



焊接过程中,焊条药皮熔化后,按所形成熔渣呈现酸性或碱性,把焊条分为碱性焊条(熔渣碱度≥1.5)和酸性焊条(熔渣碱度≤1.5)两大类。
(1)酸性焊条工艺特点 焊条引弧容易,电弧燃烧稳定,可用交流、直流电源焊接;焊接过程中,对铁锈、油污和水分敏感性不大,抗气孔能力强;焊接过程中飞溅小,脱渣性好;焊接时产生的烟尘较少;焊条使用前需75~150℃烘干1~2h,烘干后允许在大气中放置时间不超过6h,否则必须重新烘干。
焊缝常温、低温的冲击性能一般;焊接过程中合金元素烧损较多;酸性焊条脱硫效果差,抗热裂纹性能差。由于焊条药皮中的氧化性较强,所以不适宜焊接合金元素较多的材料。
厚药皮酸性焊条,焊接过程中电弧燃烧稳定并集中在焊芯中心,因为药皮的熔点高,导热慢,所以焊条端部熔化时,药皮套筒长。由于套筒的冷却作用,压缩电弧,使电弧更加集中在焊芯中心,此时焊芯中心熔化快,焊芯边缘熔化慢,使焊条端部熔化面呈现内凹型,如图2-2a所示。
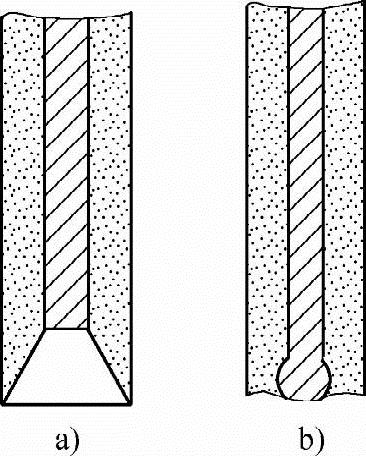
图2-2 焊条端部熔化表面(https://www.xing528.com)
a)酸性焊条 b)碱性焊条
(2)碱性焊条工艺特点 焊条药皮中由于含有氟化物而影响气体电离,所以焊接电弧燃烧的稳定性差,只能使用直流焊机焊接;焊接过程中对水、铁锈产生气孔缺陷敏感性较大;焊接过程中飞溅较大、脱渣性较差;焊接过程中产生的烟尘较多;由于药皮中含有萤石,焊接过程会析出氟化氢有毒气体,注意加强通风保护;焊接熔渣流动性好,冷却过程中黏度增加很快,焊接过程宜采用短弧连弧焊手法焊接;焊条使用前经250~400℃烘干1~2h,烘干后的焊条应放在100~150℃的保温箱(筒)内随用随取;低氢型焊条在常温下放置,不能超过3h,否则必须重新烘干。
焊缝常温、低温冲击性好;焊接过程中合金元素过渡效果好,焊缝塑性好;碱性焊条脱氧、脱硫能力强,焊缝含氢、氧、硫低,抗裂性能好,用于重要结构的焊接。
碱性焊条端部熔化面呈凸型的原因有两种观点。其一,认为碱性焊条药皮含有CaF2,使电弧分散在焊芯的端面上,由于药皮的熔点低,焊条端部熔化面处药皮套筒短,所以,冷却压缩电弧的作用很小,焊接电弧更分散,这样焊芯边缘先熔化,端部药皮套筒也熔化,焊条端部的熔化面呈现凸型,如图2-2b所示。其二,认为碱性焊条药皮中CaF2使渣的表面张力加大,生成粗大的熔滴,电弧在熔滴下端发生,热量由焊接电弧向焊条端部的表面传递,它首先熔化焊条端部套筒药皮及焊芯的边缘部分,所以焊条端部熔化面呈现凸型。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。