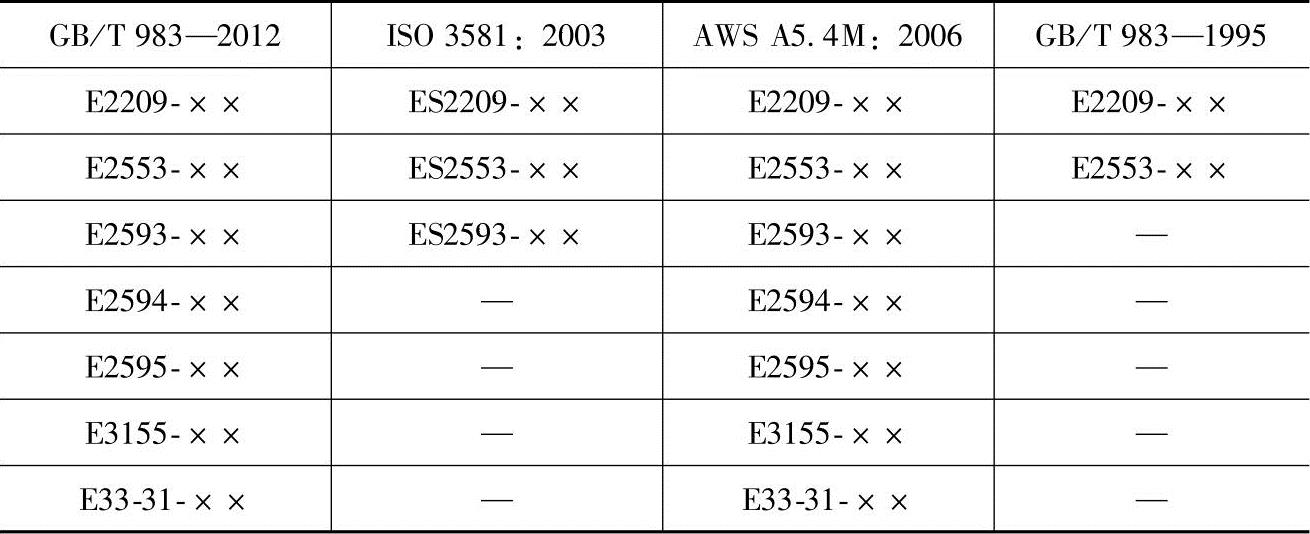
3.常用焊条对照
不锈钢焊条GB/T 983—2012标准与其他相关标准焊条型号的对应关系见表2-14。
表2-14 不锈钢焊条GB/T 983—2012标准与其他相关标准焊条型号的对应关系
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。